精梳工序的任务
(一)精梳的必要性
1、对于高档织物,普梳纱难以满足要求;
1、60英支以上的高支纱,普梳难纺;
2、特种纱线,普梳纱不能满足要求。
(二)精梳工序的任务
1、排除短纤维,以提高纤维的平均长度及整齐度。可排除生条中的短纤维约为40%-50%。
2、排除条子中的杂质和棉结提高成纱的外观质量。精梳工序可排除生条中的杂质约为50%-60%,棉结约为10%-20%。
3、使条子中纤维伸直、平行和分离。梳棉生条中的纤维伸直度仅为50%左右,精梳工序可把纤维伸直度提高到85%-95%。
4、并合均匀、混和与成条。例如,梳棉生条中的重量不匀率为2%-4%左右,而精梳制成的棉条重量不匀率约为0.5%-2%。
精梳工序是由精梳准备机械和精梳机组成,精梳准备是机械是提供质量好的精梳小卷供精梳机加工。
预并条机工艺简图

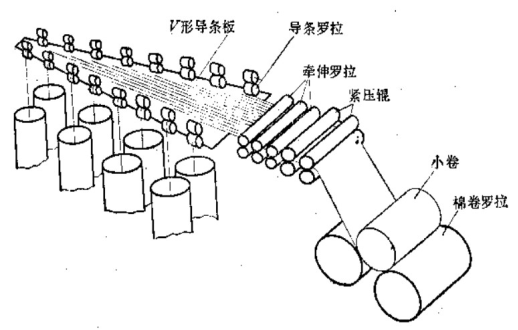
条卷机工艺简图
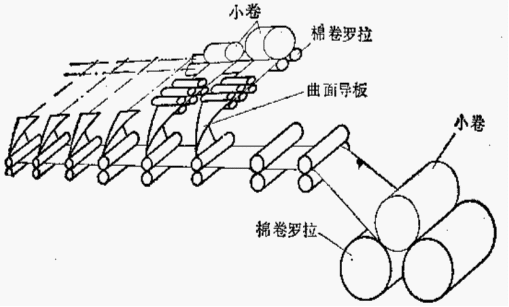
并卷机工艺简图
二、精梳前的准备
(一)准备工序目的
1、提高条子中纤维平行伸直度。
2.制成均匀的条子或小卷,便于精梳加工。
(1)小卷需要定量均匀,容量大,外形好,退卷时不粘连发毛。
(2)小卷的纵横向结构要均匀,使纤维层能在很好握持状态下梳理。
(二)棉精梳前的准备
1、准备工序流程
(1)预并条——机条卷机(条卷工艺)
特点:设备结构简单,对纤维伸直作用较好。
制成小卷层次清,不粘卷,但小卷横向条痕明显,不匀大。
(2)条卷机——并卷机(并卷工艺)
特点:小卷横向均匀度好,纤维伸直作用较好。小卷退卷易粘连发毛,机器动力消耗大
(3)预并条机——条并卷联合机(条并卷工艺)
特点:纤维伸直度和小卷均匀度好,小卷易粘连,
条并卷
二、国产精梳机的发展
1、1958年上海国棉二厂参照国外精梳机,设计制造了我国第一台精梳机,命名为红旗牌精梳机。
2、20世纪60年代初期,研制了A201型及A201A型精梳机,车速为116钳次/分。之后将A201B、A201C型精梳机,车速为145钳次/分。
3、20世纪70年代末,通过对引进设备的消化吸收,于80年代初研制开发了FA251型精梳机,车速为180钳次/分。
4、1991年到1993年相继开发了FA261型、SXFA252型精梳机,车速为300钳次/分。到了1998年以后以相继开发了PX2、FA266、F1268、SXF1269型精梳机,精梳机的速度提高到350钳次/分。
5、到2002年我国以开发了SXF1269A、F1268A、FA269型精梳机,最高车速达到了400钳次/分。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


