浆纱张力与伸长的分区控制
新型浆纱机上各部分张力与伸长的分析和调节,前面已分别做了论述。本节再从整体上研讨,确定合理的分区控制水平。
一、新型浆纱机张力(与伸长)分区
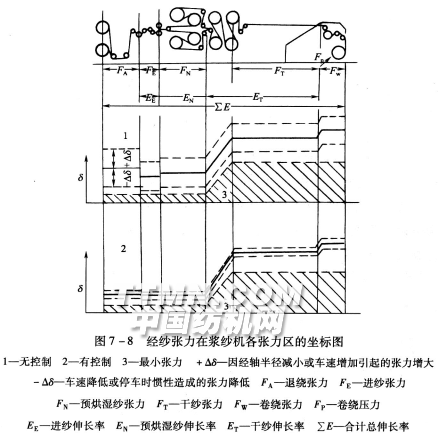
从整体来看,新型浆纱机可分为6个张力区,或者说张力分为6段,各张力区的坐标如图7—8所示。
1.退绕张力区
从经轴经导辊、气动张力调节器到加压辊与引纱辊的夹持点,张力表示为FA。主要由气动张力调节器控制的经轴制动装置决定。退绕张力通常小于整经张力,伸长为负值。
2.进纱张力区
从加压辊与引纱辊的夹持点经弹簧张力调节辊、导纱辊、浸没辊(浸压辊)到压浆辊与上浆辊的挤压钳口,张力表示为FE。一般由上浆辊与引纱辊的线速比调节,但同时受纱线绕过上述各辊的阻力以及纱线张力、纱线排列均匀需要的张力水平所限制,并非都能达到负伸长,但应力求达到尽可能小的伸长率。
有的浆纱机在第一上浆辊和第二上浆辊之间,还设有调节速比的传动件,用以改变张力,成为一个单独的张力区,称为缓和张力区。但新型浆纱机上,两上浆辊用齿形同步皮带传动或链传动,要求速度完全一致,不再有此缓和张力区。两上浆辊之间的浸没辊如果不加侧压,不被上浆辊传动而让绕过的纱片带动,则也需要递增张力,并使整个进纱区的伸长率增大。
3.预烘张力区
纱线从浆槽出来经过湿分绞装置或导纱小烘筒、预烘烘筒、导纱辊,直到绕上第一个后烘烘筒,张力表示为FN。主要是由湿分绞或分层的阻力,预烘烘筒轴承的阻力及传动链条的张力以及湿纱烘燥时的热收缩决定。由于湿纱容易伸长,通常是浆纱机上伸长率最大的主要区段。
4.补偿张力区
从预烘烘筒出来的纱片经过一组后烘烘筒直到烘干出离烘房为止,多数新型浆纱机都用有齿链轮对烘筒积极传动,纱线张力主要由其热缩性和链条张力决定,是增至干分绞张力的补偿阶段。
5、干张力区
纱片从烘干出离烘房经过张力辊、测湿辊、上蜡辊、干分
6.卷绕张力区
从加压测长辊与拖引辊的夹持点起,纱片经张力调节辊、导纱辊、压纱辊,直至卷到织轴上。张力和压力分别用FW和FP表示。主要根据浆轴卷绕密度的需要,由气压作用决定。卷绕区段也属于干伸长,卷绕张力大于上述各区的张力,压纱辊压力在数值上应比卷绕张力更大。
为了简便,纱线张力的分析都是从静力学人手,适用于纱线在静止或正常速度运转时。浆纱机启动时也规定了逐步加速的程序,张力波动不大。但是浆纱机突然停车时,经轴、烘筒等机件的惯性运动会造成张力降低,甚至使纱片松弛、卷缩、绞乱,无法恢复正常运转。因此张力的设定还必须考虑动力学的因素,通常根据经验来加大设定值。图7—8中实线为设定张力,由于停车时惯性造成张力降低一△δ,使张力降低到虚线水平,这时剖面线所示的最小必需张力应在虚线以下,设定张力才符合要求。图中1表示在无控制时,因考虑-△δ因素而使张力设定值过高。2表示尽管所需最小张力相同,但因实行控制(例如突然停车时,对经轴实行气动制动控制,不让纱线松弛)减小一△δ,而使设定张力大为降低。
关于浆纱的分区伸长率,这里引用国内对类似浆纱机的两组实测数据,列于表7—4[41]和表7—5[42]作为参考,以供增加具体印象。
表7—4浆纱伸长率实测数据
品种 |
线速度 (m/min) |
伸长率(%) |
总伸长率 (%) |
|||||||
退绕区 |
进纱区 |
预烘 区 |
干 区 |
|||||||
上片 |
下片 |
上片 |
下片 |
上片 |
下片 |
上片 |
下片 |
|||
170cm14.5tex/14.5tex 523.5/401.5根/l0cm 全棉防羽绒布 |
25 |
-0.75 |
-0.75 |
0.4 |
0.4 |
1.7 |
1.7 |
-0.2 |
1.15 |
1.15 |
119cm29tex/29tex 393.5/220.5 根/10cm低比例涤/棉布 |
22 |
-0.75 |
-0.75 |
0.7 |
0.6 |
1.3 |
1.4 |
-0.3 |
0.95 |
0.95 |
表7—5浆纱伸长率实测数据
品种 |
线速度 (m/min) |
伸长率(%) |
总伸长率 (%) |
|||||
引纱辊~后上浆辊 |
后上浆辊~ 前上浆辊 |
前上浆辊~ 下预烘烘筒 |
上、下预烘烘筒~后烘烘筒 |
后烘烘筒~ 出烘房导辊 |
出烘房导辊~加压测长辊 |
|||
119.5cm JT/C13tex/13tex 433/299/lOcm |
34 |
-0.376 |
O.046 |
1.36 |
-O.60 -O.73 |
1.034 |
O.046 |
<|
二、新型浆纱机分区张力(与伸长)控制水平
1.祖克浆纱机
其经纱分区张力采用纱线断裂强力的百分比折算,如表7—6所示。
表7—6祖克浆纱机分区张力折算表(一)
项目 |
棉纱 |
棉/涤纱 |
粘胶短纤纱 |
||||
平均值 (%) |
范围 (%) |
平均值 (%) |
范围 (%) |
平均值 (%) |
范围 (%) |
||
退绕张力 FA(%) |
气流纺 |
6 |
4.5~7.5 |
4.5 |
3.5~5.5 |
6.5 |
4.5~8.5 |
环锭纺 |
6.5 |
4~8.5 |
5.25 |
4~6.25 |
6.5 |
4.5~8.5 |
|
进纱张力 FE(%) |
气流纺 |
2 |
1.5~2.5 |
1.75 |
1.5~2 |
2 |
1~3 |
环锭纺 |
2 |
1.5~2.5 |
2 |
1.5~2.5 |
1.75 |
1~2.5 |
|
湿区张力 FN(%) |
气流纺 |
3.5 |
1.5~6 |
3 |
2~4 |
3.5 |
2.5~4.5 |
环锭纺 |
3.25 |
2~4.5 |
3 |
2~4 |
3 |
2~4 |
|
干分绞张力 FT( %) |
气流纺 |
12 |
8~16 |
10 |
7~13 |
13.5 |
10~17 |
环锭纺 |
12.5 |
8~17 |
12 |
8.5~15.5 |
13.5 |
9~18 |
|
卷绕张力 FW |
气流纺 |
16 |
12~20 |
12 |
8.5~15.5 |
15 |
12~18 |
环锭纺 |
14 |
10~18(22) |
15 |
10~20(22) |
17 |
13~2l |
|
压纱辊压力(N/cm) |
|||||||
压力 FP(N/cm) |
气流纺 |
环锭纺 |
16 |
16.5 L |
12~20 |
12~21 |
16.5 |
16.5 |
11.5~22 |
11.5~22 |
16 |
16 |
12~20 |
12~20 |
|
可取棉纱断裂强度平均值11.5cN/tex,涤/棉纱(50/50混纺比)断裂强度平均值14cN/tex,粘胶短纤纱断裂强度平均值13cN/tex。
对于几种长丝,可按表7—7折算。
表7—7祖克浆纱机分区张力折算表(二)
项目 |
粘胶丝 |
醋酸丝 |
锦纶、涤纶、玻璃丝 |
|||
平均值 (cN/tex) |
范围 (cN/tex) |
平均值 (cN/tex) |
范围 (cN/tex) |
平均值 (cN/tex) |
范围 (cN/tex) |
|
退绕张力FA% |
2.0 |
1.8~2.2 |
1.85 |
1.5~2.2 |
2.25 |
2~4 |
进纱张力FE% |
1.1 |
0.8~1.4 |
1.15 |
0.8~1.5 |
2.0 |
1.5~2.4 |
湿区张力FN% |
1.25 |
0.8~1.7 |
1.40 |
1.1~1.7 |
2.2 |
1.8—2.6 |
干分绞张力FT% |
2.0 |
1.5~2.5 |
1.85 |
1.5~2.2 |
2.2 |
1.8~2.6 |
卷绕张力Fw% |
2.25 |
2—2.5 |
2.35 |
1.7~2.5 |
2.6 |
2.4~3.5 |
各种纤维纱线伸长率控制范围如表7—8。
表7—8各种纤维纱线伸长率控制范围
纤维种类 |
伸长率控制范围(%) |
纤维种类 |
伸长率控制范围(%) |
棉Bw |
1~2.5 |
醋酸丝CA.CT |
2.5~5(8.5) |
棉/涤Bw/PES |
0.8~2.0 |
涤PES |
0.5~1.5(2.2) |
粘胶短纤zw |
2~3.5(4.5) |
锦纶PA |
0.5~2.5 |
粘胶长丝CV |
3~5(7.5) |
|
|
2.GA338型浆纱机
其经纱分区
表7—9GA338型浆纱机分区张力折算表
项目 |
纱片重量G(cN/m) |
占纱片断裂负载百分数(%) |
退绕张力FA |
|
3—5 |
进纱张力FE |
|
2~4 |
湿区张力FN |
|
2—4 |
干分绞张力 FT |
29.4≤G≤98 |
8~11 |
98≤G≤147 |
6.5~8.5 |
|
147≤G≤294 |
6~8 |
|
卷绕张力 Fw |
29.4≤G≤98 |
10—14 |
98≤G≤147 |
9~12 |
|
147≤G≤294 |
8~10 |
|
压纱辊压力 FP |
O≤G≤98 |
20~25N |
98≤G≤147 |
15~20N |
|
147≤G≤294 |
10~15N |
表中纱片重量G的计算公式为:
G=O.98×纱线根数×纱线特数/1000(7—30)
3.GA308型浆纱机
根据实际生产经验,从纱片张力与纱线根数和线密度的相关性,推导出浆纱分区张力与纱片每米重量的线性关系如表7—10,实
表7—10GA308型浆纱机各种纤维纱线分区张力折算表
项目 |
纱片重量 (cN/m) |
棉纱范围 |
纤维素纤维纱线 范围 |
退绕张力FA |
49~294 |
2.5~5.0 |
2.5~5.0 |
进纱张力FE |
49~294 |
l~2.5 |
1~2.5 |
湿区张力FN |
49~294 |
2~3 |
2~3 |
干分绞张力FT |
49~98 |
8~11 |
7.0~9.0 |
98~147 |
7.5~9.5 |
6.0~7.0 |
|
147~294 |
6~8 |
4.0~6.0 |
|
卷绕张力FW |
49~98 |
10~14 |
9.0~12 |
98~147 |
9~12 |
5.0~8 |
|
147~294 |
8~10 |
5.0~7.0 |
其压纱辊压力的计算方法如表7—1l。
表7—1lGA308型浆纱机压纱辊压力的计算
纱片重量Gk(cN/m) |
纯棉经纱R |
纤维素纤维R |
备注 |
98以下 |
20~25 |
13~15 |
FP=Gk×R Gk-片纱重量 R-加压系数 |
98~147 |
15~20 |
9~ 13 |
|
147~294 |
10~15 |
7~9 |
不同产品浆纱总伸长率控制范围如表7—12所示。
表7—12不同产品浆纱总伸长率控制范围
织物 |
标准(%) |
织物 |
标准(%) |
细特或高支棉织物 |
O.7~1.O |
股线棉织物 |
-O.1-O.1 |
中特或中支棉织物 |
0.9~1.0 |
涤/棉织物 |
1~2 |
粗特或粗支棉织物 |
1.1~1.5 |
纯粘胶纤维织物 |
3~4 |
GA308型浆纱区各区伸长率控制范围如表7—13所示。
表7—13GA308型浆纱机各区伸长率控制范围
项目 |
进纱伸长(%) |
湿纱伸长(%) |
干纱伸长(%) |
纯棉品种 |
-0.1~0.1 |
O.3~O.6 |
O.3~0.8 |
涤/棉品种 |
-0.1~O.1 |
O.1~O.5 |
0.3~O.6 |
4.贝林格·泽尔浆纱机
贝林格·泽尔浆纱机分区张力基本上都是按照纱片重量计算出来的,但其中干分绞区张力和压纱辊压力则要求间接从卷绕区张力折算,以便保持相应的比例关系。例如干分绞区张力控制为卷绕张力的0.5~0.7倍,以便拖引辊前后的张力差适当。压纱辊压力为卷绕张力的O.6—0.8倍,这是为了保持一定比例关系,以便纱线卷入和压紧相配合,但它与一般浆纱机掌握的比例关系不同。
该机对进纱区和预烘湿区的伸长率也列出控制指标,可以实行伸长率的直接控
贝林格·泽尔浆纱机分区张力与伸长的分区控制值如表7一14所示。
表7—14贝林格·泽尔浆纱机分区张力与伸长率控制
区间 |
张力(cN/m) |
伸长率(%) |
|
纯棉纱 |
涤/棉纱 |
||
A退绕区 |
0.98×纱片重×(3~8) |
|
|
B进纱区 |
0.98×纱片重×(1.2~2.5) |
0.4~0.8 |
0.2~0.6 |
C湿区 |
0.98×纱片重×(1.5~3) |
0.2~1.0 |
0.2~0.8 |
D干分绞区 |
卷绕张力×(0.5~0.7) |
|
|
E卷绕区 |
0.98×纱片重×(30~38) |
|
|
F压纱辊压力 |
卷绕张力×(0.6~0.8) |
|
|
全机 |
|
1.0 |
0.8 |
5.津田驹浆纱机
该机对退绕区和卷绕区采取张力控制,预烘区和干区采取伸长控制。
(1)退绕区张力的设定。
退绕区张力=纱片经纱根数×纱线特数×常数/58.31(7—31)
常数值见表7一15。
表7—15津田驹浆纱机退绕张力的计算常数
纱线种类 |
线密度(tex) |
常数范围 |
常数值 |
纯棉纱c |
中、细、特<29.2 |
<0.40 |
|
涤/棉纱P/C |
粗特≥29.2 |
0.30一0.40 |
0.35 |
涤/粘纱P/R |
|
0.35—0.45 |
0.40 |
纯涤纱P |
|
0.40~0.50 |
0.40 |
粘胶纱R |
|
0.30~0.40 |
0.30 |
羊毛纱w |
|
0.40~0.50 |
0.50 |
表中常数均对环锭纺纱而言,若为气流纺纱,应降低10%一20%;若为包芯纱,可提高20%。
(2)预烘区(上浆辊到烘筒之问)湿纱伸长率的设定。不管何种纱线,高速时伸长率设定值为0.3%~0.4%,低速时伸长率设定值较高速设定值增加0.2%,即0.5%~0.6%。理由是低速时纱线运行慢,在该区间受张力作用的时间长,因而伸长必然要增大。
(3)干区(烘筒与拖引辊之间)干纱伸长率的设定。高速时伸长率的设定值如表7—16所示。
表7—16津田驹浆纱机干区伸长率的设定值(高速时)
纱线种类 |
伸长率范围(%) |
伸长率(%) |
纯棉纱c |
0.7~I.2 |
0.9 |
涤/棉纱P/c |
0.5~1.0 |
0.7 |
涤/粘纱P/R 纯涤纱P |
0.5~0.8 |
0.7 |
粘胶纱R |
0.5~0.9 |
0.6 |
羊毛纱w |
0.5~1.0 |
0.7 |
干区得出的
还应注意,对纯棉高特(粗支)高密织物,干区张力太大时易出现上下两层纱片张力差异,因此切忌张力太高。
低速时的伸长率设定值如表7—17所示。
表7一17津田驹浆纱机干区伸长率的设定值(低速时)
低速时伸长率范围(%) |
低速时伸长率(%) |
高速时伸长率一0.2~一0.3 |
高速时伸长率一O.2 |
因低速时纱线在该区间运行时间长,热收缩大,所以伸长率必定较高速时低。对于热缩性大的纱线,伸长率降低值应取下限,即一0.3%。
(4)卷绕张力的设定。卷绕张力需要根据浆轴卷绕紧密及其硬度适当来设定,计算公式为:
卷绕张力(N)=总经根数×纱线特数×常数/58.31(7—32)
常数值见表7—18。
表7—18津田驹浆纱机卷绕张力的计算常数
纱线种类 |
线密度(tex) |
常数范围 |
常数值 |
纯棉纱C |
中、细特<29.2 |
1.00~1.10 |
1.10 |
粘胶纱R |
粗特≥29.2 |
0.80~0.90 |
0.90 |
涤/棉纱P/C |
中、细特<29.2 |
1 2 3 4 5 6 7 8 9 10 11 12
 相关信息 相关信息
推荐企业 推荐企业 推荐企业
推荐企业
精品企业
推荐产品

推荐企业
|

 您所在的位置:
您所在的位置:










