梭口
一、梭口的形状
织机上的经纱是沿织机的纵向(前后)配置的,如图7-1所示。经纱从织轴引出后,绕过后梁E和经停架中导棒D,穿过综眼C和钢筘,在织口B处同纬纱交织成布,再绕过胸梁A,而后卷绕到卷布辊上形成布卷。
开口时,经纱随着综框的运动被分成上下两层,形成一个棱形的通道BC1DC2,这就是梭口。构成梭口上方的一层经纱BC1D为上层经纱,而下方BC2D为下层经纱。梭口完全闭合时,两层经纱又随着综框回到原来的位置BCD,此位置称为经纱的综平位置。
梭口的尺寸通常以梭口高度、长度和梭口角等衡量。开口时经纱随同综框作上下运动时的最大位移C1C2称为梭口的高度H,从织口B到经停架中导棒D之间的水平距离为梭口的长度,它由前半部长度L1和后半部长度L2组成,L1与L2的比值称为梭口的对称度。梭口的前半部BC1C2是梭口的工作部分,梭子或其它引纬器即从这里通过并纳入纬纱,完成经纬交织,∠C1BC2称为梭口前角,∠C1DC2称为梭口后角。通常,在梭口的高度相同的条件下,为了得到比较大的梭口前角和筘前梭口高度(上、下层经纱与钢筘交点的距离)以利于引纬,常采用前半部梭口长度小于后半部长度的不对称梭口。
经纱处于综平位置时,经纱自织口到后梁同有关机件相接触的各点联接线称为经纱位置线,如图7-1中的连线BCDE。如果D、E两点在BC直线的延长线上,则经纱位置线将是一根直线,称为经直线。经直线只是经纱位置线的一个特例。折线ABCDE则称之为织机上机线。在一般情况下,梭口形状在梭口高度方向上并不对称。

在织机上机线上,ABC必为一条直线。同时,经停架中导棒位置C随后梁高度d的改变而改变,使CDF始终成一条直线。一般胸梁高度不变,胸梁表面常作为基准用于衡量织口、综平时的综眼以及后梁相对于胸梁的高度。织口和综平时的综眼位置
二、梭口形成方式
不同类型的开口机构,在开口过程中形成梭口的方式不完全相同。按开口过程中经纱的运动特征,它们分为中央闭合梭口、全开梭口和半开梭口。
(一)中央闭合梭口
在每次开口运动中,全部经纱都由综平位置出发,分别向上、下两个方向分开形成所需梭口。在梭口闭合时,所有上下层经纱都要回到综平位置。这种开口方式要求不论该综框的经纱下一次开口时是否保持在原来位置,都必须回到综平位置,然后再根据下一次梭口的要求由综平位置出发,如图7-2(1)所示。图中的织物组织均为![]() 斜纹,织物组织图如图中(4)所示。
斜纹,织物组织图如图中(4)所示。
中央闭合梭口的开口方式,开口过程中上下层经纱的张力变化规律一致,可通过后梁的摆动进行集中调节。由于经纱每次都能回到综平位置,故对挡车工处理断头是方便的。但这种开口方式增加了经纱受拉伸和摩擦的次数,可能增加经纱的断头,且形成梭口时,所有经纱都在运动,梭口不够稳定,对引纬不利。一些毛织机和丝织机上的多臂开口机构或提花开口机构采用中央闭合梭口的开口方式。
(二)全开梭口
这种开口方式仅要求下一次开口时,经纱要变换位置的综框升、降到新的位置,而其它经纱所在的综框保持静止不动,如图7-2(2)所示。全开梭口的开口方式使开口过程中经纱受拉伸和摩擦的次数减少,有利于降低经纱的断头率,且形成梭口时只有部分经纱在运动,梭口较稳定,对引纬也是有利的。但由于综平时经纱不汇合成一片,故在织造非平纹组织的织物时需专门设置平综装置,以利于处理经纱断头。凸轮、多臂和提花三种开口机构均可采用全开梭口的开口方式。
(三)半开梭口
这种开口方式与全开梭口基本相同,按照织物组织的要求,仅部分经纱上下交换位置,而需要继续留在下层的经纱保持不动,但需要留在上层的经纱则须稍微
三、梭口清晰程度
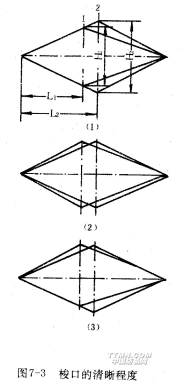
织机上常采用多页综织造,考虑到各页综作升降运动时不相互干扰,彼比之间需有一定间距,因而各页综至织口的距离各不相同。各页综的动程配置使梭口满开时会形成不同清晰程度的梭口。梭口的清晰程度,对能否顺利引纬以及降低经纱断头等有重要影响。

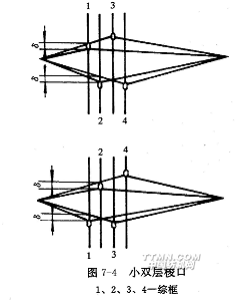
在梭口满开时,若某页综框的梭口高度Hi(i=1,2…)与该页综框到织口的距离Li(i=1,2…)成正比,则梭口前部的上层经纱应在一个平面中,下层经纱处在另一个平面,这种梭口叫清晰梭口,如图7-3(1)所示。在其它条件相同的情况下,清晰梭口的前部具有最大的有效空间,引纬条件最好,但是,当综框页数较多或综框间距较大时,后几页综框的梭口高度过大,以致于相应的经纱伸长过大,产生断头。为了缓解这一矛盾,通常将后几页综框的梭口高度适当减小,其结果使下层经纱不处在一个平面内,上层经纱也不处在另一个平面内,这种梭口称为非清晰梭口,如图7-3(2)所示。虽然这种梭口各页综框动程差距缩小,经纱张力比较均匀,但其前部有效空间小,对引纬极为不利,易造成经纱断头、跳花、轧梭及飞梭等织疵或故障,故在实际生产中一般不采用这种梭口,而采用半清晰梭口,即下层经纱处于一个平面内,上层经纱不处在一个平面内的梭口,如图7-3(3)所示。当织制细特高经密平纹织物(如府绸、羽绒布等),通常采用小双层梭口,如图7-4所示。该梭口属非清晰梭口,即不论在上层或下层,总是第三页综的经纱高于第一页综的经纱δ,第四页的经纱高于第二页综的经纱δ,这样可使第一、三页综框与第二、四页综框的综平位置错开,相当于全部经纱交错时密度减半,有利于开清梭口。
四、经纱的拉伸变形
(一)拉伸变形的计算
开口过
若不考虑送经和织物卷取过程的影响,并假设综平和梭口满开时织口B位于同一位置且梭口上半部和下半部的开口高度相等,开口过程中上、下层经纱的拉伸变形λ1、λ2,可根据梭口的几何形状求得,如图7-1所示。
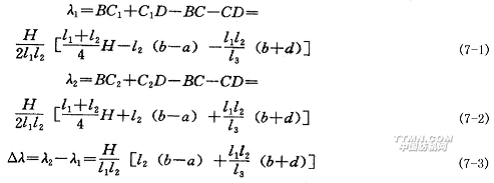
式中各参数的含意可从图7-1中直接得到。当后梁位于胸梁之上时d值取“+”,反之取“-”。Δλ代表下层经纱变形大于上层经纱变形的部分,通常是一个正值。
(二)影响拉伸变形的因素
式(7-1)和式(7-2)中,参数a、b值是不变的,梭口前部长度l1由筘座摆动动程决定,也是个常量,因此影响拉伸变形的参数是梭口高度、梭口后部长度及后梁高度。
1.梭口高度对拉伸变形的影响
在梭口的后部长度一定的情况下,经纱变形几乎与梭口高度的平方成正比,在快速变形条件下,经纱的伸长量同引起伸长变形的外力成正比,即梭口高度的少量增加会引起经纱张力的明显增大。因此,在保证纬纱顺利通过梭口的前提下,梭口高度应尽量减少。
确定合理的梭口高度,涉及的因素很多,既要考虑引纬器的结构尺寸,又要考虑到引纬运动与筘座运动的合理配合,同时与织物的结构、经纱性质及织物品种等因素有关。通常是在钢筘处于最后位置时,根据引纬器的结构尺寸来确定梭口的合理高度。现以梭子引纬为例,根据梭子的高度和宽度,同时注意在筘座摆到最后位置时梭子正通过梭口这一条件,如图7-5所示。该时梭子前壁处的梭口高度h0(h0=hs+x)一般稍高于梭子的前壁高度hs若干距离x,x的选择确定了梭口高度。
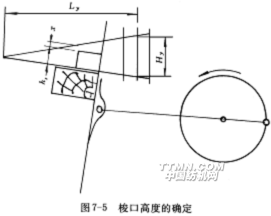
由于梭子并不是在筘座位于最后位置这一瞬间通过梭口的,实际上梭子开始
经纱对梭子的挤压程度用挤压度P(%)表示:
![]()
式中:hs—梭子前壁高度;
h0—经纱片在梭子前壁处的开口高度。
对于棉织物,进、出梭口的挤压度可分别达到25%和70%。
2.梭口长度对拉伸变形的影响
梭口后部长度增加时,拉伸变形减少;反之,拉伸变形增加。这一因素在生产实际中视加工纱线原料和所织制织物的不同而灵活掌握。例如,由于真丝强力小,通常把丝织机的梭口后部长度放大。又如,在织造高密织物时,可将梭口后部长度缩短,通过增加经纱的拉伸变形和张力,使梭口得以开清。
3.后梁高低与拉伸变形
后梁高低将对梭口上下层经纱张力的差值产生影响,该影响可以通过以下三种情况来加以考察:
(1)后梁位于经直线上:此时,Δλ=0,上下层经纱张力相等,形成等张力梭口。
(2)后梁在经直线上方:此时Δλ>0,下层经纱的张力大于上层经纱,形成不等张力梭口。上、下层经纱张力差值将随后梁、经停架的上抬而增大。
(3)后梁在经直线下方:Δλ<0,下层经纱的张力小于上层经纱,但这种不等张力梭口在实际生产中极少应用。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


