剑杆引纬的工艺原理
(一)引纬过程
夹持式挠性剑杆织机的引纬过程如图7—8所示。
图7—8(a)中,从纬纱筒子上退绕下来的纬纱2首先卷绕在储纬器1上,在引纬时,选纬杆4下降,将需要被引入的纬纱下落到送纬剑5的前进轨迹上。
图7—8(b)中,送纬剑5和接纬剑8开始向梭口中央进剑,纬纱首先被送纬剑的剑头夹持,然后剪刀6将张紧的纬纱剪断,送纬剑夹持着纬纱头前进,此时,送纬剑为工作行程,接纬剑为空程。
图7—8(c)中,两剑杆在梭口中央相遇,接纬剑接过送纬剑上的纬纱头,完成纬纱的交接动作。
图7—8(d)中,两剑杆均向梭口外侧移动,此时接纬剑是工作行程,送纬剑是空程,接纬剑将纬纱拉出梭口,同时,选纬杆也上升复位。当接纬剑上的夹纱器与压板9前端弧面相碰时,纱夹打开释放纬纱,而完成一根纬纱的引入。

(二)双剑杆接力引纬的原理
在双剑杆织机上,送纬剑和接纬剑通常在织机的中部交接纬纱。纬纱的交接时间约在主轴转角的170°~180°。纬纱交接是双剑杆引纬的关键,交接失误,引纬即告中断,因此,有必要对纬纱的交接过程和交接条件进行分析,以利于引纬工艺参数的制定。
1.接力引纬过程纬纱交接时,既要使纬纱不松弛,以保证交接位置的准确,又要使两剑的相对速度尽量小,以防钩断纬纱,为此,一般采用接力(跟踪)交接方法。
设计时让送纬剑的进足时刻较接纬剑的进足时刻晚,两时刻的主轴角度差为△α。如图7—9所示,接纬剑在J点进足后开始退剑的过程中,与送纬剑同向运动,AB区域为交接过程。两剑的夹纱点(握纱点)第一次在A点相遇时,并不发生纬纱的交接,此后接纬剑开始伸入到送纬剑内,与送纬剑作同向运动到B点再钩取纬纱圈,随后,送纬剑进足(S点)。两剑的关系就如
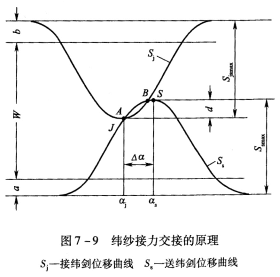
2.交接条件分析如上所述,为了保证纬纱的顺利交接,两剑头交接时应有一定的重叠距离,通常将两剑进足时的重叠动程称为交接冲程d,交接冲程d的大小与机器的型号和剑头结构有关,~般为5~10mm。
在接力交接中,送纬剑进足时的主轴角度与接纬剑进足时的主轴角度之差称为交接转角差△α:
Aα=αa-αj
式中:αs——送纬剑进足时的主轴角度;
αj——接纬剑进足时的主轴角度。
在送纬剑和接纬剑的动程一定的情况下,应将△a调整在一个适当的范围内,不能过大或过小。如果△α太大,如图7—10(a)所示,两剑头在梭口中央不能相遇,造成纬纱无法交接;如果△α太小,如图7—10(b)所示,在B点交接纬纱时,送纬剑已经开始回退,这时的纬纱处于松弛状态,容易造成交接失误。

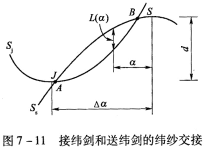
取两剑杆交接期间的位移曲线如图7-11所示,交接点B的变化范围αB=0-△α/2,即最早的交接时间在主轴转角(αs+αj)/2处,最晚的交接时间与送纬剑的进足时刻αs重合。以TP500型织机为例,接纬剑进足时刻αj的变化范围在170°~180°之间,送纬剑进足时刻αs为180°,所以,TP500型织机的交接转角差的范围为0°≤△α≤10°。
应当指出,由于剑杆引纬的动载荷比较大,容易引起构件的变形,再加上传动链之间的间隙,使动态交接冲程比静态交接冲程要大,因此,在手动
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


