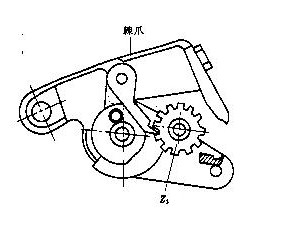
给棉作用分析
一、精梳机的喂棉方式及喂棉长度

(一)喂棉方式
1、前进给棉:给棉罗拉在钳板前摆过程中给棉;如A201系列精梳机只有前进给棉。
2、后退给棉:给棉罗拉在钳板后摆过程中给棉;如FA261精梳机前进及后退给棉都有。
(二)给棉长度A:给棉罗拉每钳次的给棉长度。不同精梳给棉长度不同:
给棉长度越长,精梳机产量越高,精梳机输出的棉网越厚,梳理效果越差,牵伸装置的牵伸倍数越大。
A201系列精梳机:前进给棉这5.72mm,6.86mm
FA261精梳机:前进给棉为5.2mm,5.9mm,6.7mm
后退给棉为4.3mm,4.7mm,5.9mm
二、喂棉系数
1、前进给棉喂棉系数K
顶梳插入须丛前的喂棉长度与总喂棉长度的比值称为喂棉系数,用公式表示为:
![]()
式中:X-顶梳插入前给棉罗拉的喂棉长度(mm);
A-给棉罗拉的总喂棉长度(mm)。
A201系列精梳机K=0.65-0.75;
FA261精梳机K=0.5-0.65。
2、后退给棉喂棉系数Kˊ
钳板闭合前的给棉长度与总给棉长度之比,用公式表示为:
![]()
式中:X′-钳板闭合前给棉罗拉的喂棉长度(mm);
A-总喂棉长度(mm)。
FA261精梳机Kˊ=1。
三、重复梳理次数与分界纤维长度
(一)重复梳理次数
1、钳口外受梳前的棉丛长度
L1=B+(1-K)A
L1′=B+K′A
式中L1、L1′分别为前进、后退给棉的给棉系数;B为分离隔距。
2、重复梳次数
因分离罗拉每钳次分离出的棉丛长度等于给棉长度,因此钳口外的棉丛长度要经过多次梳理才能被分离,故重复梳理次为:
![]()
式中:n-为前进给棉时,
nˊ
a-为钳唇的死隙长度。
由此可知影响重复梳理次数的因素如下:
无论是前进给棉还是后退给棉,分离隔距B大时,重复梳理次数增大;死隙长度a小时,重复梳理次数增大;喂棉长度小时,重复梳理次数增大。
在FA266型精梳机上,δ=3mm;在落棉刻度为8时,算得K=0.6、K′=1、B=21.9mm;给棉长度A=5.9mm。由(9)式和(10)式算得:n1=3.6,n′=4.2。
由此可知:采用后退给棉时锡林对棉丛的梳理强度比前进给棉大。因此采用后退给棉对降低棉结杂质、提高纤维伸直平行度更有利。实践证明:在其它条件相同的情况下,采用后退给棉比采用前进给棉棉结、杂质总数可降低15%左右。
(二)分界纤维长度L
1、定义:从理论上分析,存在一种纤维长度L,比L短的纤维进入落棉,比L长度的纤维进入精梳棉网,L称为分界纤维长度。
2、理论表达式
设L3、L3ˊ分别为前进给棉与后退给棉的分界纤维长度(mm),B为分离隔距,根据理论推导,L3、L3ˊ表达式分别为:
![]()
![]()
在FA266型精梳机上,给棉长度A=5.9mm,K=0.6,K′=1,B=21.9mm。由此算得L3=21.31mm,L3ˊ=24.85mm。由此可知:采用后退给棉比前进给棉分界纤维长度长,精梳落棉多。在其它条件相同的情况下,采用后退给棉比采用前进给棉精梳落棉率高4%-8%。
3、讨论
分界纤维长度↑→精梳落棉越多
(三)不同参数的试验对比
1、前进给棉与后退给棉
试验机型:E7/4型精梳机
锡林转速:183r/min
给棉长度:5.6mm
小卷干定量:50.2g/m
落棉隔距:9.2mm
给棉方式 |
落棉率(%) |
棉结(粒/g) |
杂质/(粒/g) |
前进给棉 |
10.2 |
17 |
52 |
后退给棉 |
18 |
12 |
44 |
2、不同落棉隔距
给棉方式 |
进前给棉 |
||
落棉隔距 |
7.2 |
9.2 |
11.2 |
落棉率 |
9.8 |
10.2 |
13.1 |
棉结 |
20 |
17 |
14 |
杂质 |
57 |
52 |
52 |
给棉方式 |
进前给棉 |
||
落棉隔距 |
7.2 |
9.2 |
11.2 |
落棉率 |
14.1 |
18 |
29 |
棉结 |
17 |
12 |
10 |
杂质 |
49 |
44 |
30 |
由此可知:落棉隔距越大,梳理效果越好。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


