计算机控制系统的操作
一、GA308型浆纱机计算机控制系统的操作[16]
控制系统的界面是按照整机的工艺流程分别设置和显示。按画面序号依次叙述。
1.主工艺流程图总览界面
如图10—2所示。

(1)主工艺流程图中各功能键的含义:图下方各功能键按其所对上列文字依次F13为控制,F14为配方,F15为曲线,F16为压力,F17为诊断,其他F键和K键在此画面中不用。
(2)主工艺流程图中显示的数据:浆纱过程中的各个工艺参数的设定值和实际值都在画面中显示。其上行为蓝色设定值,可进行更改。下行黄色实际值,只可显示。
下面还有当前车速、回潮率、前纱和后纱伸长以及经纱种类等显示。
2.控制画面
在主工艺流程画面中按控制功能键F13,即可进入控制画面,如图10—3所示。
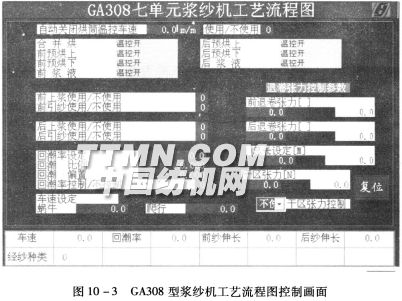
在图中可设置工艺参数:
(1)按上、下、左、右键把光标对准要改动的参数,然后按0……9数字键设定,最后按ENTER键即可。
(2)画面中的“自动关闭烘筒温控车速”,其含义为当其后面的“使用/不使用”选择1时为使用,当前车速小于此车速,所有烘筒将自动关闭,以避免在低速时烘筒温度过高把纱线烘得太干;如果选择0时为不使用,烘筒温控始终处于开启状态。
(3)前后上浆,引纱也是选1时使用,选0时不用,可作为单浆槽使用。
(4)干区张力控制选1时使用,即干区是由张力控制的,伸长控制不起作用,选O时不使用,干区用伸长控制。
蜗牛车速可在0.5~1.5m/min之问设定,一般设定在O.5m/min。
爬行车速可在2~5m/min之间设定,一般设定在2m/min。
总长设定:此参数设定为单轴总经退绕的长度。
回潮率设定:根据工艺要求设定所需回潮率的值。
回潮比例和偏置是回潮显示和控制的两个重要参数
表10—1不同品种常用的回潮比例和偏置值
品种 |
混纺比 |
偏置 |
比例 |
品种 |
混纺比 |
偏置 |
比例 |
纯棉 |
C100 |
2.50 |
O.78 |
涤/棉 |
T/C70/30 |
O.98 |
O.28 |
纯涤 |
T100 |
O.33 |
0.07l |
涤/棉 |
T/C65/35 |
1.09 |
O.32 |
棉涤 |
C/T50/50 |
1.40 |
0.43 |
粘胶丝 |
R100 |
4.80 |
1.48 |
回潮率控制/不控制选择:选1时回潮率自动控制,选0时回潮率不控制。
3.配方画面
在主工艺流程画面中,按配方功能键F14可进入配方画面,如图lO-4所示。
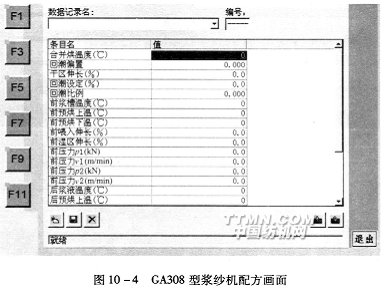
(1)在配方画面中按工艺要求依次输入所需设定的工艺参数,并输人品种编号,然后按EN。TER键存储,即可按“退出”返回主画面。
(2)参数的设定方法为按键把光标对准需要改动的参数,然后按0……9数字键设定所需参数,最后按ENTER键确认即可。
配方画面最下排左起第1键为新工艺参数设定。第2键为应用新工艺配方,把配方的参数下载到主工艺流程画面。第3键为存储工艺参数配方。第4键为删除工艺参数配方。第5键为把主工艺流程画上载到配方画面。
4.曲线画面
在主工艺流程画面中,按“曲线”功能键F15,进入曲线画面,如图10—5所示。
<曲线画面包括24h车速曲线,全机各部分的温度曲线,其他为公共部分。需要更换曲线画面时,按画面左下角的符号即可。
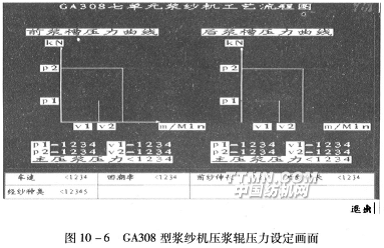
5.压力画面
在主画面中按压力功能键F16,进入压浆辊压力设定画面,如图10-6所示。
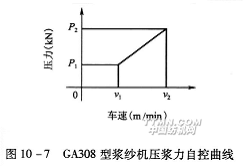
当机器运行过程,压浆辊的压力随着车速变化而作线性变化。其自控曲线及数据如图10—7所示。
压浆力设置:
压力曲线p1:0~15kN;压力曲线υ1:0~5m/min。
压力曲线p2:15~40kN;压力曲线υ2:5~80m/min。
6.诊断画面在主工艺流程画面按“诊断”功能键F17,即进入诊断画面,如图10—8所示。

此画面可以显示当前各部分电动机是否正常工作、运行状态及故障原因,不能正常开车时可查看。
7.调试画面
因为此画面涉及一些重要参数,不正确的修改会导致致命错误,使浆纱机严重损坏。所以只能由制造厂家和掌握密码的专业人员使用。
二、津田驹浆纱机用MDS—e计算机控制系统的操作[17]
如图10—9所示,采用彩色液晶触摸式操作盘,条件设定等几乎所有的操作可以通过直接触摸该显示部进行。
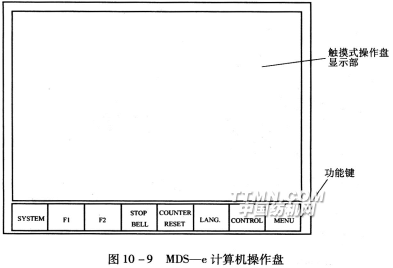
其功能键如下:
(1)SYSTEM键,用于显示器本体调整。
(2)STOPBELL键,可以使计数器计数完了时的铃声停止。
(3)C0UNTERRESET键,当通过手动操作使计数器值(测定值)复原为“O”时,使用此键。
(4)LANG键,显示“语言设定”的画面。
(5)CONTROL键,显示“控制盘”的画面。
(6)MENU键,触摸该键可以在MDs—e画面的右下方使“主菜单”弹出。通过此主菜单,可以调出其他的画面和功能。
菜单的层次:
从主菜单可以进一步调出“子菜单”、“维修菜单”。
如图10—10所示,触摸![]() 按钮,可以返回到前面的1个菜单上。触摸
按钮,可以返回到前面的1个菜单上。触摸![]() 按钮,可以使各项菜单关闭。
按钮,可以使各项菜单关闭。

各项菜单的显示见后述各个画面。数据的输入,可以通过触摸显示于画面上的键盘进行。
(一)共通操作
(1)通过↑↓←→键,使光标上下左右移动。
(2)触摸CLR时,可使数据变为“0”。
触摸DEL时,光标上的一个文字消失。
(3)触摸can时,如若是在数据输入过程中,则会返回到变更之前的数据。但是,当一旦按动END并确定了输入内容时,或者通过按动↑↓I进行了项目移动时,即使触摸Can也不会返回到原来的数据。
(4)触摸END,可以使数据的输入结束。
(二)数值数据的输入(图10—11)
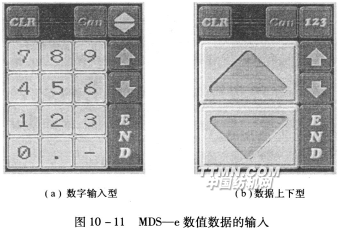
通过“设定变更”和“品号编辑”等,可以在运转条件数据输入时进行显示。
当触摸右上角的“![]() ”时,即可以切换为图10—11(b)数据上下型,当触摸“123”时,即可以切换为图(a)数字输入型。
”时,即可以切换为图10—11(b)数据上下型,当触摸“123”时,即可以切换为图(a)数字输入型。
当在运转中进行设定值变更时,最初是显示为图10—11(b)数据上下型。这样做是为了防止在运转中发生数据的急剧变化。如有必要对设定值进行大幅度变更时,触摸“123”切换为图(a)数字输入型。即可以进行相应变更。但是应该谨慎操作。
(三)文字数据输入(图10一12)
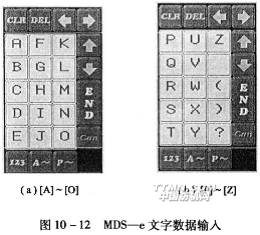
当通过“品号编辑”等进行有关信息等输入时,可以进行文字数据输入。数字或者英文字的切换,可以通过触摸“123”、&#
(1)英文字体输入型:包括A~0和P~Z输入用的两个种类,切换是通过“A~”和“P~”的操作进行。
(2)数字输入型:触摸“123”,即可变为“数字输入型”,触摸右上方的“![]() ”,即可切换为“数据上下型”。
”,即可切换为“数据上下型”。
(四)关于画面
1.共通的显示与操作
如图10—13所示。

(1)标记,显示机种、机台的号码。
(2)标题,显示画面的标题。
(3)时间显示,显示时间,可在“时间设定”画面上修改。
(4)图表栏部,对于机械的状态,或者各种控制开关的选择状态,可通过图表栏显示。
(5)快捷栏,将正在显示的画面中,频繁使用的按钮显示于此部位。
2.“语言设定”画面
如图10—14所示,可以进行日、英、中等8种语言之间切换。
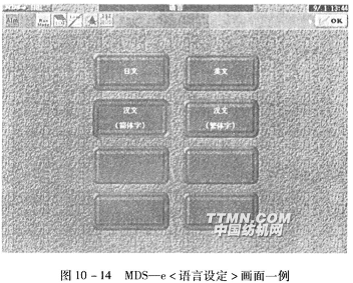
操作:触摸功能键LANG即显示“语言设定”画面。选择了想要设定的语种之后,即可以触摸快捷栏中的“OK”。
3.“控制盘”画面
各种控制开关可以在MDs—e上设定,被选择的开关会被推向下方,并且变为彩色。图10—15为画面一例。

操作:按动CONTROL键,即可显示控制盘画面。触摸想要选择的项目,并进行设定。关于红色框子中的项目,是以防止误操作为目的的,具体步骤是:触摸想要变更的项目的标题部分(标题部分变为蓝色),触摸想要选择的项目,并且进行设定(与此同时,标题部分恢复为原来的灰色)。
可以进行设定的项目如表10—2所示。
表10R
项目 |
说明 |
|
浆液循环 |
[1浆槽] |
当只使用1个浆槽的时候 |
[2浆槽] |
当使用2个浆槽的时候 |
|
[闭式] |
以闭式循环的方式使用浆液的时候 |
|
[个别1] |
采取将同样的浆液,通过不同的浆槽分别进行循环的场合下 |
|
[个别2] |
采取将不同种类的浆液,通过不同的浆槽分别进行循环的场合下 |
|
预湿(*) |
[1预湿] |
只使用1个预湿装置的时候 |
[2预湿] |
使用2个预湿装置的时候 |
|
[OFF] |
不使用预湿装置的时候 |
|
色织条格布(*) |
[0N] |
使用色织条格布轴架的时候 |
[OFF] |
不使用色织条格布轴架的时候 |
|
追加经轴(*) |
[单独驱动] |
只进行追加经轴的纱线卷绕的时候 |
[上浆纱配合] |
进行追加经轴的纱线与上浆纱混合在一起,进行卷绕的时候 |
|
[0FF] |
在不使用追加经轴的经轴架的时候 |
|
浆纱模式 |
[运转] |
进行生产的时候 |
[准备] |
进行纱线切换等作业的时候 |
|
上蜡 |
[上油] |
使用上油装置的时候 |
[上蜡] |
使用上蜡装置的时候 |
|
[0FF] |
不使用上蜡装置的时候 |
|
回潮率控制 |
[速度] |
通过回潮率进行速 度控制的时候 |
[组合] |
进行组合式控制的时候(+) |
|
[0FF] |
不进行回潮率控制的时候 |
|
浆液浓度控制(*) |
[控制] |
进行浆液浓度控制的时候 |
[OFF] |
不进行浆液浓度控制的时候 |
|
带罩风扇 |
[0N] |
使用带罩风扇的时候 |
[OFF] |
不使用带罩风扇的时候 |
|
初期卷径 |
— |
输入卷取经轴的初期卷径 |
卷取控制 |
[同步] |
通过手动操作使其处于同步控制状态的时候 |
[张力] |
在同步控制中通过手动操作使其处于张力控制状态的时候 |
|
集中加油(*) |
[0N] |
每隔一定的时间自动地进行加油动作的时候 |
[OFF] |
不进行自动加油的时候 |
|
浆液黏度选样(*) |
[ON] |
每隔一定的时间自动地进行浆料黏度测定的时候 |
[OFF] |
不进行浆料黏度自动测定的时候 |
|
注1.标有(*)记号的,表示为采用选择件装置的场合下。
2.从上至下的4个项目,为红色框子中的项目。
4.“监控”画面
如图10一16,将机械的状态,主要是警报和故障以图画表示。在画面的下部还同时显示警报的信息及警报编码。当从警报、故障的状态复原时,图画和信息的显示均会消失。
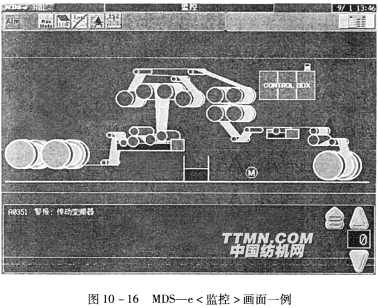
当一个画面容纳不下的时候,触摸▲▼就可以阅览其他页。触摸![]() 按钮,可以在瞬间返回到最前面的那一页。
按钮,可以在瞬间返回到最前面的那一页。
当正在显示警报、故障信息的时候,
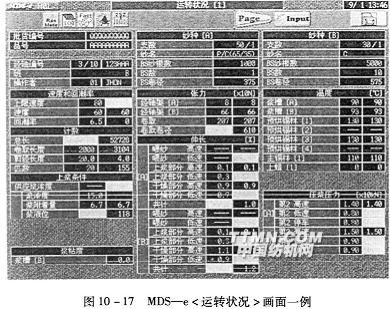
5.“运转状况”画面
图10一17为“运转状况”画面。“运转状况”画面共有2页,通过触摸Page按钮,即可以进行画面切换。
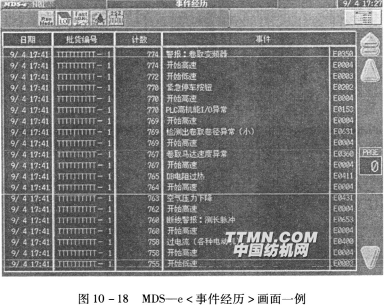
6.“事件经历”画面
图10—18画面显示停台原因和一部分操作等事项的记录。触摸“MENu”一“事件经历”即可显示此画面。当一个画面容纳不下时,可以通过触摸▲▼进而阅览其他的页,触摸![]() 按钮,可在瞬间返回到最前页。
按钮,可在瞬间返回到最前页。
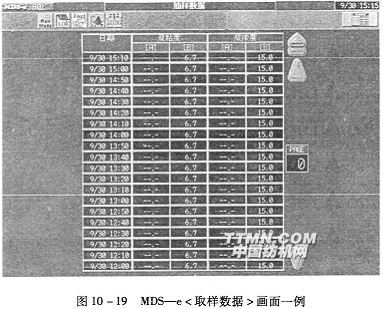
7.“取样数据”画面
图10—19为以10min为单位,将测定的浆液黏度和浆液浓度予以显示。依次触摸“MENU”→“取样数据”即可显示此画面。也可通过▲▼进而阅览其他页,或通过![]() 返回到最前页。
返回到最前页。
8.“品号清单”画面
如图10—20所示,可以进行品号的编辑和品号的制作。

在MDS—e中,事先将运转条件作为品号予以设定,即可以通过批货开始的操作,将事先登记好的品号调出来(LOT模式)。
品号可以在MDS—e上最多登记300个。
可以在画面左侧的品号清单中,直接触摸品号进行选择,被选择的品号进行反白显示。
9.“警报带宽”画面
警报带宽:如图10—2l所示,触摸画面右上方的Input就可使光标显示出来,同时显示出键盘,此时即可进行数据输入,完毕后触摸键盘上的END。
当张力、温度、伸长、压浆力等各项测定
计数器惯性补偿值:进行计数器事前停止用的设定。比如设定为5m时则会在计数器预置值的5m之前,使机器减低速度。
10.“张力校正模式”画面
如图10—22所示,显示为了通过张力指示装置进行零点校正、跨度校正所需要的张力。进行张力校正的时候,应该在使此画面显示出来之后再开始。
11.“Q&A”画面
在运转中,有时会由于纱线松弛、纱片的摆动以及速度不稳定等各种原因而引起机械失调的现象。在这里,通过回答“Q&A”里提出的问题,可以缩小原因所在的范围,进而找出解决问题的方法。
(1)“Q&A一题目”画面。从子菜单按动“Q&A”按钮,即可以显示“Q&A一题目”画面,如图10一23所示。
(2)“Q&A”画面。在“Q&A一题目”画面中触摸想要查找的题目,即可移动到“Q&A”画面,如图10—24所示。
操作:显示与选择的题目相对应的内容(原因与处理方法)。在项目栏内,会出现写有“题目”的项目,如果在此项目上触摸,还可进一步跳到该题目的画面上。
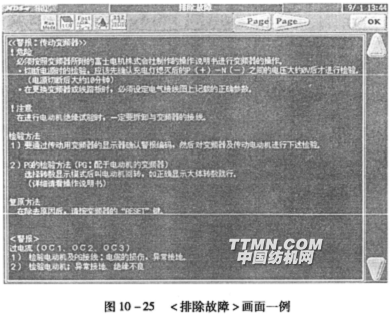
12.<排除故障>画面
故障排除的显示,有如下三个方法:
(1)由监控画面显示,触摸其下面的信息部分即可显示相应的故障排除处理方法。但是对于有关升降等操作的警报,将不显示故障排除处理方法。
(2)由事件经历画面显示,通过触摸画面的信息部分,即可显示相应的故障排除处理方法。但是,对于有关升降等操作的警报,将不显示
(3)平时可由子菜单显示,依次触摸[MENU]→[子菜单]→[排除故障],即可显示<排除故障>画面,如图10—25所示。
三、贝林格BEN-SIZETEC型浆纱机计算机控制系统的操作
控制系统的画面结构如图10—26所示。
显示的颜色如下表10—3所示,颜色与实际操作系统一致。
表10—3画面显示颜色表
类型 |
颜色 |
意义 |
图标 |
蓝色作为底色 |
提示 |
黄色作为底色 |
警告、超出极值范围 |
|
红色作为底色 |
出现故障 |
|
区域 |
红色 |
可更改的文字、设定值和极限值的输入区 |
蓝色 |
不可更改的文字和实际值显示区 |
|
数码索引键和软件 |
灰色 |
相应的视窗未激活 |
绿色 |
相应的视窗已激活 |
|
红色 |
在激活的视窗中有出错显示 |
|
闪红光 |
在相应的视窗中有出错显示 |
|
开关 |
在米色背景上显示黑色 |
关断 |
在绿色背景上显示白色 |
接通 |
|
发光二极管 |
绿色 |
反馈信息,说明功能或组机处于激活状态 |

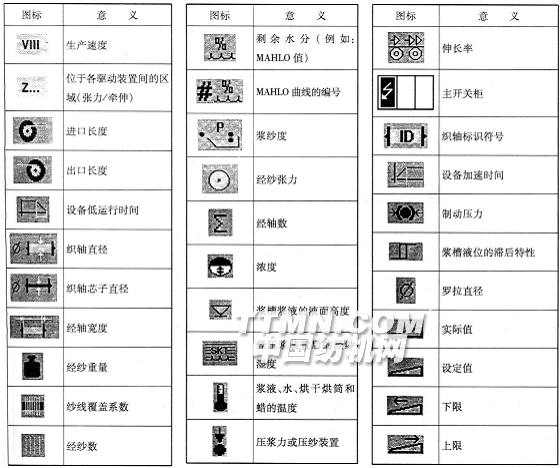
软键区中的图标
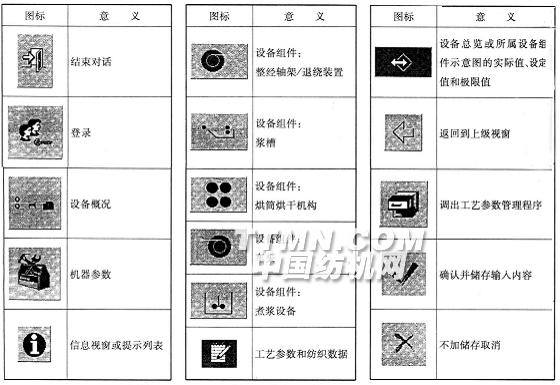
描绘性的图标
这些图标用于描绘设备组件、设定值、实际值和开关等。它们大多为黄颜色。
用于设备组件、功能等的开关
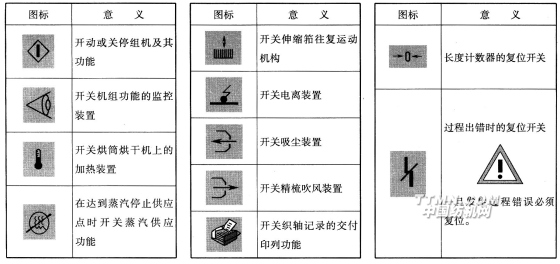
开关的状态如下标示:
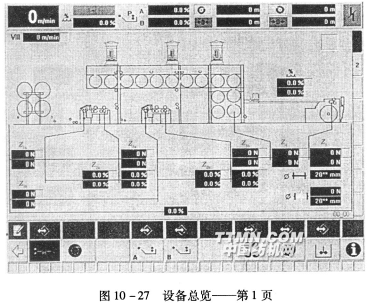
1、设备总览画面
通过触摸软件![]() 可调出设备总览第1页,
可调出设备总览第1页,
调整生产的设定值![]() 并对实际值监控。
并对实际值监控。
对浆纱回潮率![]() 的设定值进行调整,并对实际值监控。显示
的设定值进行调整,并对实际值监控。显示![]() 黄色、
黄色、![]() 红色、
红色、![]() 绿色分别表示回潮率在公差范围、过大或过小。
绿色分别表示回潮率在公差范围、过大或过小。
对浆槽A和浆槽B浆纱度![]() 的实际值监控。
的实际值监控。
调整输入、输出![]() 长度的设定值,监控实际值及计算器归0。
长度的设定值,监控实际值及计算器归0。
调整退绕张力Z1a和Z1b,浆槽喂人张力和伸长率Z2a和Z2b,湿分纱区的张力和伸长率Z3a和Z3b,干分绞区的张力Z4,卷绕张力Z5的设定值并监控实际值。
在织轴上轴嵌入之前设定芯子直径![]() 使用卷绕力递减调节装置时,调整第二拉力设定值和相应的织轴直径
使用卷绕力递减调节装置时,调整第二拉力设定值和相应的织轴直径![]() 。
。
例如:芯子直径为150mm时,卷绕力为3200N。
直径为1000mm时,卷绕力为2800N。
这样卷绕力与卷绕直径的相关曲线如图10一28。
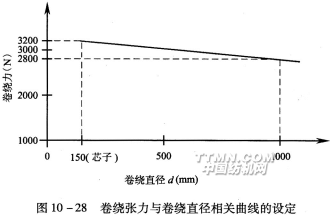
![]() 在输入值为0的第二拉力设定值时,卷绕力递减调节装置关断。
在输入值为0的第二拉力设定值时,卷绕力递减调节装置关断。
监控整体伸长率实际值。
监控所有针对BEN—SIZETEC设备的一般性指示、警告和故障提示。触摸提示、警告或故障信号图标,在显示屏上即会出现相应图标的解释。
通过触摸数码索引键2可调出设备总览的第2页,图10—29中可显示。

监控所有针对BEN—SIZETEC设备的一般性指示、警告和故障提示。
监控CPU的出错提示![]() 和
和![]() 监控专业汇流排模块(Profibusmodules)
监控专业汇流排模块(Profibusmodules)![]() 的出错提示
的出错提示![]() 和
和![]() 。
。
设定极限值:
通过触摸软键![]() 上方的软键
上方的软键![]() 可调出设备总览/极限值画面的第1页,如图10—30所示。
可调出设备总览/极限值画面的第1页,如图10—30所示。
在图示的画面上可调节生产速度![]() 、回潮率
、回潮率![]() 、干分绞区张力Z4、卷绕张力Z5的设定值
、干分绞区张力Z4、卷绕张力Z5的设定值![]() 、上限和下限值
、上限和下限值![]() 并监控实际值
并监控实际值![]() 。
。
通过触摸数码索引键2、3调出设备总览/极限值画面的第2页、第3页,如图10—31和图10—32所示。
在这两个画面上可调整浆槽A和B的经纱退绕
除此之外,还可在极限值画面的所有各页上监控极限值监控系统中的一切警告和故障提示。
2.纺织数据通过触摸软件![]() 可调出纺织数据的第1页,如图10—33所示。
可调出纺织数据的第1页,如图10—33所示。
画面第l页包含浆纱工艺参数中的一般数据。在本画面中:
可以监控工艺参数的名称(由工艺参数管理程序中设定,通过传送显示出来)。
输入织轴名称![]() 织轴名称只可由字母、数字和下划线构成,其他符号系统无法处理)。
织轴名称只可由字母、数字和下划线构成,其他符号系统无法处理)。
设置MAHL0曲线![]() 的编号。触摸此图标,显示屏上即显示计算机储存的各种纱线马罗曲线列表以供参考。
的编号。触摸此图标,显示屏上即显示计算机储存的各种纱线马罗曲线列表以供参考。
调整设备![]() 减速运行时Z2和Z3区内的伸长调节装置
减速运行时Z2和Z3区内的伸长调节装置![]() 的因数。
的因数。
设置经轴宽度![]() 设定值。
设定值。
设置浆槽A和浆槽B的纱线根数![]() 。
。
设置经纱重量![]() 和纱线覆盖系数
和纱线覆盖系数![]() 。
。
将织轴记录交付印列的功能接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
通过触摸软键![]() 调出工艺参数管理程序。
调出工艺参数管理程序。
通过触摸数码索引键2调出纺织数据画面第2页,如图10—34所示。
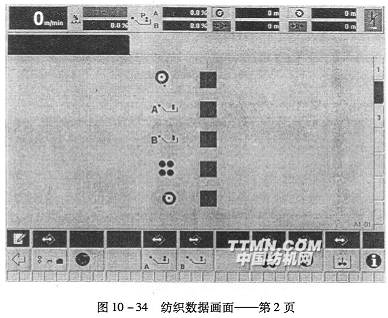
在此画面可以将浆纱设备的设备组件接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。但这些开关的设定只可在设备静止时进行。
(米色)。但这些开关的设定只可在设备静止时进行。
通过触摸数码索引键可调出纺织数据画面的第3页,如图10—35所示。
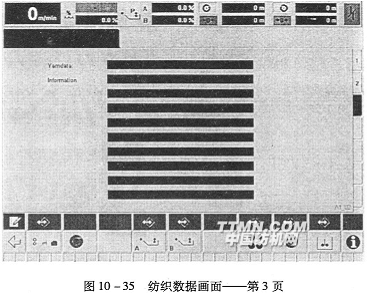
此画面可输入纱线数据,如纱线类型、纱线性质、线密度和线密度单位等。这些数据在织轴记录中印列。
输入注释,包括浆纱配方、经纱特点或者加工工艺的说明。
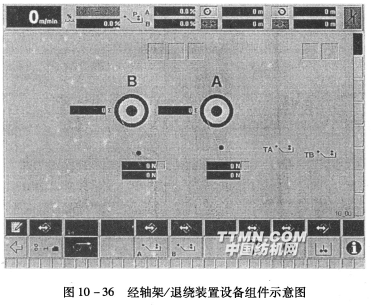
3.关于设备组件的控制画面
(1)经轴架/退绕装置:图10—36所示的画面中,可调整对应浆槽A、浆槽B的经轴数,退绕张力设定值并监控实际值。
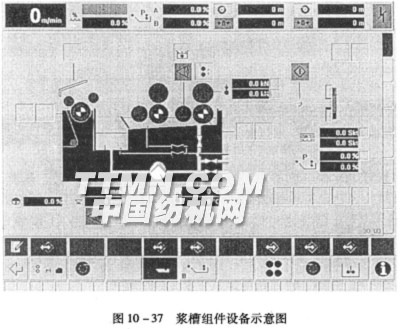
(2)浆槽:图10—37示意的画面中:
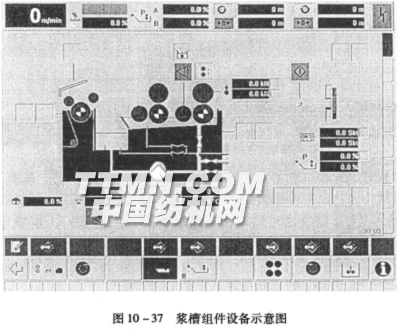
可调整浆液浓度![]() 设定值。
设定值。
可调整浆液高度![]() 设定值,监控实际值。
设定值,监控实际值。
可调整浆液温度![]() 设定值,监控实际值。
设定值,监控实际值。
可监控压浆力![]() 设定值(车速对应)和实际值。
设定值(车速对应)和实际值。
设置压出回潮率![]() 设定值,监控实际值。
设定值,监控实际值。
设置浆纱度![]() 设定值,监控实际值。
设定值,监控实际值。
将浆液高度极限值监控装置接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
将浸浆辊监控装置接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
将分绞棒电动机(若有此配置)接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
监控所有与浆槽有关的指示、警告和提示。
(3)压浆力特性曲线:图10一38所示的画面中,可根据界定的速度输入所需压浆力参数,采用线性特性曲线(界定两种速度下的压浆力),也可采用任意的特性曲线(界定直至10种速度下的压浆力)工作。该特性曲线将以图表形式显示。软件![]() (米色/黄色)闪动。通过触摸闪烁状态下的软键
(米色/黄色)闪动。通过触摸闪烁状态下的软键![]() (米色/黄色),对新设置的特性曲线加以确认。开关状态先变换到
(米色/黄色),对新设置的特性曲线加以确认。开关状态先变换到![]() (绿色),再变换到
(绿色),再变换到![]() (米色),新的特性曲线即为设备所接受。
(米色),新的特性曲线即为设备所接受。
此画面还可监控压出回潮率![]() 的实际值。
的实际值。

(4)浆槽工艺极限值的设置:通过触摸在软件![]() 之上的软件
之上的软件![]() ,调出浆槽/极限值设备组件示意图如图10—39所示。在此画面中可以调整压浆力
,调出浆槽/极限值设备组件示意图如图10—39所示。在此画面中可以调整压浆力![]() 、浆液高度
、浆液高度![]() 、浆液温度
、浆液温度![]() 、上浆度
、上浆度![]() 以及压出回潮率
以及压出回潮率![]() 的设定值
的设定值![]() 、下限值
、下限值![]() 、上限值,
、上限值,![]() 并监控实际值
并监控实际值![]() ,监控极限值监控装置的所有警告和故障提示。
,监控极限值监控装置的所有警告和故障提示。
(5)烘筒干燥机构:图10—40所示的烘筒干燥设备画面中:
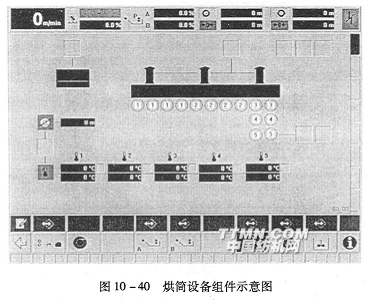
可以设定单个烘筒或烘筒组的温度![]() 的设定值,监控实际值。
的设定值,监控实际值。
设置蒸汽停止供应段![]() 的设定值,即指在达到关断蒸汽供应时的出口长度之前的区段(与纱线有关)。
的设定值,即指在达到关断蒸汽供应时的出口长度之前的区段(与纱线有关)。
将烘筒加热装置接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
继续加热![]() (绿色)烘筒或在达到蒸汽停止供应段时关断蒸汽供应
(绿色)烘筒或在达到蒸汽停止供应段时关断蒸汽供应![]() (米色)。
(米色)。
监控所有与烘筒有关的指示性、警告性提示和故障显示。
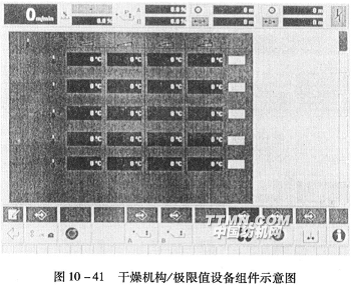
(6)烘筒干燥机构工艺极限值的设置:触摸软键![]() 上面的软键
上面的软键![]() 可调出烘筒干燥机极限值画面,如图10一41
可调出烘筒干燥机极限值画面,如图10一41
(7)车头:如图10—42所示的车头设备组件画面中:
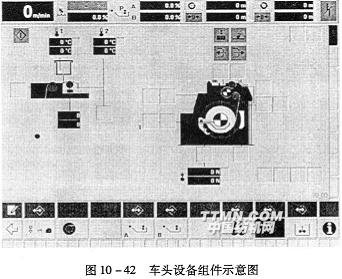
可以设置上蜡装置设定值,监控实际值。包括蜡备料温度![]() ,上蜡装置中的蜡温
,上蜡装置中的蜡温![]() ,上蜡速度,即上蜡表面速度与机器速度之比。
,上蜡速度,即上蜡表面速度与机器速度之比。
将上蜡装置接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
可设置调整压纱装置![]() 的设定值,监控实际值。
的设定值,监控实际值。
将伸缩筘往复运动机构接通![]() (绿色)或关断
(绿色)或关断![]() (米色)。
(米色)。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


