钳板部分的工艺分析
精梳机钳板部分的工艺有:钳板的运动规律、落棉隔距、梳理隔距、梳理定时钳板闭合定时等,它们与锡林的梳理、精梳落棉率及分离接合质量关系密切。
1、对钳板运动的工艺要求
为了更好地发挥精梳锡林的梳理作用,提高分离接合质量,钳板运动必须满足以下要求:
(1)梳理隔距变化要小,以充分发挥锡林各排梳针的梳理作用,提高梳理效果。
(2)锡林第一排针到达钳口下方始梳时,上、下钳唇应闭合,并牢靠地握持棉丛,以防止长纤维被锡林抓走。
(3)当锡林梳过的棉丛头端向分离钳口运动时,钳板开口要充分,以防止棉丛抬头受到上钳唇的阻碍,不能顺利到达分离钳口而影响分离接合。
(4)分离接合阶段,钳板前摆速度要慢,以增加分离牵伸和分离接合时间,使分离丛的长度增加,提高分离接合质量。
(5)钳板机构运动惯量及闭口时冲击要小,以利于提高车速、降低噪音。
2、钳板的运动规律
钳板前后摆动的规律主要取决于钳板摆轴的摆动规律。为了便于分析,将图4-4-9中的滑杆刚体内扣除边长为38mm的矩形后简化为图4-4-12。设O为锡林轴心,O1为钳板摆轴轴心,B1、B2分别为钳板的前死心位置与后死心位置,θ为某分度曲柄OA与X轴的正向夹角,
θ1为钳板最前位置(24分度)时OA与X的夹角(简称为前死心角),其值为:
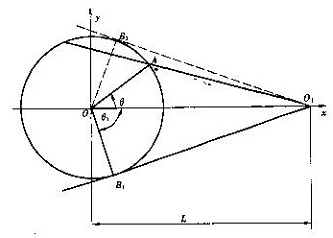
图4-4-12 钳板摆轴传动简图
![]() &#
&#
在F1268、FA266型精梳机上OA为70mm,L为:
![]()
由此算得FA261、SXF1269A型精梳机钳板运动的前死心角、后死心角、运动动程等参数见表4-4-2。由此可知:SXF1269A型精梳机钳板由最前到达最后位置曲柄OA的转角为140.460(15.6分度);钳板前摆过程中曲柄OA的转角为219.540(24.4分度);即钳板前时进慢、后退时快,符合工艺要求。
表4-4-2 钳板的运动参数
机型 |
FA261 |
SXF1269A |
前死心角θ1/0 |
68.01 |
70.23 |
后死心角θ1/0 |
68.01 |
70.23 |
钳板前进时OA转角/0 |
224 |
219.54 |
钳板后退时OA转角/0 |
136 |
140.46 |
钳板摆轴总摆角/0 |
44 |
39.54 |
钳板摆动程/mm |
56.3 |
50.2 |
3、落棉隔距
在SXF1269A型精梳机上,当钳板摆动到最前位置(24分度)时,下钳板钳唇前缘与后分离罗拉表面间的距离称为落棉隔距。
落棉隔距是调节落棉和锡林梳理的重要手段。在精梳机上,分离隔距B随着落棉隔距的增大而增大;由式4-4-5、4-4-7及式4-4-9、4-4-10可知分界纤维长度及重复梳理次数都随分离隔距B的增大而增大。因此,落棉隔距越大,精梳落棉率越高,其梳理效果也越好。一般情况下,落棉隔距增减1mm,精梳落棉率约增减2
(1)调节最小落棉隔距:如图4-4-13所示,取下顶梳,将托脚调到最后位置,并将分度盘调到24分度,拧开所有的螺丝3(不能拧的太松),在
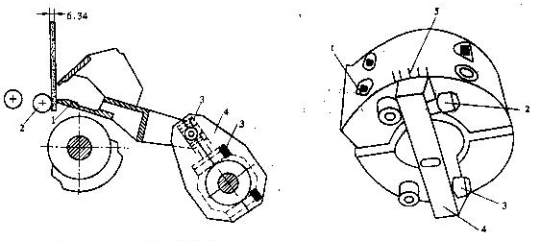
图4-4-13 最小落棉隔距的调节 图4-4-14 落棉刻度盘
分离罗拉2与下钳板1间插入6.34mm隔距块,用塑料锤轻敲重锤盖4,使
钳板前摆,最后将螺丝拧紧。
(2)调节落棉刻度盘:在SXF1269A型精梳机钳板摆轴上装有一直径为132mm的落棉刻度盘,落棉刻度标尺厚度为1mm,如图4-4-14所示。标尺5上落棉刻度调节范围为5-12,相邻两刻度间的圆心角为10。在落棉刻度为5时调节落棉隔距的最小值为6.34mm以后,松开螺丝1后,调节螺丝2和3,使钳板摆轴及后摆臂随之摆动,从而使落棉隔距也随之改变。落棉刻度每增大1,钳板摆轴及后摆臂向后摆动过10,使落棉隔距增大。SXF1269A型精梳机在不同落棉刻度下对应的落棉隔距值见表4-4-3。为防止由于装配精度等原因引起各眼落棉隔距不一致的现象,在整机调节落棉刻度盘之后,要逐眼复查落棉隔距。图中4为定位块。
表4-4-3 落棉刻度与落棉隔距的关系
落棉刻度 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
落棉隔距/mm |
6.34 |
7.47 |
8.62 |
9.78 |
10.95 |
12.14 |
13.34 |
14.55 |
4、梳理隔距
在锡林梳理过程中,锡林针尖
由于SXF1269A型精梳机,钳板摆动的支点与锡林轴同心,称为中支点式钳板摆动机构。此种机构与其他形式的钳板板摆动机构相比,梳理隔距变化较小。当落棉刻度为8时,SXF1269A型精梳机锡林梳理阶段的梳理隔距变化变化见表4-4-4。
表4-4-4 梳理隔距
分度 |
梳理隔距/mm |
34 |
0.46 |
35 |
0.36 |
36 |
0.31 |
37 |
0.29 |
38 |
0.29 |
39 |
0.29 |
40 |
0.29 |
1 |
0.29 |
2 |
0.29 |
3 |
0.30 |
4 |
0.31 |
5、锡林梳理定时
锡林第一排针开始接触棉丛时,分度盘指针指示的分度数,称为梳理开始定时;锡林末排针脱离棉丛时的的分度数,称为梳理结束定时。锡林梳理开始定时的早晚与锡林定位及落棉刻度有关。落棉刻度不同,意味着钳板从最前位置后开始后退的起点不同,钳板后退途中与锡林头排针相遇的时间(分度)和位置也不同。落棉隔距小,钳板开始后退的起点靠前,钳板与锡林头排针相遇的分度迟,位置靠前;落棉隔距大,钳板开始后退的起点靠后,与锡林相遇的分度早,位置靠后。SXF1269A型精梳机在锡林定位为37分度、落棉隔距为8时,梳理开始定时为34.7分度;梳理结束定时为4.3分度。
6、钳板开、闭口定
上、下钳板闭合时分度盘指示的分度数称为钳板闭合定时;钳板钳口开始打开时分度盘的分度数称为钳板的开口定时。
(1)闭口定时
根据梳理的要求,应该在精梳锡林开始梳理棉丛前使钳板钳口闭合,以防止纤维被锡林抓走。SXF1269A型精梳机在钳板机构设计上保证了钳板闭口定时较梳理开始定时早1-2个分度。
(2)开口定时
根据分离接合的要求,在梳理结束时钳板应及时开口,以便使棉丛抬头顺利到达分离钳口。SXF1269A型精梳机钳板开口定时为8-11分度,比梳理结束定时晚4-8分度,开口较迟。特别是在落棉刻度较大时,钳板开口更迟,不利于棉丛的抬头。
在SXF1269A型精梳机上,钳板的开、闭口定时不能调整;对应于34—5分度间的梳理隔距见上表4-4-4。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


