上浆和烘燥部分的张力与伸长
上浆和烘燥是对伸长起决定性作用的部分,张力与伸长关系比较复杂。纱线张力与伸长的调控和显示,主要就是针对这一部分的。
一、上浆部分的张力与伸长
各种新型浆纱机除个别没有引纱装置以外,浆槽结构的力学性能都很相近,现以图7—2为代表的上浆部分纱线张力示意图进行分析。从经轴退绕的纱片张力FA,经过加压辊1和引纱辊2,纱片被夹持与包绕,设包绕角为θ1和θ2,摩擦系数为fl和f2。在没有滑移的条件下,设定的最小喂入张力应满足下式:
![]()
以祖克浆纱机为例,据实测θ1为145°,θ2为235°。设f1为0.26,f2为0.60,若FA为500N,则按式(7—1)计算可得F![]() ≥22N。符合这个条件,经轴退绕的经纱在引纱辊上就不会滑移,上浆张力就可分段调节。
≥22N。符合这个条件,经轴退绕的经纱在引纱辊上就不会滑移,上浆张力就可分段调节。

1.上浆张力
在经过张力调节辊3时,上浆纱片的张力由F![]() 变为F
变为F![]() 。现对托杆支轴O取力矩,则:
。现对托杆支轴O取力矩,则:
式中:α——下部弹簧连点到支轴O的距离;
K——弹簧拉力;
θ——弹簧与托杆夹角;
R1——张力调节辊的半径;
b——辊芯到支轴0的距离;
M1——张力调节辊轴承阻力矩。
即,经过张力辊后的张力F![]() 较引纱辊送出的张力F
较引纱辊送出的张力F![]() 有所增加。增加的程度决定于张力辊轴承阻力矩M1和弹簧的弹力K,而弹力K又决定于弹簧的伸长δ,δ值引起托杆上部指针的摆动,从而在刻度盘上显示张力的大小。
有所增加。增加的程度决定于张力辊轴承阻力矩M1和弹簧的弹力K,而弹力K又决定于弹簧的伸长δ,δ值引起托杆上部指针的摆动,从而在刻度盘上显示张力的大小。
纱片经过导纱辊5后,其张力继续增加,设导纱辊半径为R2,轴承阻力矩为M2,则由力矩平衡关系:

纱片经过浸没辊后,张力增加为F![]() ,按上述同样方法推
,按上述同样方法推
![]()
式中:M3——浸没辊阻力矩;
R3——浸没辊体半径。
但如果浸没辊移到图中虚线位置,与上浆辊加压接触,则受上浆辊带动,纱片张力不会增加,即:
![]()
纱片张力F![]() 一直维持到第一压浆辊加压以后,压浆辊与上浆辊摩擦传动,如果不计滑移,则不会改变包绕在上浆辊上的纱片张力。
一直维持到第一压浆辊加压以后,压浆辊与上浆辊摩擦传动,如果不计滑移,则不会改变包绕在上浆辊上的纱片张力。
至于第一对压浆辊和上浆辊与第二对压浆辊和上浆辊之间,由于两者上浆辊直径相同,又是同步皮带或链条传动,线速度一致,距离也很近,中间虽然有一根浸没辊,但如果和上浆辊加压接触传动,张力就不会增加(否则张力增加到F![]() )。尽管浸没辊两端采用密封轴承,但长期浸没在高温浆液中较易磨损,使阻力矩增加,对浆纱张力的影响不可忽视,因此在正常工作中应使用浸没辊对上浆辊侧向加压,这种加压方式也能增强对纱线的浸浆作用,并对保护纱片的均匀排列也有一定效果。
)。尽管浸没辊两端采用密封轴承,但长期浸没在高温浆液中较易磨损,使阻力矩增加,对浆纱张力的影响不可忽视,因此在正常工作中应使用浸没辊对上浆辊侧向加压,这种加压方式也能增强对纱线的浸浆作用,并对保护纱片的均匀排列也有一定效果。
关于纱片出离浆槽经过湿分绞装置的受力情况,第五章第四节已作详述,张力应由FE增加到F![]() ,但在正常情况下由于分绞开口角小,只要保持湿分绞棒表面清洁、光滑,润湿而不粘浆,则张力也不会显著增加。
,但在正常情况下由于分绞开口角小,只要保持湿分绞棒表面清洁、光滑,润湿而不粘浆,则张力也不会显著增加。
以上是就上浆纱片在正常等速运动的条件下所做的静力学分析。如果因操作需要处理问题由常速降为慢速时,由纱片带动的张力辊3、导纱辊5、浸没辊6和9(在未加侧压时)都会由于惯性出现多余的超位移,使其前方的纱片变松,严重时甚至可能影响纱片均匀排列,出现扭结(各辊后方的纱片变紧,则成为内应力,不会表现出来)。到再次升速时惯性又使各辊前方的纱片重新变紧,后方的纱片出现松弛。为了避免出现这种松弛现象,新型浆纱机可通过计算机屏幕设定浆槽喂入区段纱片在慢速时有较大的牵伸比,使能产生较大的张力,预给弥补。
2.上浆喂入区的伸长
设引纱辊直径为d引,转速为n引,则线速度V引=πd引n引。上浆辊直径为d上,转速为n上,则线速度V上=π
![]()
新型浆纱机引纱辊和上浆辊各自由变频电动机(伺服电动机)或电动机通过减速器传动。在计算机屏幕上设定V上/V引(称为传动系数)经由PLC和变频器(伺服驱动器)改变引纱辊的速度以调节两辊之间的伸长率,电动机同轴的旋转编码器则构成闭环系统精密控制,并能计量引入浆槽上浆的经纱长度。
单纯从调节伸长率来说,引纱辊与上浆辊传动系数的调节范围是很宽的。但纱线正常运行需要的张力则有一定限制。如前所述,从引纱辊到上浆辊之间要经过张力辊、导纱辊和浸没辊,这一系列导辊都有一定阻力,都需要由绕过它们的纱片张力来带动,张力是逐步递增的。张力过小,固然不足以带动导辊而拥堵,张力达不到一定水平也不能保证纱片均匀而移位,而且有些湿伸长大的纱线(如粘胶纤维纱)在浆槽中张力会更小。所以理论上讲,只要使V引>V上或FE<FA就可以达到负伸长,但实际上未必能正常运转。必须在良好的机械状态和导纱部件灵活的条件下,根据纱线的种类、特数、头份以及浆液情况,合理选择张力,尽量控制伸长。
二、烘燥部分的张力与伸长
各种新型浆纱机烘燥部分的烘筒都是通过链轮、链条传动,由于其传动方式上的差别,其张力与伸长性能区别很大,现分类论述如下:
1.预烘为无齿链轮传动,后烘为有齿链轮传动
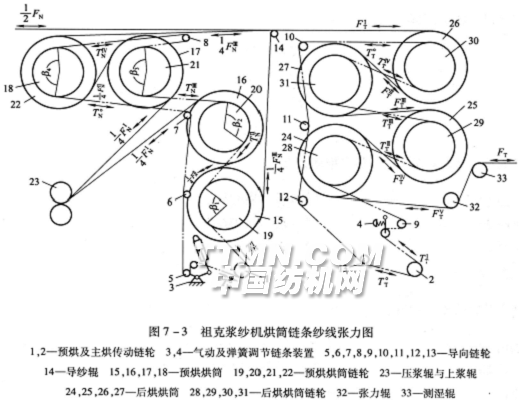
在新型浆纱机中,此种传动居多,以祖克浆纱机为例加以分析。其烘筒链条、纱线张力作用如图7—3所示。
烘筒由于自身的重力、传动链条和纱线张力对烘筒轴承的压力共同对烘筒轴承产生阻力矩MR(尽管以下分析各个烘筒的传动链条和纱线张力并不相等,但由于烘筒重力的影响占绝大部分,为了简便,使其阻力矩均以MR表示)。各导纱辊及导向链轮在正常情况下,阻力很小,对张力的影响在分析中也忽略不计。
预烘烘筒15、16、17、18均用无齿链轮19、20、21、22传动,其动力由短边轴经圆锥齿轮传递到辅助
![]()
链条接着拖动链轮20,其包围角β2为0.69π,其两侧链条张力极限值应为:
![]()
对于无齿链轮21、22,其包围角β3、β4均为O.89π,其两侧链条张力极限值分别是:
![]()
经过一系列传动递减,显然:
![]()
与![]() 与T
与T![]() 的差值构成传动小链轮1上的力矩,由小链轮轴上的动力矩所平衡。
的差值构成传动小链轮1上的力矩,由小链轮轴上的动力矩所平衡。
为了避免链条尾端的张力T0过小,在导向链轮5处装有杠杆作用的气动调节链条装置3,根据杠杆的比例、汽缸的直径和力的作用方向可得出平衡关系式:
T![]() =Cp(7-10)
=Cp(7-10)
式中:p——汽缸中的气压;
C——常数。
代入以上各式,则有:

从而得出链条对各烘筒的最大拖动力为:

无齿链轮的相当节圆半径r=26.8cm,则链条产生的最大拖动力矩为:

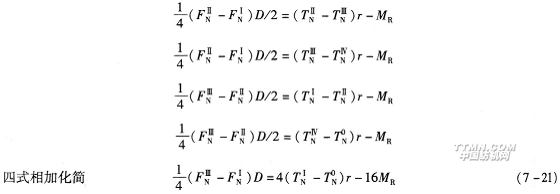
当上述拖动力矩小于烘筒轴承阻力矩MR时,差额部分即由绕过烘筒的纱片负担。设烘筒阻力引起的张力增量为△FN,烘简直径为D。双浆槽共分4层纱片,则增加的拖动力矩,每层为![]() ,以烘筒19为例,其平衡方程式应为:
,以烘筒19为例,其平衡方程式应为:
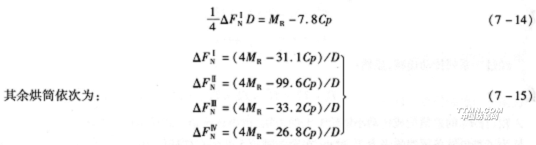
由以上推算可知,在无齿链轮与链条有滑移时,各烘筒上链条张力不相等,并且各烘筒上增加的纱片张力也不相等。其中以离传动轮最远的烘筒上链条22最松,纱片因带动烘筒而增加的张力最大。限制张力增加的办法,一是要减轻烘筒的阻力矩MR,二是要增大链条张力调节汽缸的气压P。
预烘烘筒设计成无齿链轮传动,便于调整摩擦传动的力矩,使无齿链轮刚好能克服烘筒阻力,带动烘筒转动,因而纱线运行不需增加额外的张力。当纱线后方出浆槽张力过大或前方并合烘燥张力过大,以及由于热收缩使张力过大时,均可通过
另外,值得注意的是,链轮链条这种柔性传动中松紧边的倒换问题。当浆纱机由正常速度降为慢速或停机时,链轮传动主动侧的链条会由紧变松,加上链条与链齿的间隙松动,多个烘筒长链条积累下来的松弛会使纱线张力显著减小,尤其是在压浆辊到烘筒之间分层不清,纱片甚至粘贴在压浆辊出口处,造成下次开车或升速时撕扯断裂。为此需在多单元传动系数的设定上分快慢速二挡,即I速的传动系数较Ⅱ速的传动系数高些,使慢速时有较大的牵伸比,避免张力下降。有时变频驱动器电路的跟随故障,切换不灵也会导致慢速时张力偏小。
后烘烘筒24、25、26、27均用有齿链轮28、29、30、31传动,其动力由短边轴经圆锥齿轮传递到辅助轴上的小链轮2。经两个预烘区分别预烘的纱片合并后绕上后烘烘筒26,设其进入张力为FI T,出离张力为FII T,链轮30两侧张力为TO T和TIV T。如前所述烘筒阻力矩为MR,直径为D,链轮半径为r,力矩平衡关系式为:
![]()
纱片继而绕过主烘烘筒27时,应为:
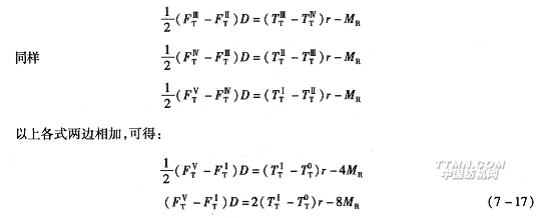
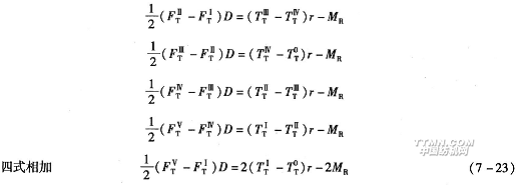
式(7—16)中左边FII T一FI T表示进出后烘部分纱片的张力差。由于在烘燥时的热收缩较大,而链轮又是有齿传动不可能滑移,所以张力差值较大。另一方面车前分绞张力也要求较大,所以出烘房的张力FV T或FT不论相对值和绝对值都较高。但由于热收缩的影响,其伸长率并不相应增高,还会出现相对的负值。
式(7—17)的右边MR为常数项,为了与左边纱片张力差FV T一FI T的增大相平衡,必须保持较大的链条张力差(FI T一T0 T)。为此安装有弹簧式链条张力调节装置4,以增大链条张
2.预烘烘筒由纱片带动,后烘烘筒为有齿链轮传动
以贝林格浆纱机为例,如图7—4所示。
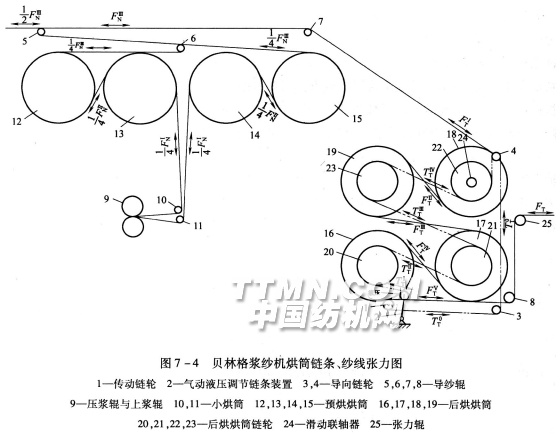
纱片从双浆槽的压浆辊与上浆辊的钳口引出,经过导纱小烘筒10和ll,分别以![]() I N预烘张力绕过没有传动的预烘烘筒13和14,设烘筒轴承阻力矩为MR,张力增加为
I N预烘张力绕过没有传动的预烘烘筒13和14,设烘筒轴承阻力矩为MR,张力增加为![]() FII N,烘筒直径为D,则有平衡方程式为:
FII N,烘筒直径为D,则有平衡方程式为:

二式相加:
![]()
若导纱辊5、6、7阻力忽略不计,此即为预烘部分增加的张力。贝林格浆纱机的设计认为烘筒的阻力在纱线强力承受范围之内,不需考虑。并且不用链条传动,可以避免链条传动带来的张力不匀(如前述,无齿链轮在各个预烘烘筒摩擦力矩会有一些差异)。但如果各个烘筒轴承阻力矩有差异,特别是个别烘筒内冷凝水排放不畅使阻力矩增大时,也会造成张力不匀。另外,当车速变化时,烘筒惯性产生的动力负荷也由纱线承担,这对张力也有影响。
该机调整预烘张力主要是靠小烘筒轴承处安装的压力传感器,如同退绕张力测量辊轴端的压力传感器,均为PD2535型,其压电信号输入计算机,经PLC操纵伺服驱动器,改变后烘筒与上浆辊的速比,从而调整伸长、调整张力。
贝林格浆纱机的后烘烘筒是由有齿链轮积极传动的,如图7—4所示,电动机带动传动链轮1经链条和导向链轮3、4传动后烘烘筒链轮20、21、22、23,使烘筒转动。因而绕过烘筒18、19、20、21的纱片可建立力矩平衡方程式:

式(7—20)中,左边表示进出后烘部分纱片的张力差。由于在烘燥时的热收缩较大,而链轮又是有齿传动不可能滑移,所以张力差值FV T一FI T较大,另一方面车前分绞张力也要求较大,所以出烘房的张力FV T或FT不论相对值和绝对值都较高。但由于热收缩的影响,其伸长率并不相应增高
图中24为滑动联轴器,安装在后烘部分第一个烘筒上。当后烘张力过大时,第一个烘筒通过联轴器打滑,速度减慢,避免影响预烘区的张力和伸长过大。这和预烘区使用无齿链轮有相似的作用,使上浆区到后烘区的张力与伸长逐步过渡衔接。
式(7—20)的右边MR为常数项,为了与左边纱片张力差FV T一FI T的增大相平衡,必须保持较大的链条张力差FI T一TO T。为此安装有气动液压调节链条装置2,以增大链条张力TI T。另一方面也要注意保持适当的TO T值,在机器运行中,有时会出现TO T过低,链条跳动的情况,要及时调节,保证正常运行。
3.预烘烘筒由有齿链轮传动,后烘烘筒由无齿链轮传动
以津田驹浆纱机为例,如图7—5所示。
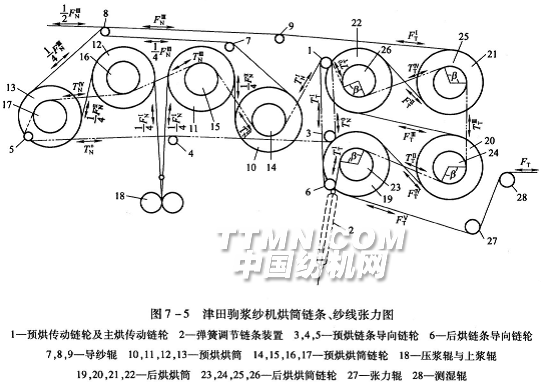
纱片从压浆辊与上浆辊钳口出来,经湿分绞棒分成两片(双浆槽共4片)分别绕过预烘烘筒11和12,再绕过预烘烘筒10和13,如前所述,可建立力矩平衡方程式:
由以上各式可见,预烘部分纱线和链条张力的变化并不集中在某一处位置,纱线张力的改变是由绕过烘筒两侧链条张力差决定的,是逐个叠加积累的。为了保持纱线张力稳定,一是装配了烘筒制动盘和弹簧夹制动装置,如第四章图4-28所示。二是经计算机对Ac矢量电动机设定二挡传动系数,使在Ⅱ速转换为I速时,预烘烘筒与上浆辊之间的伸长比增大,纱线不致松弛。
后烘部分为无齿链轮摩擦传动,链条包围角β=0.67π,设摩擦系数f=O.08,则有:

津田驹浆纱机后烘部分的摩擦传动是要通过链条张力既带动烘筒,又带动纱片;而祖克浆纱机预烘部分的摩擦传动中,链条张力基本上是用于带动烘筒,纱片张力要尽可能小,甚至帮助链条带动烘筒,因而津田驹浆纱机后烘传动的力矩平衡方程式如前所述:
式中,FI T为进入后烘区的纱片张力,实际上也就是两个预烘区纱片张力的合
考虑到后烘区热收缩的影响,慢速时纱线在烘燥区经历的时间长,热收缩较大,因而设定的传动系数即伸长系数应较快速时小,实行I速、Ⅱ速伸长系数换挡,这对于均匀纱线伸长,减小传动链条张力都是有利的。
4.预烘烘筒和后烘烘筒均为有齿链轮链条传动。以及九单元传动
预烘烘筒和后烘烘筒均为有齿链轮链条传动,在较早的祖克S422型浆纱机上采用过[66],其预烘部分有齿链轮传动因为没有计算机控制,没有变频调速,不能实行I速、Ⅱ速传动系数换挡,使慢速时压浆辊到预烘烘筒之间纱片张力偏小,辊面容易粘纱且使纱片分层困难,故需要提高纱片的张力,采用分单元传动速度换挡可解决此问题。后烘部分采用有齿链轮链条传动,则在预烘与后烘之间需装配摩擦盘传动,使不同热缩性
至于九单元传动,即两个预烘区和后烘区用3个电动机分别单独传动,由于有计算机、PLC、变频器(或伺服驱动器)及旋转编码器等系统控制,可以针对不同品种、工艺合理设定,快捷调整,较为先进。目前已有卡尔·迈耶公司和祖克公司的九单元浆纱机投入工厂使用,对其电器质量要求较高,以保证其可靠性。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


