梭子引纬运动分析
织机主轴回转一周时间内,梭子经历了静止、击梭、自由飞行、制梭、静止几个阶段。
击梭:皮结与梭子接触到梭子开始脱离皮结。
自由飞行:梭子离开皮结进入梭口直至离开梭口。
制梭:梭子离开梭口,进入对侧梭箱受到制梭及缓冲作用。
静止:停在一定位置上,待下一次反向击梭。

1. 梭子在梭口中的飞行速度
梭子相对筘座的运动速度,简称梭子速度。
n---织机转速;lk---梭子长度;ls——梭子飞行距离
由上式可知:梭子进梭口速度与以下因素有关:
(1)上机筘幅。
(2)织机速度。
(3)梭子进出梭口的时间差,也就是梭子在筘幅中飞行的时间(均以主轴的转角表示)。
2、击梭
击梭工作由投梭机构完成,投梭机构是一个弹性系统,在击梭过程中因受力而变形。
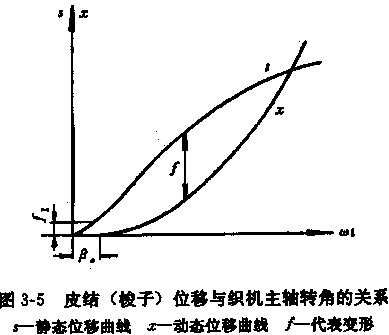
(1) 梭子(或皮结)静、动态位移曲线
静态位移曲线:用于缓慢转动织机主轴(排除投梭机构变形的影响),所测得的梭子位移曲线(s)
动态位移曲线:用电测法测得的主轴不同位置角所对应的梭子位移曲线(x)(织机正常运转时)
代表变形f:动静态位移曲线之间的差异f,集中反映击梭过程中,投梭机构的变形。
(2) 击梭工艺参数
(a)投梭动程(亦即投梭力):皮结与梭子共同移动的距离。或以静态位移规律中梭子(或皮结)的最大动程Smax表示。其大小直接决定梭子的飞行速度及进出梭口的时间。
生产中以击梭终了时,投梭棒的里侧到梭箱底板里端的距离s表示。
投梭力对织造影响:
投梭力过大:梭子进梭箱后产生回跳,定位不良,造成轧梭或者飞梭;
易产生崩纬,脱纬(特别是粗支纱);
梭子和机物料损耗大;
织机动力消耗增加,噪音、振动增加。
投梭力过小:
梭子出梭口比较
梭子进梭箱时,由于速度小,不能进入梭箱中正常位置,换梭不良或易造成下次投梭时由于投梭力不足造成轧梭。
综上所述,在保证梭子能顺利通过梭口和不影响梭子正常定位的前提下,投梭力越小越好。
(b)投梭时间:织机运转中,投梭转子与投梭鼻开始接触时主轴的位置角,称为投梭时间。
生产中,一般以投梭棒开始推动梭子时,即投梭转子与投梭鼻相碰时,钢筘至胸梁内侧的距离来表示。
投梭时间的早迟,直接影响的大小。
投梭时间过早:a.梭子进梭口早,梭口高度小,边经断头增多。
b.进梭口时,梭口清晰度较差,易产生边跳纱等织疵。
c.进梭口时,底层经纱与走梭板间距离较大,梭子飞行不稳。
投梭时间过迟:a.与上述情况相反
b.可供梭子飞行时间的利用率,要使梭子飞行速度增加,则投梭力必须提高,不利于生产。
一般在条件允许的情况下适当提早投梭时间,以减小机物料消耗。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


