概述:
一、细纱工序的任务
细纱工序是纺纱生产的最后一道工序,它是将粗纱纺成具有一定特数、符合质量标准或客户要求的细纱,供捻线、机织或针织等使用,细纱工序主要完成以下任务:
(一)牵伸
将喂入的粗纱或条子均匀地拉长抽细到细纱所要求的特数。
(二)加捻
将牵伸后的须条加上适当的捻度,使成纱具有一定的强力、弹性、光泽和手感等物理机械性能。
(三)卷绕成形
将纺成的细纱按一定成形要求卷绕在筒管上,以便于运输、贮存和后道工序加工。
细纱是纺部非常重要的工序,棉纺厂生产规模的大小常用细纱机总锭数表示,细纱产量是决定纺纱厂各工序机器配备数量的依据;产质量水平、原料、机物料、电量等的消耗,劳动生产率、设备完好率等又反映了纺纱厂生产技术和管理水平的好坏。
二、细纱机的发展
我国细纱机的发展很迅速,优质、高产是追求的目标。细纱机通用性、系列化、大卷装、自动化、扩大适纺纤维范围等是发展方向。
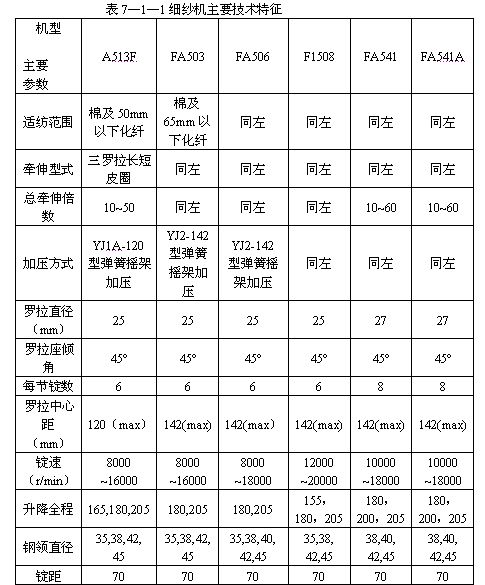
在20世纪50年代研制了以1291型、1301型、1293型等为代表的国产第一代细纱机,牵伸倍数14~20倍,满足了当时国内新建厂的需要。以后随着化学纤维的广泛使用和国内外纺纱技术的发展,70年代又研制了以A512型和A513型为代表的我国第二代细纱机。80年代开始,相继开发了我国第三代FA系列大卷装细纱机,机型有FA502~FA506、FA518、F1508、FA541、FA541A等,该系列细纱机的机器结构、传动精度、部件的通用性、适纺范围、自动化等方面又有了进一步的提高,FA系列细纱机通常采用SKF或INA—V型牵伸型式,主要特点为窄幅、高速、机电一体化程度高,其纺纱性能已接近国际先进水平。
主要技术特征列于表7—1—1。
三、细纱机的工艺过程
图7—1—1为FA506型细纱机的示意图,粗纱自吊锭上的粗纱管1退绕后,经导纱杆2、缓慢往复运动的横动导纱喇叭3,喂入牵伸装置4,牵伸后的须条由前罗拉输出,经过导纱钩5,穿过钢丝圈6,卷绕到紧套在锭子8上的筒管7上,钢丝圈每转一转,给须条加上一个捻回。钢丝圈的转速低于纱管的转速,依靠钢领板9的升降运动,使前罗拉输出的须条按一定的成形要求有规律地卷绕到纱管上。

|






