| ĆçÆű·ÄÉŽŁș
ĆçÆű·ÄÉŽÊôÓÚ·ÇŚÔÓɶ˷ÄÉŽŁŹÊÇ20ÊÀŒÍÆßÊźÄêŽú·ąŐčÆđÀŽ”ÄÒ»ÖÖ·ÄÉŽ·œ·šŁŹŐâÖÖ·ÄÉŽ·œ·šÊÇÀûÓĂĆçÉäÆűÁś¶ÔÇŁÉìŚ°ÖĂÊäłö”ÄĐëÌőÊ©ÒÔŒÙÄíŁŹČąÊč¶ÔÚÉŽÌő±íĂæ”ÄÍ·¶ËŚÔÓÉÏËÎŹ°üČűÔÚÉŽĐŸÉÏĐÎłÉŸßÓĐÒ»¶šÇżÁŠ”ÄĆçÆűÉŽĄŁ
ĆçÆű·ÄÉŽ»ú»úččŒò”„ŁŹĂ»ÓĐžßËÙ»úŒțŁŹ”«Æä·ÄÉŽËÙ¶ÈžßŁŹÉúČúЧÂÊżÉŽï»·¶§·Ä”Ä15±¶ĄąŚȘ±·Ä”Ä3±¶ĄŁÆäÊÊ·Ä·¶Î§œÏč㣏łÉÉŽœáččŸßÓжÀÌ۔ķçžńŁŹÊÇÒ»ÖÖDZÁŠșÜŽóŁŹŸßÓĐčăÀ«·ąŐčÇ°Ÿ°”ÄĐÂĐÍ·ÄÉŽ·œ·šĄŁ
Ò»ĄąĆçÆű·ÄÉŽ”Äč€ÒŐčęłÌ
ĆçÆű·ÄÉŽ»ú”Äč€ÒŐčęłÌÈçÍŒ9-3-1ËùÊŸĄŁĂȚÌőŽÓĂȚÌőÍČÒęłöșóÖ±œÓœűÈëË«Æ€ÈŠÇŁÉìŚ°ÖĂŁŹŸčę50~300±¶”ÄÇŁÉìșóŽÓÇ°ÂȚÀËÍłöŁŹ±»ÎüÈëŒÓÄíčÜĄŁŒÓÄíčÜÓÉÁœžöŚȘÏòÏà·Ž”ÄÎĐÁśĆçŚìŚéłÉŁŹŸÁœčÉ·ŽÏòĐęŚȘÎĐÁś”ÄŚśÓĂŁŹŚÔĐëÌőÖĐ·ÖÀëłöÍ·¶ËŚÔÓÉÏËÎŹŁŹČąœôœô”Ű°üČűÔÚĐŸÏËÎŹÊű”ÄÍâČă¶űĐÎłÉĆçÆűÉŽĄŁÉŽÌőÓÉÒęÉŽÂȚÀÒęłöŁŹŸŸíÈÆÂȚÀŸíÈÆłÉÍČŚÓŁŹÂúÍČșóÍČŚÓŚÔ¶ŻÌ§ÆđŁŹÍŃÀëŸíÈÆÂȚÀŁŹČąÓÉÊäËÍŽűËÍ”œł”ÎČÊŐŒŻĄŁ
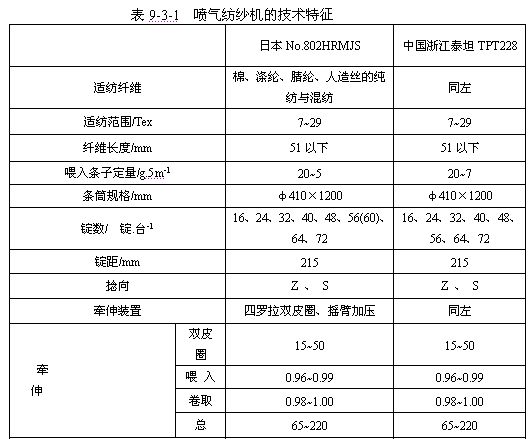
ĿǰÊÀœçÉÏÓŠÓĂŚîÎȘčă·ș”ÄĆçÆű·ÄÉŽ»úÊÇÈŐ±Ÿ”ÄMJS ĐÍŁŹÆ䌌ÊőÌŰŐśŒû±í9-3-1ĄŁ

¶țĄąĆçÆű·ÄÉŽ»ú”ÄŒÓÄí»účč
ŁšÒ»Ł©ĆçÆű·ÄÉŽ»ú”ÄŒÓÄí»účč ÓëŚȘ±·Ä”Ä·ÄÉŽ±Ò»ŃùŁŹĆçÆű·Ä”ÄŒÓÄíÆśÊÇ·ÄÉŽ”ÄĐÄÔàČż·ÖŁŹÆäÍâ±íżŽÆđÀŽÏńÒ»žöÈęÓąŽç”ÄŚÔÀŽËźčÜŁŹÆäÄÚČżœáččÈçÍŒ9-3-2ËùÊŸĄŁŒÓÄíÆśÓÉÒ»¶ÔĆçŚì3Ąą4șÍÒ»žöÄŠČÁŒÓÄíčÜ7ŚéłÉŁŹÄŠČÁŒÓÄíčÜλÓÚ”Ú
Ò»ĆçŚìÖźșóŁŹčܱڿȘÓĐč”ČÛŁŹÈçÍŒ9-3-3ËùÊŸŁŹÆäÄż”ÄÊÇÔöÇżčܱڶÔÉŽÌő”ÄÄŠČÁŚśÓĂŁŹČąÊč”ÚÒ»ĆçŚìĆĆÆűł©ÍšĄŁ
ĆçŚìÓÉÎüżÚĄąÉŽ”ÀŁšÎĐÊÒŁ©Œ°ĆçÉ俌ŚéłÉĄŁĆçŚìËäĐĄŁŹÈŽŸß±žÁœžöčŠÄÜŁŹÒ»ÊÇŸßÓĐÖáÏòÎüÁŠŁŹœ«Ç°ÂȚÀÊäłö”ÄĐëÌőÎüÈëĆçŚìÄÚŁŹČąÍƶŻÉŽÌőÇ°œűŁŹ±ăÓÚÁŹĐű·ÄÉŽŁ»¶țÊÇČúÉúÒ»¶š”ÄÇĐÏòĐęŚȘÁŠŁŹŽű¶ŻÉŽÌőÔÚÎĐÊÒÄÚŚȘ¶ŻŒÓÄíĄŁÎȘÁËÊ”ÏÖÉÏÊöčŠÄÜŁŹĆçÉ俌±ŰĐëÓëÉŽ”ÀÄÚŸÏàÇĐČąÓëÎĐÊÒÖáÏßÇăĐ±Ò»¶šœÇ¶ÈŠÈÈçÍŒ9-3-4ËùÊŸĄŁ
ÉèĆçÉ俌ĆçłöÆűÁśËÙ¶ÈÎȘvŁŹÆäÇĐÏò·ÖÁżÎȘvŠÓŁŹÖáÏò·ÖÁżÎȘvsŁŹÔòŁș
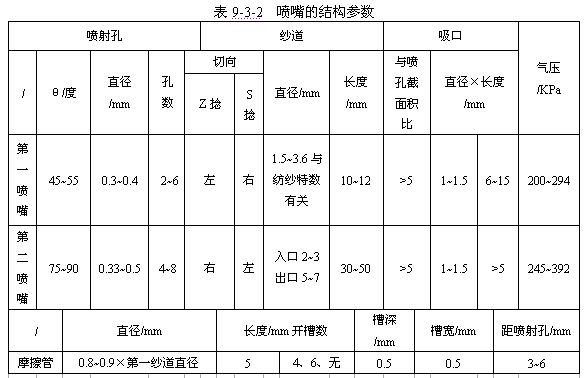
ÇĐÏò·ÖÁżvŠÓÊčÖźČúÉúÎĐÁśŁŹÊčÉŽÌőĐęŚȘŁŹÖáÏò·ÖÁżvsÔòÓĐÀûÓÚĐęŚȘÎĐÁśÏòÇ°Ô˶ŻŁŹĆĆłöŁŹČąÊčÎüżÚČúÉúÒ»¶š”ÄžșŃ裏ÒÔÀûÒęÉŽĄŁÎȘÁËÊ”ÏÖŐ곣·ÄÉŽŁŹÁœĆçŚìŸßÓĐȻ͏”ÄÆűÁśĐęŚȘ·œÏòŒ°ËÙ¶ÈŁŹ”Ú¶țĆçŚì”ÄÆűÁśĐęŚȘËٶȎóÓÚ”ÚÒ»ĆçŚìŁŹËùÒÔÁœĆçŚìĆçÉ俌ÓëÉŽ”ÀÄÚŸÏàÇДķœÏòȻ͏ ŁŹĆçÉäœÇ”ÄŽóĐĄŒ°ÆűÊÒÆűŃčÒČČ»ÏàÍŹŁŹŒû±í9-3-2ĄŁ
Łš¶țŁ©ŒÓÄíÆś”ÄŒÓÄíÔÀí ŒÓÄíÆś”ÄŒÓÄíÔÀíÈçÍŒ9-3-5ËùÊŸŁŹ”±ÏËÎŹÀëżȘÂȚÀÇŻżÚ1œűÈëŒÓÄíÆśÊ±ŁŹÓÉÓÚ”Ú¶țĆçŚì4ŚśÓĂÓÚÉŽÌőÉÏ”ÄĐęŚȘÁŠŸŰÔ¶ŽóÓÚ”ÚÒ»ĆçŚì2ŁŹËùÒÔÔÚÇ°ÂȚÀÖÁÒęÉŽÂȚÀ5ÖźŒäĐÎłÉŒÙÄíŁŹČąÏòĆçŚì”ÄÁœžö·œÏòÖáÏòŽ«”ĘŁŹÊč”Ú¶țĆçÉ俌ÖÁÇ°ÂȚÀÇŻżÚ”ÄÉŽÌőÉϱ»ŒÓÉÏÁËSÏòÄí»ŰĄŁ”ÚÒ»ĆçŚì”ÄÆűÁśĐęÏòÓë”Ú¶țĆçŚìÏà·ŽŁŹÊčÉŽÌőŚśËłÊ±Őë·œÏò”ĻیȘŁŹ”«ÒòÎȘÆäÆűÁś»ŰŚȘËٶȔÍÓÚ”Ú¶țĆçŚìŁŹčÊœö¶Ô”ÚÒ»ĆçŚìÖÁÇ°ÂȚÀÇŻżÚÒ»¶ÎÉŽÌőÆđÍËÄ팜ÓĂŁŹÊčÆ䱣łÖČ»ÖÁÓÚ¶ÏÍ·”ÄSÏòÈőÄíĄŁŽÓÇ°ÂȚÀËÍłö”ÄĐëÌőÓĐÒ»¶š”Äżí¶ÈŁŹŽŠÓÚ±ßÔ””ÄÏËÎŹŁŹÔÚÆäÍ·¶ËÀëżȘÇ°ÂȚÀșóŁŹÒòÊÜÁœĆçŚìŐę·ŽŚȘÏòŐń¶ŻÓ°Ï쌰ƀčőĄąÂȚÀ”ÄÄŠČÁĄąÖÜΧÆűÁś”ÄŚśÓöűÆ«ÀëĐëÌőłÉŚÔÓÉŚŽÌŹŁŹŐâÖÖÎȶˎŠÓÚÇ°ÇŻżÚĐëÌőÖĐŁŹÍ·¶ËŽÓĐëÌőÖĐ·ÖÀëłöÀŽ”ÄÏËÎŹ±»łÆÎȘĄ°Í·¶ËŚÔÓÉÏËÎŹĄ±ĄŁÍ·¶ËŚÔÓÉÏËÎŹ”ÄÎȶËÔÚÀëżȘÇ°ÂȚÀÇŻżÚʱŁŹÓëÆäËüÏËÎŹÒ»Æđ±»ÄíÈëÉŽÖĐĄŁÍ·¶ËŚÔÓÉÏËÎŹÔÚ”ÚÒ»ĆçŚìžșŃč”ÄÎüÒęÏÂËæÉŽÌőÒ»Æđ±»ÎüÈëĆçŚìșóŁŹÓÉÓÚËüĂ»ÓĐÊÜ”œ”Ú¶țĆçŚìËùŒÓÄíÏò”ÄÓ°ÏìŁŹËùÒÔÔÚ”ÚÒ»ĆçŚìÆűÁś”ÄŚśÓĂÏÂŁŹÒÔ”ÚÒ»ĆçŚì”ÄÆűÁśĐęÏòËÉÉą”Ű°üČűÔÚÉŽĐŸ”ÄÍâĂæŁŹĐÎłÉÉŽĐŸÎȘ SÄíŁŹÍâČăÏËÎŹÎȘ ZÄí”ÄÉŽÌőĄŁ
ÉŽÌőŸčę”ÚÒ»ĆçŚì”ÄĆçÉ俌șóŁŹÒò”ÚÒ»Ąą”Ú¶țĆçŚìžűŐâ¶ÎÉŽÌőÉÏËùŒÓ”ÄÄí»Ű·œÏòÏàÍŹŁŹÒòŽËÉŽĐŸÉÏ”ÄSÄíÔö¶àŁŹÏËÎŹ±§șÏœôĂÜĄŁÉŽÌőœűÈëÄŠČÁčÜ3ŁŹ”ÚÒ»ĆçŚìÆűÁśŚÔŽËĆĆłöŁŹĐęŚȘËٶȌőÈőŁŹÉŽÌőÊܔڶțĆçŚìœÏÇżĐęŚȘÆűÁś”ÄÓ°ÏìŁŹŚś·ŽÊ±Őë·œÏò»ŰŚȘŁŹÔÚÄŠČÁčܱڔÄÄŠČÁŚśÓĂÏÂŁŹÊčÍâČăČűÈÆ”ÄÍ·¶ËŚÔÓÉÏËÎŹœÏœôĂÜ”ŰÒÔZ ÏòČűÈÆÔÚÉŽÌő±íĂæĄŁÉŽÌőœűÈë”Ú¶țĆçŚìŁŹŸčę”Ú¶țĆçÉ俌șóŁŹÉŽĐŸSÏò”ÄŒÙÄíżȘÊŒÍËÄíŁŹÍËÄí·œÏòÍŹÍâČăČűÈÆÏËÎŹ”ÄÈÆÏòŁšZÏòŁ©Ò»ÖÂŁŹÊčÍâČă°üČű”ÄÍ·¶ËŚÔÓÉÏËÎŹÒòÊܔڶțĆçŚìÉŽ”À”ÄÄŠČÁŚśÓöűÓúČűÓúœôĄŁÓÉÓÚÍ·¶ËŚÔÓÉÏËÎŹ”Ä°üČűŁŹŒÓŽóÁËÉŽÌő”ÄÏòĐÄŃčÁŠŁŹÔöŒÓÁËÉŽĐŸÏËÎŹŒä”ÄÄŠČÁŁŹÊčĐŸÉŽÄí¶ÈČ»ÒŚÍËÍêĄŁÓÉŒÓÄíÆśłöÀŽ”ÄÉŽÌőŁŹŒŽłÉÎȘÉŽĐŸ»ù±ŸÆœĐĐĆĆÁĐŁŹ±íĂæŸßÓĐ Z ÏòÄí»Ű”ÄĆçÆűÉŽĄŁ
ŁšÈ꣩ӰÏìŐ곣·ÄÉŽ”ÄÒòËŰ ÔÚĆçÆű·ÄÉŽ”ÄŒÓÄíčęłÌÖĐŁŹłęŒÓÄíÆś”ÄœáččČÎÊęÍ⣏ӰÏìŐ곣·ÄÉŽ”ÄÒòËŰÓĐŁș
ą±Ç°ÂȚÀÊäłöĐëÌő”Äżí¶È Ç°ÂȚÀÊäłöĐëÌő±ŰĐëÓĐÒ»¶š”Äżí¶ÈŁŹÒÔ±ăÊč±ßÏËÎŹ”Ă”œÀ©ÉąŁŹŸùÔÈ”ŰČúÉúÏà”±ÊęÁż”ÄÍ·¶ËŚÔÓÉÏËÎŹŁŹ”«čężíÔòÒŚÊčÏËÎŹÉąÊ§ŁŹËùÒÔĐëÌőżí¶ÈÒ»°ăÒÔ5mmÎȘÒËĄŁ
ąČÇ°ÂȚÀÖÁ”ÚÒ»ĆçŚìŒä”ÄŸàÀ룏ÎȘ·ÀÖčĆçŚìÎüżÚÖáÏòÎüÒęÔìłÉĐëÌő¶ÏÁŃŁŹÓŠÊčÇ°ÇŻżÚÖÁ”ÚÒ»ĆçŚìŒä”ÄŸàÀëĐĄÓÚÏËÎŹ”ÄÖśÌ泀¶ÈŁŹ”«žĂŸàÀëčęĐĄŁŹ»áÓ°ÏìÍ·¶ËŚÔÓÉÏËÎŹ”ÄČúÉúŁŹËùÒÔŐâÒ»ŸàÀëÒ»°ăżŰÖÆÔÚ5~12mmŁŹ”±·ÄÉŽÌŰÊęĐĄ»òÏËÎŹ¶ÌÊ±Æ«ĐĄŐÆÎŐĄŁ
ąłŐĆÁŠÇŁÉì ŐĆÁŠÇŁÉìÓĐÎčÈëșÍŸíÈÆÖź·ÖŁŹÎčÈëŐĆÁŠÇŁÉìÒČłÆÎčÈë±ÈŁŹŒŽÒęÉŽÂȚÀÏßËÙ¶ÈÓëÇ°ÂȚÀÏßËÙ¶ÈÖź±ÈĄŁÎȘÁËÊč·ÄÉŽčęłÌÖĐĐëÌő±ŁłÖ±ŰÒȘ”ÄËÉłÚŚŽÌŹÒÔÀûÓÚÍ·¶ËŚÔÓÉÏËÎŹ”ÄČúÉúșÍĐÎłÉÎȶš”ÄÆűÈŠŁŹÎčÈë±ÈÓŠĐĄÓÚ1ŁŹÒ»°ăżŰÖÆÔÚ0.96~0.98ĄŁ
ÎȘÊčÍȌӔijÉĐÎÁŒșĂŁŹČąŒőÉÙ¶ÏÍ·ŁŹŸíÈÆÂȚÀÓëÒęÉŽÂȚÀÖźŒäÓĐÒ»¶š”ÄŐĆÁŠÇŁÉìŁŹÒČłÆÎȘŸíÈĄÇŁÉìŁŹÒ»°ăżŰÖÆÔÚ0.98~1.00ĄŁ
ÈꥹĆçÆű·ÄÉŽ”ÄłÉÉŽÌŰ”ă
ŁšÒ»Ł©ĆçÆűÉŽ”Äœáčč ĆçÆűÉŽÊôÓÚ°üČű·ÄÉŽŁŹÆä»ù±ŸœáččÓÉÉŽĐŸșͱíČăÁœČż·ÖŚéłÉŁŹÉŽĐŸÊÇÆœĐĐ”ÄÖ»ÓĐÉÙÁżŒÙÄí”ÄÏËÎŹÊűŁŹ±íČăÊÇÓĐÒ»¶šÄíÏò”ÄÍ·¶Ë°üČűÏËÎŹŁŹĆçÆűÉŽ”ÄœáččÓĐÒÔÏÂŒžžöÌŰ”ăŁș
ą±ččłÉÉŽĐŸ”ÄÏËÎŹÓë°üČűÏËΏȹûÓĐĂśÏԔĜçÏߣŹ°üČűÏËÎŹÔÚÉŽÌćÄÚÍâÓĐŚȘÒÆŁŹ”«·ŽžŽ”ÄŽÎÊęÉÙŁŹ¶àłÊČ»čæÔòÔČÖùĐÎÂĘĐęÏߣŹŐæŐęÔÚÉŽĐŸ”ÄƜֱÏËÎŹÖ»ÓĐ13%~32%ŁŹ¶űÆđ°üČűŚśÓĂ”ÄÏËÎŹÔòŐŒ60%~70%ŁŹŐâ˔ÜÔÚŒÓÄíÈęœÇÇűŁŹŽó¶àÊęÏËÎŹłÊÓÎÀ댎±»ÎüÈë”ÚÒ»ĆçŚìĄŁ
ąČÏËÎŹ”ÄÉìÖ±¶ÈČŸßÓĐžśÖÖÍäÇúĄąŽòÈŠŁŹ60%ÒÔÉÏ”ÄÏËÎŹÍ·ÎČÍâÇÌŽòÈŠĄŁ
ąłÓÉÓÚÏËÎŹÊÇŚÔÓɶ˰üČűŁŹËùÒÔÆä°üČűČ»čæÔòŁŹÂĘĐęœÇ±ä»ŻœÏŽóąÌÔŒÔÚ10~90Ąă·¶Î§Äڱ仯ĄŁ
Łš¶țŁ©ĆçÆűÉŽ”ÄłÉÉŽÌŰ”ă ĆçÆűÉŽ”ÄłÉÉŽœáč裏Ÿö¶šÁËÆäłÉÉŽÌŰ”ăŒ°ÍâčÛÖÊÁżŁŹĆçÆűÉŽÓë»·¶§ÉŽ”ÄÖÊÁż¶Ô±ÈŒû±í9-3-3ĄŁ
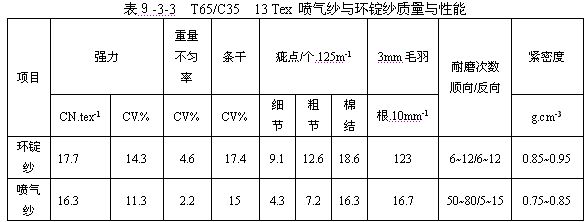
ŽÓ±íÖĐÊęŸĘżÉÒÔżŽłöŁș
ą±ĆçÆűÉŽ”ÄÇżÁŠœÏ»·¶§ÉŽ”ÍŁŹŽż”ÓÂÚ»ò”ÓÂÚ»ì·ÄÉŽ”ÄÇżÁŠÔŒ”Í10%ĄȘ20%ŚóÓÒŁŹŽżĂȚÉŽÒòÎȘÏËÎŹŐûÆë¶ÈČł€¶È¶Ì¶űÇżÁŠœÏ»·¶§ÉŽ”ÍÔŒ30%~40%ŁŹ”«ÇżÁŠČ»ÔÈÂʜϻ·¶§ÉŽ”ÍĄŁÔÚŸÄíÏßșóÆäÇżÁŠÌážß”ıÈÀę±È»·¶§ÉŽŽóŁŹ”„ÇżżÉŽï”œ»·¶§”Ä94%ŁŹÆäÔÒòÔÚÓÚĆçÆűÉŽŸșÏčÉŒÓÄíșó”ÄčÉÏßœáččÍŹÁœžùĐëÌőÒ»ÆđŒÓÄí”Ä”„ÉŽÒ»ŃùŁŹĂ»ÓĐÒ»°ăčÉÏß”ÄÍâčÛĄŁ
ąČĆçÆűÉŽ”ÄÖŰÁżČ»ÔÈÂÊŁŹÌőžÉČ»ÔÈÂÊŸù±È»·¶§ÉŽșĂŁŹĆçÆűÉŽÔÚŒÓÄíčęłÌÖĐŁŹČż·ÖÔÓÖÊÍŹ±»ÆűÁśŽ”ÂäŽűŚßŁŹÒò¶űĆçÆűÉŽ”ÄŽÖÏžœÚĄąĂȚœá¶ŒœÏ»·¶§·ÄÉŽÉÙŁŹ”«ÓÉÓÚłÉÉŽÏËÎŹ”Ä”„ÏòĐÔÊčÍËÈÆșóșÚ°ćÌőžÉłöÏÖĂȚœáœÏ¶àĄŁ
ąłÓÉÓÚĆçÆűÉŽÎȘ°üČűœáč裏ËùÒÔÆäłÉÉŽÖ±Ÿ¶œÏÍŹÌŰ»·¶§ÉŽŽÖŁŹœô¶ÈœÏ»·¶§ÉŽĐĄŁŹÍâč۱ȜÏĆîËÉŁŹ”«ÒòÆäÄí¶ÈŽóŁŹ±íČăÏËÎŹ¶šÏò¶ÈœÏČËùÒÔÊÖžĐ±ÈœÏŽÖÓČĄŁ
ąŽÓÉÓÚĆçÆűÉŽÊÇÀûÓĂŒÙÄí·œ·šłÉÉŽ”ÄŁŹÉŽĐŸÄí¶ÈÉő”ÍŁŹËùÒÔÄí¶ÈÎȶšŁŹÎȚĐëÓĂŐôÉŽ¶šÄíÀŽÏûłęÉŽÌő”ÄĆ€ÓŠÁŠĄŁ
ą”ĆçÆűÉŽ¶ÔÍâœçÄŠČÁ”ĔֿčÓĐ·œÏòĐÔŁŹÒòÎȘĆçÆűÉŽÖśÒȘÊÇÏËÎŹÍ·¶Ë°üČűŁŹÈôÓĂÊÖÖžŃŰłÉÉŽ·œÏòčζŻŁŹÉŽ±íĂæč⻏ÎȚÒìłŁŁŹÄÍÄ„ŽÎÊęœÏŽóŁŹÈô·ŽÏòčζŻŁŹÔòÉŽ±íĂæ»áłöÏÖÁŁÁŁĂȚœáŁŹÏËÎŹŃŰÖáÏò»Ź¶ŻŁŹÉőÖÁ¶ÏÁŃŁŹËùÒÔÄæÏòÄŠČÁŁŹÄÍÄ„ŽÎÊęœÏĐĄĄŁŐâÖÖ·œÏòĐÔÊčĆçÆűÉŽÔÚșóŒÓč€ÖĐČ»ÒËŸ¶àŽÎ”čÍČșÍÄ„ČÁŁŹÉŽÏßÇżÁŠœ«Ëæ”čÍČŽÎÊę”ÄÔöŒÓ¶űœ””ÍĄŁÔÚŚéłÉÖŻÎïșóŁŹÓÉÓÚĆçÆűÉŽÖ±Ÿ¶ŽóŁŹČŒÉíœôĂÜŁŹșńÊ”ŁŹÄ„ËđÖ§łÖĂæŽóŁŹËùÒÔÄÍÄ„ĐÔÄÜÓĆÓÚ»·¶§ÖŻÎïĄŁ
ą¶ĆçÆűÉŽ”ÄÉŽĐŸÆœÖ±ŁŹÍâ°üÍ·¶ËŚÔÓÉÏËÎŹŁŹÒòŽËÔÚșóŒÓč€čęłÌÖĐœÏ»·¶§ÉŽ”ÄÉìł€ĐĄŁŹËő¶ÈÒČĐĄŁŹËùÒÔ»úÖŻËőÂÊĄąŐëÖŻșóËőÂÊŸùœÏ»·¶§ÉŽ”ÍĄŁ
ą·ÒòÎȘĆçÆűÉŽ·ÄÉŽčęłÌÖĐÏËÎŹÔÚÉŽÖДČȘÒÆČËùÒÔĆçÆűÉŽ”ĶÌĂ«Óđ¶àŁŹ3mm”Äł€Ă«ÓđœÏ»·¶§ÉŽÉÙĄŁ
|





