高效园梳提高B311系列精梳机的产量
国产B311系列毛纺精梳机的设计车速为101~102rmin,设计产量为6113kg台时。生产实践表明,在毛条制造过程中,其产量只能达到4~5kg台时。在加工66支毛条时,台时产量只有3kg左右。如果在不考虑毛粒、毛片及草屑的情况,B311C型精梳机在111rmin时,实际台时产量可达到9kg,且仍然能够正常工作。这就说明,国产B311系列精梳机目前存在的问题不是车速太低而是梳理效能太差。因此,研制高效园梳对提高B311系列精梳机的产量是非常重要的。
2.圆梳梳理效能的分析
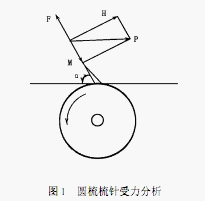
在图1中,钢针对纤维的作用力P可分解为M与H2个分力。M为纤维沿着针面向针根方向移动的力,H为纤维对针面的垂直压力,F为阻碍纤维向针根移动的摩擦阻力,F=LH,L为钢针与羊毛间的摩擦系数,其值为01231,为钢针的倾斜角度。
从图中可看出:
M=PcosA,H=PsinA,F=LH=LPsinA,
M-F=PcosA-LPsinA=P(cosA-LsinA)[1](1)
B311系列精梳机所用焊针的A角为37°~39°。
当A=77°时,M-F>0。
在梳理过程中,由于M>F,故纤维力图沉入针隙,致使钢针对须丛有较大的握持力,这对伸直纤维,去除短纤维、毛粒和草杂等有较好的效果。但随着A的减小,在钢针的长度不变的情况下,圆梳的有效梳理深度变小。只有当喂入毛层较薄时,才能达到理想的梳理效果,这就必然影响到精梳机的产量。
目前国内许多厂家改用齿条式圆梳,但由于齿条的设计存在一些问题,梳理效果不
是很理想[2]。由(1)式可知,只要A<77°,则M>F,钢针就对纤维具有握持力,纤维就不会从钢针顶部滑脱。如果在此范围内适当增加A角,使钢针的有效梳理高度
3.针条的规格
我们设计了3种针条。为使钢针既能有效地握持纤维,又能梳理较厚的毛层,将1#和2#2套针条的A角设计成2部分,即齿间角A(均为50°)和齿根角A(均为60°)。为进行对比,将3#针条设计为单一角度(A=65°)。
3套针条的针密分别是:1#为小密度,共21排针(单列),末排针的针密为20根cm;
2#为大密度,共21排针(双列针),末排针的针密为33根cm;3#也为大密度,共21排针(单列),末排针的针密为30根cm。
4#针为厂方正在使用的焊针,共19排针,末排针的针密为28根cm。
4.试验结果
4.1.1各种针条的梳理效能对比试验
上机原料:内蒙古66支细羊毛
机型:B311A型精梳机
车速:104钳次ömin 喂入牙:21齿
喂入条重:15g 并合根数:16根
测试结果如表1所示。

从上表可看出,1#针条因密度较小,故去除毛粒等杂质的能力较差,毛粒含量超标,达不到生产要求。3#针条因角太大,对纤维的穿透力和握持力均较小,也达不到生产要求。而2#和4#针由于针的密度较大,且对毛层的穿透力较强,故毛粒含量较少,产品质量能够达到要求。
4.1.2 提高产量的试验
取2#和4#2套能达到质量要求的针条,在其他条件不变的情况下,改变喂入根数,做提高产量的试验。2#针条和4#针条的试验结果分别见表2和表3。
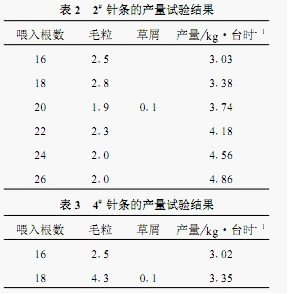
从以上结果可看出,2#针条喂入根数从16根增至26根时,仍能达到生产质量要求,而焊针4#增至18根时,毛粒已超标。在生产现场观察到,用2#针条喂入28根时,因钳板握持力不足产生带毛现象,
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


