浆纱机运转操作基本内容
一、开车前的准备
1.人员配备
按目前的生产人员配备,浆纱设前后车值车工、调浆工。检修工与电工多数还兼管其他工序机台,但开车前均需上岗到位,做好分担的工作。调浆工一般应提前做好浆液的准备。以下操作应明确以后车工为主,前车工协助。
2.检查紧急停车开关
检查机台所有紧急停车开关并打开。打开总电源,总气源,并注意气压是否达到,新型浆纱机要求O.50~O.65MPa不等,应根据各种机型的需要来确定。
3.检查并设定工艺参数
打开计算机操作屏幕,检查并设定工艺参数。包括经轴资料(纱线线密度、头份、直径等)、织轴资料(轴长、匹长、直径等)、各区张力、伸长率、回潮率、温度、上浆率、压浆力、数值及画面等。凡属已有品种,均可从资料区调出储存数据,成套利用。
4.检查机械
如车头箱座是否灵活,压纱辊动作、伸缩筘动作是否在中心位置,左右移动是否灵活,烘筒引纱绳或带头布穿法是否正确,浆槽压浆辊、浸没辊是否抬高或升降灵活,气控箱压力、蒸汽压力,经轴架制动链条或皮带长短是否一致,上落轴盘头是否调节到中心位置。
5.分绞准备
准备好大小分绞棒及湿分绞棒、绞线和开车工具,做好清洁工作。要求从前到后纱线通道部位(各辊及烘筒)地面及高空无飞花、油污、浆皮及垃圾。
6.放余水、余浆
放净烘筒和疏水器及管道内的冷凝水,预热烘筒(一般为80℃)。放净蜡槽汽管冷凝水,调节蜡槽温度到工艺设定值,加入蜡块准备熔化。检查墨印装置,添加喷印色水。放净浆槽和管道中的余浆和余水,用蒸汽冲刷,检查浆泵作用,并对浆槽、过滤器彻底清洗。
二、起机操作
1.上经轴操作
查看经轴传票并将其插入轴头轴承,吊轴由前至后,先下后上放于轴架。要注意从轴架中问分前后两部分放置。前部分经轴由l号经轴气动系统控制,后部分经轴由2号经轴气动系统控制,两部分轴数要相等,否则纱线退绕张
经轴吊上以后,要清除表面飞花,解开包布叠好。检查盘片有无毛刺,进行砂光。校对盘片,使各经轴对齐成一直线。套上制动带,连接在规定的眼孔,使用制动杠杆的机型要达到各轴杠杆相互平行、松紧一致。
经轴制动打“手动”,设定很小的压力(O.1MPa以下)以供手工带头。
2.经轴引纱对结
如果是连续起机,各经轴引出纱片绕过下方导辊后即可与原有纱线对结,跟着在离封头布尽可能短的距离放入绞线。如果是开空车,各经轴引出纱片顺次叠合,将封头布对齐,牵引至经轴架前方使与引纱绳(带头布)分股对结(一般为6~8股)结头要小,各股张力均匀,纱片整齐。最后将制动打到“自动”挡。
3.放浆准备工作
车速开I速(慢速约5m/min),等封头布条全部开过两浆槽经纱分离位置(第一浆槽后下方),在经轴架由后到前顺次放人绞线。如果连续起机时,跟随各经轴纱片引出绞线早已逐根放完。等全部绞线通过主压浆辊位置后,停机准备放浆。
注意:此时可检查计算机屏幕是否显示有操作故障,以便及时处理。
4.放浆
等浆管、浆槽残浆余水放完后,关闭下部排水阀,开始进浆。进浆到预热器容积1/4~1/2时,打开蒸汽阀煮浆。
开I速顺次放下主压浆辊、浸没辊、预压浆辊、浸没辊。调整预压浆力、浸没辊高低及侧压,合上引纱辊离合器,放下加压辊。
开启输浆泵并摇起后面溢流板到规定高度。当浆液开始溢流回预热器,把浆液面控制阀和放浆阀打到“自动”挡。浆槽温度达到工艺要求时,应测试浆液黏度和浓度,合格方可开车。
5.穿入湿分绞棒
纱片中绞线到达湿分绞棒处,应加移动,使其牵直、平行,检查层次分清后,穿人湿分绞棒。
注视纱片在烘房慢速运行,结头和绞线不能受阻、扯乱,断头缠挂烘筒和导辊要及时处理,结头和绞线应烘干。
6.穿入绞棒
若为连续起机时,前后车到
生产色纱或异经纱要进行排花,即按色序或异经顺序,将纱线按设计根数顺次排放在筘齿中,落轴时穿人绞线分层,以便后工序穿经时顺次拿纱,不致斜拉绞乱。
7.检查挑纱
开I速,前车工再调整幅宽,检查纱片均匀进行挑纱,一般要求在15m内挑好纱。后车工检查计算机屏幕,调整工艺,接着进行巡回检查,看各区张力是否合适,车前筘齿处是否有绞纱,各导辊是否有缠纱,操作故障显示是否正常。
8.小绞线的使用
也有规定整经落轴前一定长度放小绞线的,待上轴开车后小绞线才出烘房,最后穿小绞棒,完成后即开Ⅱ速运转。
三、落轴与上轴操作
1.落轴前的准备
前车工提前2~3匹纱时,准备好夹板或胶带纸、推轴车、空织轴,揩清盘片齿轮,检查螺丝是否松动,处理盘片毛刺及整理好轴芯布。刷浆糊要均匀,离布边2~3cm,避免浆液挤出或透过轴芯布粘连纱线。
值车工掌握好气压,适当关小浆槽气压,以防落轴时浆液溅出。有的机型可设定落轴前一定长度自动关小烘筒进汽,以防落轴时纱片在烘房时间过长,烘烤变色。
2.落轴程序
机台运行中,值车工注视计算机屏幕,显示将到满轴长度时,提前降速。等织轴已满或落轴铃响,按工艺要求打印、清零。在车面贴好粘胶纸带,升起安全网踏板。
当落轴印记达到规定长度时停车,或开蜗牛速度(开蜗牛速度以免落轴时产生浆斑)。两人配合夹好夹板或粘贴轴头胶带纸。先按离合按钮,脱开卷绕传动,松弛纱片后进行割纱。对轴头纱可再用胶带纸贴在织轴表面,以免滚动时外层纱片掉在地面。然后脱开织轴夹盘,降下落轴臂,压纱辊装置则自
3.上轴程序
将准备好的空织轴拉到机前,上好夹头、滚入托臂。有的机型织轴箱座装有角铁挡板,使织轴滚入时与两端挡板接触正好对着托臂,如祖克浆纱机。还有的机型托臂上有转子,使织轴横移对中,如津田驹浆纱机。升起落轴托臂,对正并合上织轴夹盘,然后升起压纱装置,按紧纱按钮开车,纱片粘贴织轴轴芯或轴芯布要匀整,不松不掉。操作计算机清零并打印,由蜗牛速度转为开I速,调整好纱幅,放下安全网踏板后正式开Ⅱ速生产。
四、了机操作
1.了机前的准备
要提前关浆,掌握到了机时预热器的浆液刚够与主浆槽循环即可。
前车工在了机前2个织轴时,要准备下一缸的经轴,做清洁工作,查看品种传票,准备了机用具和补头纱。调浆工要准备下一缸纱的用浆。
2.了机程序
了机前10匹纱左右时到机后看守,等待退绕将完、断头、缺头多时即降至慢速。对断头、缺头应按同品种特数纱补头,在保证质量的前提下,尽量补头,减少回丝。
到最后不能再接再补时,应在纱片做记号,当记号走至浸没辊处,即脱开引纱辊离合器(如有此离合器则脱开,便于做清洁)升起浸没辊、压浆辊,待记号到烘房停车,抽湿分绞棒,关蒸汽总阀,打开烘筒旁通管,放净余汽、余水。摇下溢流板,如有必要可打回浆,冲洗浆槽。
浆槽后距张力检测辊lm处割断经轴原纱,按中心绞线分上下层,整个幅宽分成若干股(一般6~8股),以供下缸纱对结。
经轴制动装置放气,经轴分股割断并相互对结、箍紧在踏板上,拉掉经轴上的白回丝(留着计量考核),吊下空经轴,揩净经轴架,扫清地面。
浆槽如留有剩浆使用.应开小汽保温,避免浆液与冷空气接触产生浆皮。如不留剩浆则打回浆后进行浆槽及各辊清洁,浆皮应清除干净。
车头和烘房也要做好了机清洁,每周还要安排一次大清洁。设备维修人员应配合运转班做需要拆卸部分的清洁。设备维修人员每月还要
五、清洁工作
1.前车工清洁
前车中途清洁:前车工在上轴前清洁盘片,用毛刷做机架,车头处两侧部分及车肚清洁,每隔一轴要做车前地面、空调柜表面及绞棒下面清洁。
前车关车清洁:刷洗印盒,蜡槽,烘房两侧,烘房顶部及地面、高空,帮助后车洗烘筒。
2.后车工清洁
开车中途清洁:每1~4轴做一次清洁,用毛刷扫车后部分、机架、轴架、烘房、浆槽内外部、空调柜表面。
了机清洁:经轴架、浆槽汽罩两边沿等。
关车清洁:烘房内、汽罩、经轴架、彻底清洗大小浆槽(压浆辊要用刷子清洗)地沟、地面等。
需要时了机后要清洗烘筒。
配合调浆工冲洗浆管。
注意,清洁卫生时,只允许浆槽用水冲洗,机台其他部分一律不准用水冲洗,只能用湿布擦干净。地面线缆沟处也不得用水冲洗。
六、断头处理
1.经轴断头处理
经轴上断头缠纱,开低速,用手指分开上层纱,用刀子的平面紧贴经轴纱面,刀口与经轴平行,插人高出部分,刀口往上割,理清回丝,找出原头,分别捻在左右邻纱上。
2.处理浆槽各导辊断头
应先关闭浆槽蒸汽,打慢车或停车,以防烫伤。将刀子平插进行,刀口向上挑断缠纱,反向抽去回丝,找出原头捻在邻纱上。
3.处理烘简断头
需用长钩刀切断浆纱断头捻在纱片边上(注意不要碰伤防粘层)出烘房后再处理。
4.处理伸缩筘断头
降速或停车,从反方向拉出纱头,分清纱层,捻在邻纱上或拉顺放在筘齿内。
5.处理拖引辊断头
关车,刀口向上割断缠纱,开低速引出纱头夹在纱片内或捻在邻纱上。
七、放绞线与穿绞线
1.放绞线次数
普通织机小织轴大体3~5轴下一次绞,新型织机大织轴大体2轴下一次绞,每次下绞位置应在落轴之前,发现绞坏或断头时应及时下绞。
2.放绞顺序
放绞时先放后湿分绞,其余绞线依次放入。
3.分绞棒穿法
穿分
两人将分绞棒适当向前移动,不超过前绞棒位置,分清纱片再退至原处放于分绞架上。
4.穿分绞棒的要求
穿分绞棒时层次要分清,防止漏绞。抽出绞线动作要轻,尤其是细特高密品种,不要拉扯,把纱带断。并且要注意安全,防止抽绞棒碰伤人。
八、突然停车处理
(1)如遇突然停电、停汽应立即关车,关闭烘筒汽阀、浆阀、电动机、排气风机、计算机。
(2)抬起压浆辊,摇下溢流板,放掉浆液,用水冲去残浆,如停车时间长时,应按停开处理。
九、巡回操作
上落轴转入正常运行,后车工到车后调整浆槽汽压,前车工在车前校正筘幅,看好伸缩筘。前车工等后车工回到车前时,把织轴送到指定地点,为下一轴准备空织轴和夹板。
然后正式进行巡回操作,其路线如图10—1所示。大巡回l—11站,小巡回1—6站,由后车工负责。前车工巡回1站、2站、11站。
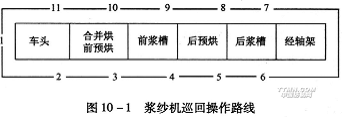
巡回次数,后车一般每轴l~2次大巡回,后车小巡回及前车巡回随时进行,巡回即是上岗,除机动处理问题外不得离开巡回路线。
十、安全操作规程
(1)要注意油压、气压和蒸汽压力,对限压阀、减压阀、安全阀严禁私自调动。
(2)电气、机械安全防护装置必须保证完好。要正常使用安全杆和紧急停车按钮。
(3)正常运转时,不能扶靠各个控制板,以防发生误动作,造成机械质量事故。
(4)如遇突然停电或停车,应立即切断电源,关蒸汽,开回汽。
(5)处理各部位经纱时,前后车要相联系或锁闭急停车按钮。处理烘房经纱时要关闭风机,处理浆槽经纱时要关蒸汽,如需蹲上机器操作时要两人配合操作,以免发生烫伤。
(6)用刀要小心,严防损坏胶辊、烘筒防粘层及绞棒和其他镀层。
(7)爱护仪表,严禁冲水洒浆及金属硬物撞击损坏
(8)严防冲水浸入电缆沟造成严重故障。
(9)上下轴必须轻、稳、准,严禁野蛮操作。
(10)烘房内禁止烘烤一切物品。
(11)计算机要细心爱护,按键可增加透明胶层保护。计算机和控制柜空调器保持清洁完好。
(12)非本岗位工作人员,不得随意上车乱动。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


