预湿浆槽
预湿上浆是纱线在上浆以前先通过高温水槽,将纱线上的部分棉蜡、油脂、杂质等煮掉,以利于浆液浸润、吸附。此时因纱线内部已有较多水分,上浆量会少而均匀地被覆于纱线表层,形成更为合理的浆纱结构。
预湿上浆作为一种新工艺,在短短几年的试用探索中,有以下一些优点:
(1)上浆率可降低2%~3%,从而可节约浆料15%~25%。
(2)浆纱强力和伸长的不匀率均降低,增强率和减伸率有不同程度的改善。
(3)浆纱毛羽贴服率提高10%~20%。
(4)浆纱耐磨牢度提高50%。
(5)浆纱落物率大大降低。
(6)织造开口清晰度提高。
(7)断经、断纬数减少。
(8)织机效率提高1.5%~3.8%。
(9)对染色纱可省去上浆前的烘干工序;通过水槽洗涤,减少色纱直接进浆槽对浆液颜色的影响,避免沾色。
(10)上浆少,易于退浆,有利于环保。
目前几乎所有品牌的浆纱机制造厂家都生产预湿浆槽,下面给予介绍。
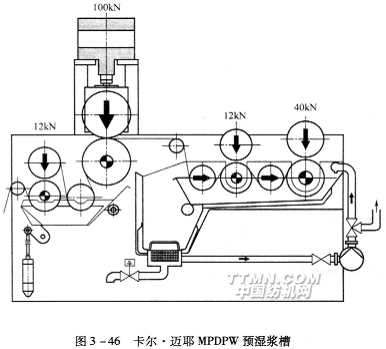
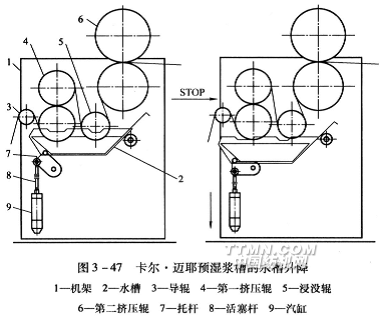
一、卡尔·迈耶预湿浆槽
卡尔·迈耶预湿浆槽如图3—46和图3—47所示,由浆槽后方加装水槽组成。纱线由导辊3进入水槽,从第一对挤压辊的下辊包绕过箝口,再包绕上辊后引向浸没辊5,从浸没辊5绕出经第二对挤压辊箝口引出水槽。水温由蒸汽直接加热到90℃,第一对挤压辊压力为12kN,第二对挤压辊压力为100kN,使纱线离开水槽时回潮率在40%以下。水槽下面被托杆7托着,停车时气动作用使活塞杆下降,拉动托杆向下转动,使水槽下降,挤压辊和浸没辊均离开水面,以防止纱线过多地吸收水分。
纱线进水槽以前,有引纱装置喂入,因而对预湿区的张力和伸长有较好的控制。
二、祖克预湿浆槽
祖克预湿浆槽如图3—48所示。

纱线进水槽以前经过固定感应式的张力感应辊l调整张力,再经过由汽缸4加压的侧压辊
水槽蒸汽加热,温度80~85℃,上下压辊最高挤水压力为70kN,纱线出水槽后的回潮率视纱特数、原材料、纤维的线密度而定,大约在30%-50%。
该装置的特点是结构紧凑,体积小,加上预湿部分和传统浆槽大小一样。用户可轻易地用新的预湿浆槽取代浆纱机上旧的浆槽,而不需要很大的投资和改动。浆槽内轧辊的数量减到3根,但直径增大到253mm,可降低经纱弹性损失,减少经纱在浆槽中的断头,并可实现双浸双压上浆。轧辊通过电动机加压,并以压力传感器来控制轧辊两端的平衡。不预湿时,汽缸,上、下压辊即作为引纱装置,构成祖克S632型浆纱机,如图1-5。
三、津田驹预湿浆槽
1.津田驹S型预湿浆槽
津田驹S型预湿浆槽如图3—49所示,纱线经过张力辊l、导辊2、浸压辊3进入水槽6,经上、下压辊5、4挤压(最高压力100kN),挤压至回潮率低于40%后,进入三辊式浆槽。与前述其他机型浆槽不同的是三辊位置较高,仅仅中间上浆辊接触浆液面,因此另有淋洒喷嘴。第二压浆辊最大压力25kN。S型是对19.4特以上(30英支以下)的粗特纱更有效的预湿系统。

2.津田驹w型预湿浆槽
津田驹W型预湿浆槽如图3—50所示。水槽部分与S型相同,浆槽部分为HS40型浆槽。纱线在水槽预湿后,经导辊7进入浆槽8,再经浸压辊9,第一上浆辊10、第一压浆辊11,由第二上浆辊12和第二压浆辊的箝口垂直向上引出。第二压浆辊的最高压力40kN。

W型对难适应预湿上浆的纱种,如细特纱及高密纱片也可进行上浆,属多功能浆纱系统。如将预湿槽中的水放掉,则构成带引纱装置的轧点和双压浆方式的上浆系统。
四、西点预湿浆槽
西点预湿浆槽如图3—51所示。
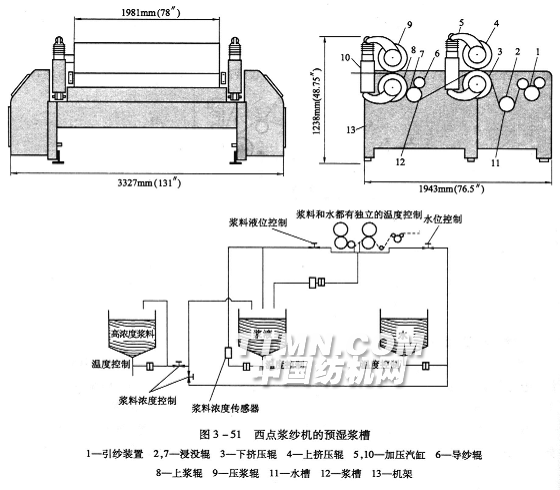
纱线由引纱装置1喂入水
纱线再经导辊6、浸没辊7、上浆辊8和压浆辊9后离开浆槽12。加压汽缸10提供O~27kN或90kN的压浆力。
图3—51中注明浆料和水都有独立的温度控制、液位控制。浆液浓度传感器则通过电气控制,向浆槽补充高浓度的浆液,弥补纱线预湿后高回潮率水分对浆液浓度的稀释。
五、贝林格预湿浆槽
贝林格KVD预湿浆槽如图3—52所示,为双浸双压上浆。另有KVE型为单浸单压上浆。
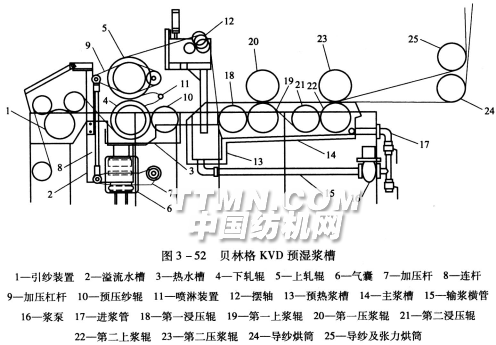
纱线首先由引纱辊调整到适当的喂入张力,浸入热水槽3从下轧辊绕过,在预压纱辊处轧匪排出空气并达到水洗效果。再通过喷淋装置11又经热水浸湿,然后通过最大压力为100kN的上轧辊,进行高压轧水,使纱线压出回潮率达到40%以下。
预湿区安装有溢流系统,可将热水槽内洗涤出的污物排放到溢流水槽2中。并可进行液位测量,保持水位稳定,控制水温恒定。
高压轧力由气囊6、加压杆7、连杆8及加压杠杆9产生,可实现无摩擦、无滞后的气动加压。
从预湿区到浆纱区通过一个摆轴12进行导纱,由此可以保证纱片张力恒定,排列均匀,避免纱线扭结现象。这种短距离的过渡可以防止浸湿纱线的过度冷却以及浆纱时的故障干扰。
浆纱部分即是前述TKD浆槽,如图3—8所示,不再赘述。
六、GA308C型浆纱机预湿浆槽
如图3—53所示,纱线由引纱装置喂入,经导辊2和浸水辊3进入水槽1,水槽有蒸汽管直接加热,纱线经煮练溶解棉蜡、油脂、杂质,进入上下压辊4、5之间经受100kN高压作用,使其压出回潮率达到40%以下,然后经导辊6进入浆槽上浆。

浆纱部分与图3一ll浆槽结构相同,叙述从略。
如前所述,纱线从水槽出来即使用足100kN的压力,其压出回潮率仍然高达

浆槽中的回流浆液进入预热浆槽,经浆液浓度检测器测定其含固率,由浆液液位检测器测算其体积,两者结合经计算机处理便知需要的高浓浆液或者温水的补给量。通过浓度控制装置指令补浆桶或温水桶即时按量补给,由浆液循环泵把浓度调整后的新浆输送到主浆槽,保持上浆率的稳定。
七、GA338型浆纱机的预湿浆槽[26]
GA338型浆纱机的预湿浆槽如图3—55所示,纱线经张力辊1向上绕过导纱辊4进人主水槽3,包绕下压辊5与上压辊经挤压后再从上方绕过导纱辊进入浆槽。主水槽3后方有连体的预热水槽2,可保证水温在90℃以上,以充分溶解棉蜡及杂质。上下压辊轧压力100kN,纱线压出回潮率小于30%。在浆槽下方循环浆管装有浆液浓度检测装置,其信号输入计算机中央处理器,网络控制浆槽进浆进水,调整浆液浓度保持稳定。
该机主压浆部分采用横向加压,纱片由浆槽垂直向上引出,最大压浆力为40kN。较一般GA338型浆纱机竖向压浆有所改进。

 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


