| ÄŠČÁ·ÄÉŽŁș
ÄŠČÁ·ÄÉŽÊÇÒ»ÖÖŚÔÓɶ˷ÄÉŽŁŹÓëËùÓĐŚÔÓɶ˷ÄÉŽÒ»ŃùŁŹŸßÓĐÓëŚȘ±·ÄÉŽÏàËÆ”ÄÎčÈëżȘËÉ»úč裏œ«ÎčÈëÏËÎŹÌő·ÖœâłÉ”„žùÏËÎŹŚŽÌŹŁŹ¶űÏËÎŹ”ÄÄęŸÛŒÓÄíÔòÊÇÍščęŽűłéÎüŚ°ÖĂ”ÄÉžÍűÀŽÊ”Ï֔ģŹÉžÍűżÉÒÔÊÇŽóÖ±Ÿ¶”ÄłŸÁ꣏ÒČżÉÒÔÊDZâÆœÁŹĐű”ÄÍűŚŽŽűĄŁčúŒÊÉÏÄŠČÁ·ÄÉŽ”ÄĐÍÊœœÏ¶àŁŹÆäÖĐŚîŸßÓĐŽú±íĐÔ”ÄÄŠČÁ·ÄÉŽ»úÊǰ”ŰÀû”ÄDREF-ąòĐÍŒ°DREF-ąóĐÍŁŹŐâÁœÖÖ»úĐÍ”ÄÉžÍűÎȘÒ»¶ÔÍŹÏò»ŰŚȘ”ÄłŸÁ꣚»òÒ»Ö»łŸÁęÓëÒ»žöÄŠČÁčőŁ©ĄŁËùÒÔÒČłÆÎȘłŸÁę·ÄÉŽĄŁ
Ò»Ąą ÄŠČÁ·ÄÉŽ”Ä·ÄÉŽÔÀí
ÒÔłŸÁęʜĊČÁ·ÄÉŽÎȘÀ꣏ĊČÁ·ÄÉŽ”Ä·ÄÉŽÔÀíÈçÍŒ9-4-1ËùÊŸŁŹÓÉÓÚłŸÁę2ÄÚČż”ÄÎüÁŠŁŹÊčÏËÎŹÂäÈëÁœłŸÁęŒä”ÄĐšĐÎÔăÄÚÄęŸÛłÉĐëÌőŁŹÄęŸÛĐëÌőœôÌùÔÚłŸÁę”ıíĂæŁŹÁœłŸÁęÍŹÏò»ŰŚȘŁŹÒ»Ö»¶ÔÄęŸÛĐëÌőČúÉúÒ»žöÏòÉÏ”ÄÄŠČÁÁŠR1ŁŹÁíÒ»Ö»¶ÔÄęŸÛĐëÌőČúÉúÒ»žöÏòÏ”ÄÄŠČÁÁŠR2ŁŹŽÓ¶űĐγɻیȘÁŠŸŰÊčÉŽÌő»ŰŚȘŁŹ”±ÒęÉŽŽÓÒęÉŽÂȚÀ3ÒęłöʱŁŹÄęŸÛĐëÌőÊÇÉŽÌő”ÄÎȶˣ»ÉŽÌőÊÜÒęÉŽÂȚÀÎŐłÖÊäłöŁŹÉŽÎČÓÉłŸÁęŽêÄí»ŰŚȘŁŹÉŽÌőÒò¶ű»ń”ĂÄí»ŰŁŹÓÉÓÚÒęÉŽÓëÏËÎŹÔÚÉŽÎČ”ÄČčÈëÊÇÍŹÊ±œűĐДģŹŽÓ¶űżÉ»ń”ĂÁŹĐűÊäłö”ÄÉŽÌőĄŁ
ÓÉÓÚÔÚłŸÁę±íĂæ”ÄÄęŸÛĐëÌőÊÇŚÔÓɔģŹËùÒÔŐâÖÖÄŠČÁŒÓÄí·œÊœÊôÓÚŚÔÓɶˌÓÄíłÉÉŽŁŹÔÚŒÓÄíčęłÌÖĐŁŹłŸÁę±íĂæ”ÄÏßËٶȜüËÆ”ÈÓÚÉŽÏߌÔÉí”ĻیȘ±íĂæËÙ¶ÈŁŹËùÒÔłŸÁę”ÍËÙŸÍżÉÒÔÊč·ÄÉŽ»ń”ĂœÏžß”ÄÄí¶ÈŁŹŐâŃùżÉÒÔŽóŽó”ŰÌážßłöÌőËÙ¶ÈÒÔ»ń”ĂžßČúĄŁÉŽÌőÄí»Ű”Ä·œÏòÓëłŸÁę»ŰŚȘ”Ä·œÏòÏà·ŽŁŹÄí»Ű”ĶàÉÙÔòÈĄŸöÓÚłŸÁę”ÄËÙ¶ÈĄąłŸÁę±íĂæÓëÉŽÌő”Ĝӎ„ŚŽÌŹŒ°łŸÁę”ÄÎüÁŠŽóĐĄĄŁ
¶țĄą D2ĐÍÄŠČÁ·ÄÉŽ»ú”Äč€ÒŐčęłÌŒ°ÆäłÉÉŽÌŰ”ă
łŸÁęʜĊČÁ·ÄÉŽ»úÊÇÒÔ·ąĂśÈ˰”ŰÀû”ÄDR ERNST FEHRER”ÄĐŐĂûËőĐŽDREFÀŽĂüĂû”ÄŁŹÓÉąńĐÍÖđČœ·ąŐč”œąòĐÍĄąąóĐÍŁŹŒòłÆD2ĐÍĄąD3ĐÍ
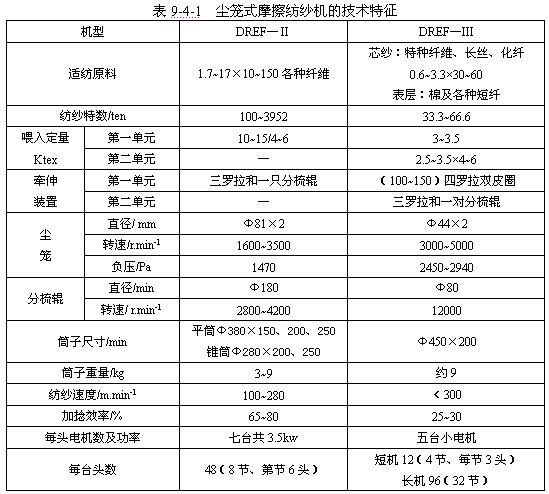
Æ䌌ÊőÌŰŐśŒû±í9-4-1ĄŁ
ŁšÒ»Ł©D2ĐÍÄŠČÁ·ÄÉŽ»ú”Äč€ÒŐčęłÌ ÈçÍŒ9-4-2ËùÊŸŁŹ4~6žùÏËÎŹÌőŽÓÌőÍČÒęłöŁŹČąșÏÎčÈëÈęÂȚÀÇŁÉìŚ°ÖĂ1ŁŹÏËÎŹÌőÔÚŸčęČąșÏÇŁÉìŁŹÆäŸùÔȶȌ°ÏËÎŹÉìÖ±¶È”Ă”œžÄÉÆș󣏱»·ÖÊáčő2ÊáÀí·ÖœâłÉ”„ÏËÎŹŚŽÌŹŁŹÔÚ·ÖÊáčőÀëĐÄÁŠșÍŽ”·çčÜ3ÆűÁś”ÄŚśÓĂÏÂÍŃÀëŸâłĘŁŹŃ۔Ȱć4ÏÂÂäÖÁÁœłŸÁę5Œä”ÄĐšĐÎÔăÄÚŁŹłŸÁęÄÚ”š6żȘżÚ¶ÔŚĆÁœłŸÁęŒä”ÄĐšĐÎÔăŁŹÒ»¶ËÍščęčÜ”ÀÓë·ç»úÏàÁŹŁŹÔÚÎü·çŚ°ÖĂÎüÁŠ”ÄŚśÓĂÏÂŁŹÏËÎŹ±»ÎüžœÔÚÁœłŸÁę”ÄĐšĐÎÔăÖĐŁŹÄęŸÛłÉĐëÌőŁŹœ«ÒęÉŽÒęÈëłŸÁ꣏ÓëÄęŸÛĐëÌőŽîœÓŁŹÓÉÒęÉŽÂȚÀ7ÎŐłÖÊäłöŁŹÁœłŸÁęÍŹÏò»ŰŚȘ¶ÔÄęŸÛĐëÌőŽêÄíłÉÉŽŁŹÊäłöÉŽÌőŸŸíÈÆÂȚÀ8ÄŠČÁŸíÈÆłÉÍČŚÓĄŁ
Łš¶țŁ©D2ĐÍÄŠČÁ·ÄłÉÉŽÌŰ”ă
ą±D2ĐÍÄŠČÁÉŽ”Äœáčč ÔÚÄŠČÁÉŽÖĐŁŹÏËÎŹ”ÄĆĆÁĐĐÎÌŹ±ÈœÏÎÉÂÒŁŹÔČŚ¶ÂĘĐęÏߌ°ÔČÖùÂĘĐęÏßĆĆÁĐ”ÄÏËÎŹÊęÁż±ÈŚȘ±ÉŽ»čÒȘÉÙŁŹœöŐŒ”œ12%ĄŁ¶àžùĆ€œáĄąČűÈÆ”ÄÏËÎŹŸÍŐŒ”œÁË40%ŁŹÆäÓà¶àÎȘÍä賥ą¶ÔŐÛÏËÎŹĄŁ
ÓÉÓÚÊÜÒęÉŽÂȚÀ”ÄÇŁÒ꣏ɎÎČÏòÊäłö·œÏòÒƶŻŁŹ¶űÏËÎŹÓÖČ»¶ÏÌíŒÓ”œÉŽÎČÉÏŁŹÖÂÊčÉŽÎČÉÏÏËÎŹ”ÄÊęÁż·ÖČŒÓÉAÏòBÖđœ„Ôö¶àŁŹŁšŒûÍŒ9-4-3Ł©”±ÊÜ”œłŸÁęÄŠČÁ¶ű»ŰŚȘʱŁŹABÖźŒäĐëÌőÒòžśœŰĂæÖ±Ÿ¶Č»ÍŹ¶ű»ŰŚȘËٶȞśÒìŁŹżżœüA”ăÖ±Ÿ¶Ïž¶űŚȘËÙžßŁŹżżœüB”ăÖ±Ÿ¶ŽÖ¶űŚȘËÙ”ÍŁŹžśœŰĂæÒòËÙČî¶ű»ń”ĂÄí»ŰĄŁÓÉÓÚÉŽÎȔĻیȘŒÓÄíÊÇÓëÌíŒÓÏËÎŹŁŹÏòÊäłö·œÏòÔ˶ŻÍŹÊ±œűĐДģŹżżœüA”ăČż·ÖËäÒŃ»ń”ĂÄí»ŰŁŹ”«ŃŰÊäłö·œÏòÒƶŻČąÌíŒÓÏËÎŹșóŁŹÈÔÄÜËæŚĆÍâČăÏËÎŹŒÌĐű»ń”ĂÄí»ŰŁŹÓÚÊÇÉŽĐŸ”ÄÄí»Ű¶àŁŹÍâČă”ÄÄí»ŰÉÙŁŹ¶űÇÒÊÇÖđČă±ä»Ż”ÄĄŁŐâÖÖ·ÖČăŒÓÄí”ÄœáčûŁŹččłÉÁËÄŠČÁÉŽ”Ä·ÖČăœáč裏ÇÒÄÚČăÉŽĐŸÒòÄí¶È¶à¶űœáÊ”ŁŹÍâČăÒòÄí¶ÈÉÙ¶űËÉÉąĄŁ
ąČłÉÉŽÌŰ”ă ÄŠČÁ·Ä”ÄłÉÉŽÌŰ”ăŒû±í9-4-2ŁŹŽÓ±íÖĐżÉÖȘŁș
Łš1Ł©ÓÉÓÚÏËÎŹÔÚÄęŸÛčęłÌÖĐȱÉÙÖáÏòÁŠ”ÄŚśÓĂŁŹłÉÉŽÄÚÏËÎŹ”ÄÉìֱƜĐжÈČĆĆÁĐÎÉÂÒŁŹËùÒÔÄŠČÁÉŽ”ÄłÉÉŽÇżÁŠÔ¶”ÍÓÚ»·¶§ÉŽŁŹ”„ÇżœöÓĐ»·¶§ÉŽ”Ä60%ŚóÓÒĄŁ
Łš2Ł©ÒòÎȘłÉÉŽÓɶàČăÏËÎŹÄęŸÛ¶űłÉŁŹËùÒÔÄŠČÁÉŽ”ÄÌőžÉÓĆÓÚ»·¶§ÉŽŁŹŽÖœÚĄąĂȚœáŸùÉÙÓÚÍŹÌŰ»·¶§ÉŽĄŁ
Łš3Ł©ÓÉÓÚłÉÉŽ”ÄŸÏòÄí¶È·ÖČŒÓÉÉŽĐŸÏòÍâČăÖđœ„ŒőÉÙŁŹłÉÉŽœáččÄÚœôÍâËÉŁŹËùÒÔÄŠČÁÉŽ”Äœô¶ÈœÏĐĄŁš0.35Ą«0.65Ł©ŁŹ±íĂæ·áÂúĆîËÉŁŹ”ŻĐÔșĂŁŹÉìł€žßŁŹÊ֞ЎÖÓČŁŹ”«œÏŽÖÊáĂ«ÉŽșĂĄŁ
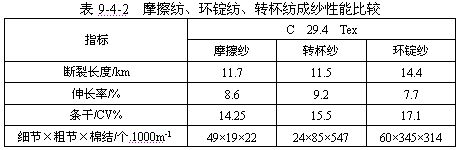
Łš4Ł©ÓÉÓÚÊÇ·ÖČăœáč裏ËùÒÔÄŠČÁÉŽŸßÓĐœÏșĂ”ÄÄÍÄ„ĐÔÄÜĄŁ
Èꥹ D3ĐÍÄŠČÁ·ÄÉŽ»ú”Ä·ÄÉŽč€ÒŐčęłÌŒ°łÉÉŽÌŰ”ă
ŁšÒ»Ł©·ÄÉŽč€ÒŐčęłÌ D3ĐÍÄŠČÁ·ÄÉŽ»úÓĐÁœžöÎčÈ딄ÔȘŁŹÒ»žöÌáč©ÉŽĐŸŁŹÒ»žöÌáč©Íâ°üÏËÎŹŁŹÈçÍŒ9-4-4ËùÊŸŁŹÊìÌőŸËÄÂȚÀË«Æ€ÈŠÇŁÉìŚ°ÖĂŃŰÖáÎÊÎčÈëłŸÁęŒÓÄíÇűŁŹŚśÎȘÉŽĐŸŁ»4~6žùÉúÌőČąÁĐÎčÈëÈęÉ϶țÏÂÂȚÀÇŁÉì»úč裏ŸÒ»¶ÔÖ±Ÿ¶ÏàÍŹ”Ä·ÖÊáčő3ÊáÀí·ÖœâÎȘ”„ÏËÎŹșóŁŹŸÆűÁśÊäËÍčÜ4œűÈëÁœłŸÁę1”ÄĐšĐÎÔăÖĐŁŹÓÉłŸÁęŽêÄí°üČűÔÚÉŽĐŸÉÏŁŹĐγɰüČűÉŽĄŁłÉÉŽÓÉÒęÉŽÂȚÀ2ÊäłöŁŹŸŸíÈÆÂȚÀÄŠČÁŽ«¶Ż¶űÖÆłÉÍČŚÓĄŁ
Łš¶țŁ©łÉÉŽÌŰ”ă ŃŰÖáÏòÎčÈëłŸÁę”ÄÉŽĐŸŁŹÔÚÊÜłŸÁęŒÓÄí”ÄčęłÌÖĐÍŹÊ±±»ÇŁÉìŚ°ÖĂ”ÄÇ°ÂȚÀșÍÒęÉŽÂȚÀËùÎŐłÖŁŹËùÒÔÉŽĐŸ±»Ê©ÒÔŒÙÄí ŁŹ±»·ÖÊáčő·Öœâ”ÄÏËÎŹÔÚœűÈëłŸÁęĐšĐÎÔășóŁŹËæÉŽĐŸÒ»Æđ»ŰŚȘ°üČűÔÚÉŽĐŸ”ıíĂæŁŹ”±ÉŽÌőÓÉÒęÉŽÂȚÀÇŁÒęŚßłöłŸÁęÇŻżÚÏßʱŁŹÓÉÓÚÉŽĐŸŒÙÄí”ÄÍËœâŚśÓĂŁŹÉŽĐŸłÉÎȘÉìֱƜĐĐ”ÄÏËÎŹÊűŁŹ¶űÍâ°üÏËÎŹÔòÒÀżżÍËÄíÁŠŸŰÔœ°üÔœœôŁŹÊčÉŽĐŸÏËÎŹœôĂܜӎ„ŁŹÌćÏÖÎȘÉŽ”ÄÇż¶ÈŁŹÍâČăÏËÎŹÔòččłÉÁËÉŽ”ÄÍâĐÎĄŁ
D3ĐÍÄŠČÁ·ÄÉŽ»ú·Äłö”ÄÉŽÊÇÒ»ÖÖĐŸÏËÎŹÆœĐĐÉìÖ±ĆĆÁДİüĐŸÉŽŁŹÓÉÓÚłÉÉŽœáčč”Ğı䣏ÊčłÉÉŽÇżÁŠŽóÎȘžÄÉÆŁŹČąŸßÓĐÌőžÉŸùÔÈŁŹĂ«ÓđÉÙ”ÈÌ۔㥣
ËÄĄą ÄŠČÁ·ÄÉŽ”ÄÖśÒȘč€ÒŐČÎÊę
žùŸĘÄŠČÁ·ÄÉŽ”ÄŒÓÄíÔÀíŁŹłÉÉŽÍâČă”ÄÄí¶ÈżÉÒÔÓÉÏÂÁĐč«ÊœŒÆËăŁș
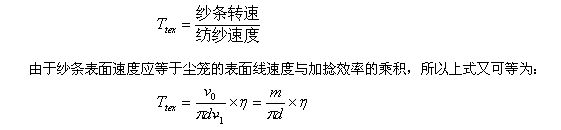
ÊœÖĐŠÔ0ĄȘĄȘłŸÁę±íĂæËÙ¶ÈŁšmm/minŁ©Ł»
ŠÔ1ĄȘĄȘ·ÄÉŽËÙ¶ÈŁšm/minŁ©Ł»
d ĄȘĄȘÉŽÌőÖ±Ÿ¶ŁšmmŁ©Ł»
ŠÇĄȘĄȘŒÓÄíЧÂÊŁŹÓëłŸÁę¶ÔĐëÌő”ÄÎüÁŠŁŹłŸÁęÓëÉŽÌő±íĂæ”Ĝӎ„ŚŽÌŹÓĐčŰŁ»
mĄȘĄȘÄŠČÁ±ÈŁŹŒŽłŸÁę±íĂæËÙ¶ÈÓë·ÄÉŽËٶȔıÈÖ”ĄŁ
ÓÉÉÏÊœżÉÖȘŁŹÓ°ÏìÄŠČÁ·ÄłÉÉŽ”ÄÖśÒȘč€ÒŐČÎÊęÓĐŁș
ŁšÒ»Ł©ÄŠČÁ±È ŽÓÉÏÊœÖĐżÉÖȘŁŹÄŠČÁ±ÈÓëÉŽÌő”ÄÄí¶ÈłÉŐę±ÈŁŹ”±·ÄÉŽËÙ¶ÈÒ»¶šÊ±ŁŹÌážßÄŠČÁ±ÈŁŹÔòÔöŽóÁËłŸÁęŚȘËÙŁŹÊčłÉÉŽÄí¶ÈÔöŒÓŁŹ”«łŸÁęËÙ¶ÈÔöŒÓ”œÒ»¶šÖ”ʱŁŹÊÜÀëĐÄŒÓËٶȔÄÓ°ÏìŁŹÉŽÌőÓëłŸÁęŒä”Ä»ŹÁïÂÊÔöŽóŁŹłŸÁęËÙ¶ÈÓúžßŁŹŒÓÄíЧÂÊÓú”ÍŁŹłÉÉŽÄí¶ÈÔöŒÓÉőÉÙŁŹÉőÖÁČ»ÔÙÔöŒÓŁŹÈçÍŒ9-4-5ËùÊŸĄŁ
Ȼ͏”ÄÄŠČÁ±ÈʱŁŹłÉÉŽ”ÄÌőžÉȻ͏ŁŹÈç±í9-4-3ËùÊŸŁŹŽÓÍŒșͱíÖĐżÉÒÔżŽłöŁŹËæŚĆÄŠČÁ±È”ÄÔöŒÓŁŹłÉÉŽ”ÄÄí¶ÈÔöŒÓŁŹÌőžÉŸùÔȶÈÓĐËùžÄÉÆŁŹ”«”±ÄŠČÁ±ÈÌážß”œ3.0ÒÔÉÏʱŁŹÄí¶ÈșÍÌőžÉÖ””ı仯ǜÓÚÆœ»șĄŁ

Łš¶țŁ©·ÄÉŽËÙ¶È čęžß”ÄÊäłöËÙ¶ÈŁŹ»áÊčĐëÌőÄęŸÛŒÓÄí”ÄʱŒäËő¶ÌŁŹŽÓ¶ű”ŒÖ°üžČ¶ń»ŻŁŹÌőžÉČ»ÁŒŁŹłÉÉŽÇżÁŠœ””ÍŁŹËùÒÔŁŹ”±ÊčÓĂœÏŽÖÓČŁŹșŹÓÍÂÊœÏžßŁŹł€¶ÈŐûÆë¶ÈœÏČî”ÄÏËÎŹ·ÄɎʱŁŹ·ÄÉŽËÙ¶ÈČ»ÒËčęžßŁŹ”±Ëù·ÄÆ·ÖÖÏßĂܶȎóʱŁŹÒòÆäžŐĐÔŽó¶űČ»ÒŚŒÓÄíŁŹ”±ÏßĂܶÈčęĐĄÊ±ŁŹłŸÁę¶ÔÉŽÌő”ÄÎŐłÖŚŽÌŹČÒòŽËÉŽÌőčęŽÖčęÏžŁŹ¶Œ»áÔìłÉŒÓÄíЧÂÊÏÂœ”ŁŹËùÒÔ·ÄÉŽËٶȶŒČ»ÒŚčęžßĄŁ
ÓÉÓÚčęžß”ÄłŸÁęËٶȻáÓ°Ïì·ÄÉŽ”ÄŒÓÄíЧÂÊŁŹÒòŽËŁŹÔÚÄŠČÁ±ÈČ»±ä”ÄÇéżöÏÂŁŹÌážß·ÄÉŽËÙ¶ÈŁŹłÉÉŽÄí¶È»áËæÖźÏÂœ”ŁŹËùÒÔ·ÄÉŽËÙ¶ÈÓŠžùŸĘłŸÁęŚȘËٔĞߔÍÀŽŃĄÔńŁŹČ»ÍŹ”Ä·ÄÉŽ»úŁŹÆäËٶȷ¶Î§Č»ÍŹŁŹ
ŁšÈ꣩łŸÁęžșŃč łŸÁę”ÄžșŃčŸö¶šÁËŐęŃčÁŠNŁšÎüÁŠŁ©”ÄŽóĐĄŒ°ÉŽÌőÓëłŸÁę”Ĝӎ„ŚŽÌŹĄŁžșŃčÔöŽóŁŹČ»œöÊčÏËÎŹÓëłŸÁęŒä”ÄÄŠČÁŚśÓĂÔöŽóŁŹÄęŸÛŒÓÄ팜ÓĂÔöÇżŁŹ¶űÇÒżÉÌážßÊäËÍÍš”ÀÄÚÏËÎŹ”ÄÉìÖ±Ó붚ÏòŁŹÓĐÀûÓÚłÉÉŽÌőžÉŁŹÇżÁŠșÍÄí¶ÈŁŹ”«čęŽóžșŃč»áÔìłÉÊäłöÀ§ÄŃĄŁŒÓÄíÇű”ÄžșŃčÓëłŸÁęÄÚ”šÎüżÚλÖĂŁŹÁœłŸÁęŒäžôŸàÓĐčŰĄŁ
ą±łŸÁęÄÚ”šÎüżÚ”ÄλÖĂ łŸÁęÄÚ”šÎüżÚ”ÄλÖĂÒ»°ăÒÔÆä°ČŚ°œÇ±íÊŸŁŹÈçÍŒ9-4-6ËùÊŸĄŁÔÚ”ÈżíÎüżÚ”ÄÇéżöÏÂŁŹ ŠÁ¶ÔĐšĐÎÇűÖáÏòžșŃč·ÖČŒ”ÄÓ°Ï춌ÓëÎüżÚŽóĐĄÓĐčŰŁŹ”±ÎüżÚœÏżíŁš10mmŁ©Ê±ŁŹŠÁČ»»áÓ°ÏìÖáÏòžșŃč”Ä·ÖČŒĐÎÌŹŁŹ”«žșŃčÖ”ËæŠÁ”ÄÔöŒÓ¶űŒőĐĄŁŹ”±ÎüżÚœÏŐŁš2mmŁ©Ê±ŁŹĐšĐÎÇűÖáÏò·ÖČŒČ»ÔÈŁŹËùÒÔÎüżÚżí¶ÈŒ°ŠÁÖ”Č»ÒŚčęĐĄŁŹŽÖÌŰÄŠČÁ·ÄÉŽ»úŁšÈçD2ĐÍŁ©”ÄÎüżÚżí¶ÈÒ»°ăÎȘ10~12mmŁŹŠÁÈĄ0Ąă~2ĄăŁŹÔÚ·ÄœÏÏžÌŰÉŽ”ÄÄŠČÁ·ÄÉŽ»úÉÏŁŹÒòÉŽÌőÓëłŸÁęœÓŽ„ĂæĐĄŁŹÇÒλÓÚĐšÏ¶œÏĐĄ”ÄλÖĂŁŹĐëÌőŒÓÄíĐèÒȘœÏžß”ÄžșŃ裏ËùÒÔÎüżÚżí¶ÈÓŠĐĄÒ»Đ©ŁŹÒ»°ăÎȘ4~6mmŁŹŠÁŃĄ2Ąă~5ĄăĄŁ
ąČÁœłŸÁęŒä”ÄžôŸàŠÄ łŸÁęŒäĐšĐÎÇűÄڔĞșŃčËæžôŸàŠÄ”ÄÔöŒÓ¶űŒőĐĄŁŹČąÓ°ÏìłŸÁęÄÚ”š”ÄŚîŽóžșŃčÖ”ŁŹ”±ŠÄÓÉ0ÔöŒÓ”œ0.5mmʱŁŹ”šÄÚžșŃčŚîŽóÖ”»áÏÂœ”28%ŁŹËùÒÔÎȘÁËÓĐЧ”ÄÀûÓĂÎüÆűžșŃ裏ŠÄÓŠÆ«ĐĄÎȘÒËŁŹŠÄÓŠžùŸĘ·ÄÉŽÌŰÊęÀŽŃĄÔńŁŹÒ»°ă·ÄŽÖÌŰɎʱŠÄÈĄ0.2~0.5mmŁŹ·ÄÖĐϞ֧ɎʱŁŹŠÄĐĄÓÚ0.2mmĄŁ
ŁšËÄŁ©ÁœłŸÁę”ÄËÙČî ”±ŽŠÓÚłŸÁęĐšĐÎÔăÖĐ”ÄÄęŸÛĐëÌő±»ÍŹÏò»ŰŚȘ”ÄÁœłŸÁęÄŠČÁŽêÄíʱŁŹÊÜ”œÒ»Ö»łŸÁęÏòÉÏŚȘłö”ÄÍĐłÖŚśÓĂșÍÁíÒ»Ö»łŸÁęŽÓÉÏÏòĐšÏ¶ŚȘÈë”ÄŒ·È댜ÓĂĄŁÎȘÁ˱ÜĂâÉŽÌő±»ĐšÈë϶·ìŁŹÔÚÁœłŸÁęŒäżšŃ裏ÒęÆđ·ÄÉŽŐĆÁŠŸÛÔö»òÔț¶ÏÉŽÌőŁŹ±íĂæÏòÉÏÔ˶Ż”ÄłŸÁęËÙ¶ÈÓŠÂÔžßÓÚÏòÏÂÔ˶Ż”ÄłŸÁęËÙ¶ÈŁŹŒŽÁœłŸÁęŒäÓŠÓĐËÙ¶ÈČËÙČîżÉžùŸĘËù·ÄÏßĂܶȔĎóĐĄÔÚ3%~10%·¶Î§ÄÚŃĄÔńŁŹŽÖÌŰʱŽóĐ©ŁŹÏžÌŰÊ±ĐĄĐ©ŁŹDREEĄȘD2ĐÍÄŠČÁ·ÄÉŽ»úÉÏÁœÖ»łŸÁę”ÄËÙČîÎȘ8%~10%ŁŹÊÊ”±”ŰÌážßÁœÖ»łŸÁęËÙČÓĐÀûÓÚŒÓÄíЧÂÊ”ÄÌážßŁŹ”«ËÙČîčęŽóŁŹ»áÒęÆđÉŽÎȶ¶¶Ż»òÌű¶ŻŁŹÊčÎŐłÖŒÓÄíÌőŒț¶ń»ŻŁŹ·Ž¶űÔìłÉŒÓÄíЧÂÊÏÂœ”ĄŁ
ŁšÎ棩·ÖÊáčő”ÄŚȘËÙ ”±ÎčÈëÏËÎŹÁżÒ»¶šÊ±ŁŹÌážß·ÖÊáčőŚȘËÙŁŹÓĐÀûÓÚÌážßÏËÎŹ”Ä·ÖÀë¶ÈŁŹ¶ÔłÉÉŽÖÊÁżÓĐÀûŁŹ”«·ÖÊጜÓĂŸçÁÒŁŹ¶ÔÏËÎŹ”ÄËđÉËŃÏÖŰŁŹËùÒÔ·ÖÊáčő”ÄŚȘËÙÓŠžùŸĘÔÁÏ”ÄĐÔÄÜÀŽŃĄÔńŁŹ”±ŒÓč€ÏËÎŹÏßĂܶȜÏĐĄĄąÇż¶ÈœÏ”ÍʱŁŹ·ÖÊáčőËÙ¶ÈżÉĐĄĐ©ŁŹ·ŽÖźżÉŽóĐ©ĄŁ
|





