| ŚȘ±·ÄÉŽŁș
Ò»Ąą ŚȘ±·ÄÉŽžĆÊö
ŁšÒ»Ł©ŚȘ±·ÄÉŽ»ú”Ä·ąŐč ŚÔ1965Äê”Úһ̚ŚȘ±·ÄÉŽ»úÔÚœĘżËĂæÊÀŁŹŸčęœüËÄÊźÄê”ÄČ»¶ÏžÄœűÓëÍêÉÆŁŹŚȘ±·ÄÉŽ”ÄÓĆÔœĐÔÈŐÒæ±»ÈËĂÇœÓÊÜșÍÈÏżÉŁŹÆäÊčÓĂ·¶Î§ÒѱéČŒĂȚĄąĂ«ĄąÂ饹˿Œ°»ŻÏ˔ȞśÖÖÏËÎŹÁìÓòĄŁÄżÇ°ŁŹÊÀœçŚȘ±·ÄÉŽ”ÄŚÜÍ·ÊęÒŃŐŒ”œ·ÄÉŽ¶§”Ä5%ĄŁ
ŚȘ±·ÄÉŽ»ú”Ä·ąŐčŸčęÁËËÄžö·ąŐčœŚ¶ÎŁŹÈç±í9-2-1ËùÊŸĄŁ
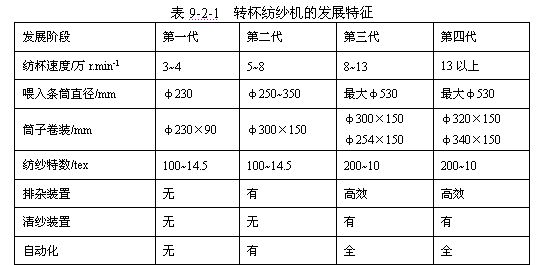
ŽÓ±íÖĐżÉÒÔżŽłöŁŹŚȘ±·ÄÉŽ»ú”Ä·ąŐčÇśÊÆÊÇÌážßËÙ¶ÈŁŹÔöŽóŸíŚ°ŁŹÀ©ŽóÊÊ·Ä·¶Î§ŁŹœűÒ»ČœÌážßłÉÉŽÖÊÁżŒ°É豞”ÄŚÔ¶Ż»ŻłÌ¶ÈĄŁ
ÎÒčúÓÚ20ÊÀŒÍ70ÄêŽúÏÈșóÉúČúÁËCW2ĄąA591ĄąSQ1ĐÍ”ÚÒ»ŽúŚȘ±·ÄÉŽ»úŁŹ20ÊÀŒÍ80ÄêŽúÖÁœńŁŹÏÈșóÉúČúÁËFA601ĄąFA601AĄąCR2.ĄąF1603ĄąTQF268ĄąF1631Đ͔ڶțŽúŚȘ±·ÄÉŽ»úŁŹŸčęČ»¶Ï”ŰžÄœűșͱäÆ””śËÙĄąÍŹČœŽűŽ«¶ŻĄąPC»úżŰÖÆ”ÈÏÈœűŒŒÊő”ÄČÉÓĂŁŹĐÂĐÍŚȘ±·ÄÉŽ»ú”Ä·ÄÉŽĐÔÄÜÒŃŽï”œčúÍâÍŹÀà»úĐÍ”ÄËźÆœĄŁ
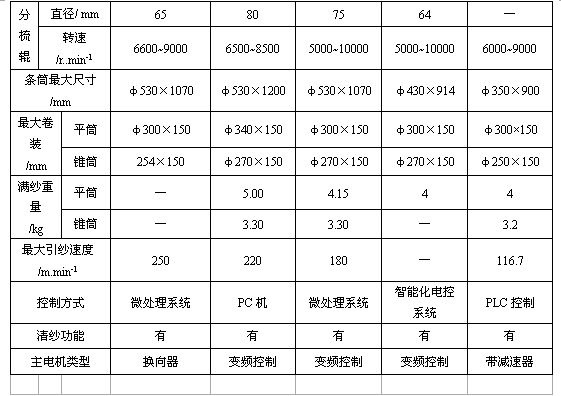
ŚȘ±·ÄÉŽ»ú”ÄŒŒÊőÌŰŐśŒû±í9-2-2ĄŁ
Łš¶țŁ©ŚȘ±·ÄÉŽ»ú”Äč€ÒŐčęłÌ ŚȘ±·ÄÉŽ»ú”Äč€ÒŐčęłÌÈçÍŒ9-2-1ËùÊŸŁŹĂȚÌőŸÀź°ÈżÚ8ŁŹÓÉÎčžűÂȚÀ7șÍÎčžű°ć9»șÂęÎčÈ룏±»±íĂæ°üÓĐœđÊôŸâÌő”Ä·ÖÊáčő1·ÖœâÎȘ”„žùÏËÎŹŚŽ
ÌŹșóŁŹŸÊäËÍčÜ”À±»±ÄÚłÊžșŃčŚŽÌŹŁš·ç»úłéÎü»òĆĆÆűżŚĆĆÆűŁ©”Ä·ÄÉŽ±2ÎüÈ룏ÓÉÓڷıžßËÙ»ŰŚȘ”ÄÀëĐÄÁŠŚśÓĂŁŹÏËÎŹŃ۱±Ú»ŹÈë·Ä±ÄęŸÛÔăÄęŸÛłÉÏËÎŹĐëÌőŁ»ÉúͷʱŁŹÏÈœ«Ò»žùÉŽÏßËÍÈëÒęÉŽčÜżÚŁŹÓÉÓÚÆűÁś”ÄŚśÓĂŁŹŐâžùÉŽÏßÁąŒŽ±»ÎüÈë±ÄÚŁŹÉŽÍ·ÔÚÀëĐÄÁŠ”ÄŚśÓĂϱ»ĆŚÏòÄęŸÛÔ㣏ÓëÄęŸÛĐëÌőŽîœÓ

ÆđÀŽŁŹÒęÉŽÓÉÒęÉŽÂȚÀ5ÎŐłÖÊäłöŁŹÌùžœÓÚÄęŸÛĐëÌő”ÄÒ»¶ËșÍÄęŸÛĐëÌőÒ»ÆđËæ·ÄÉŽ±”ĻیȘŁŹÒò¶ű»ń”ĂÄí»ŰĄŁÓÉÓÚÄí»ŰŃŰÖáÏòÏòÄęŸÛÔăÄÚ”ÄĐëÌőŽ«”ĘŁŹÊč¶țŐßÁŹÎȘÒ»Ì棏±ăÓÚ°țÀ륣ɎÌőÔÚŒÓÄí”ÄčęłÌÖĐÓëŚèÄíÍ·ÄŠČÁČúÉúŒÙÄ팜ÓĂŁŹÊč°țÀë”ăÖÁŚèÄíÍ·Ò»¶ÎÉŽÌőÉÏ”ÄÄí»ŰÔö¶àŁŹÓĐÀûÓÚŒőÉÙ¶ÏÍ·ŁŹÒęÉŽÂȚÀœ«ÉŽÌőŚÔ·ÄÉŽ±ÖĐÒęłöșóŁŹŸŸíÈÆÂȚÀ4ŸíÈÆłÉÍČŚÓ3ĄŁ
ŚȘ±·ÄÉŽ»ú”ÄÖśÒȘČżŒțĄȘĄȘ·ÄÉŽ±5ĄąÎčžű»účč1Ąą2Ąą3ŁŹ·ÖÊáčő4ĄąÒęÉŽčÜ8ĄąŚèÄíÍ·11”ÈŚéłÉÁËÒ»žöÉúČú”„ÔȘŁŹłÆÎȘ·ÄÉŽÆśĄŁ°Ž·ÄÉŽ±ÄÚžșŃčČúÉú”Ä·œÊœŁŹ·ÄÉŽÆśżÉ·ÖÎȘŚÔĆĆ·çÊœșÍłéÆűÊœÁœŽóÀàŁŹŚÔĆĆ·çÊœ·ÄÉŽÆś”ÄœáččÈçÍŒ9-2-2ËùÊŸĄŁĂżÒ»žö·ÄÉŽÆśżÉ·ÄłöÒ»žùÉŽŁŹčÊłÆÎȘÒ»žöÍ·ĄŁŚȘ±·ÄÉŽ»úÎȘË«Ăæ¶àÍ·œáččŁŹÒ»°ăһ̚ł”ÎȘ200¶àÍ·ĄŁ
¶țĄąŚȘ±·ÄÉŽ”ÄÇ°·Äč€ÒŐÓëÉ豞
ŁšĄȘŁ©ŚȘ±·ÄÉŽ”Äč€ÒŐÌ۔㠌Ș±·ÄÉŽÒòÆä·ÄÉŽÔÀ팰É豞»účč
ÍêÈ«Č»ÍŹÓÚ»·¶§·ÄÉŽŁŹŽÓ¶űŸö¶šÁËËüŸßÓĐȻ͏”Äč€ÒŐÌŰ”ăŁș
ą±ČÉÓĂÎŐłÖ·ÖÊᣏÆűÁśÊäËÍ”ÄÇŁÉìĐÎÊœŁŹ±ÜĂâÁËÒòÂȚÀÇŁÉìŚ°ÖĂŚŽÌŹČ»ÁŒÔìłÉ”ÄĄ°»úДȚĄ±șÍÒòÏËÎŹÔÚÇŁÉìÇűÄÚ”ÄČ»čæÔòÔ˶ŻÔìłÉ”ÄĄ°ÇŁÉìČšĄ±ĄŁËùÒÔŚȘ±·ÄÉŽ»úżÉÊÊÓŠŽóÓÚ9 mmŁŹÓÖĐĄÓڷıֱŸ¶”ÄžśÀàÏËÎŹŁŹČąÊÊ·ÄÏËÎŹŽÖÏžČîÒìœÏŽó”ÄŽż·ÄÓë»ì·ÄĄŁ
ąČČÉÓĂÁËÒęÉŽÂȚÀÎŐłÖŁŹ·Ä±»ŰŚȘ”ÄŒÓÄí·œÊœŁŹżÉÔÚÖáłĐ”ÄÔÊĐíÏȚ¶ÈÄÚÌážß·Ä±ŚȘËÙŁŹÈçČÉÓĂŒäœÓÖáłĐ»òŽĆĐüžĄÖáłĐŁŹ·Ä±”ÄŚȘËÙżÉÒÔÔöŒÓ”œ13ÍòŚȘ/·ÖÒÔÉÏĄŁ
ąłÔڷı»ŰŚȘÒ»¶šÊ±Œäș󣏷ıÄÚÄęŸÛÔăÖĐ»áŸÛ»ęłŸÔÓŁŹÓ°ÏìłÉÉŽŸùÔȶÈșÍ·ÄÉŽ¶ÏÍ·ÂÊŁŹłŸÔÓ»ęŸÛ”ĶàÉÙÓëÔÁÏÖÊÁżŁŹÇ°·ÄÇćÊá”ÄżȘËÉłęÔÓЧčûÓĐčŰĄŁ
ąŽÒÀżżÆűÁśÊäËÍČąÖŰĐÂÄęŸÛĆĆÁĐŁŹÊčłÉÉŽÖĐ”ÄÏËÎŹÉìֱƜĐжÈșÜČŒÓÖź·ÖÊáčőÊáÀíʱŁŹœôÌùÓÚÎčžű°ćșÍ·ÖÊáčőÇ»±Ú”ÄĐëÌőČăĂ»ÓĐÊÜ”œÊáÀíŁŹÈôÎčÈëĂȚÌőÖĐÏËÎŹ”Ä·ÖÀë¶ÈœÏČîʱŁŹČ»œöżÉÄÜÔìłÉÏËÎŹ”ÄËđÉËŁŹ¶űÇÒ»áÒòÏËÎŹÊűœÏ¶àÒęÆđłÉÉŽÌőžÉ¶ń»ŻŁŹ¶ÏÍ·ÔöŒÓĄŁ
ą”ÓÉÓÚŚȘ±ÉŽÖĐÏËÎŹĆĆÁĐ”ÄÉìֱƜĐжÈČŚȘ±ÉŽÒȘ±ŁÖ€Ò»¶š”ÄÇżÁŠŁŹÉŽÌőœŰĂæÄڟͱŰĐëŸßÓĐÒ»¶š”ÄÏËÎŹžùÊ꣏ËùÒÔŚȘ±·Ä·Äžß֧ɎœÏÎȘÀ§ÄŃŁŹčÊŚî”ÍÊÊ·ÄÌŰÊęÈÔžßÓÚ»·¶§·ÄÉŽĄŁ
Łš¶țŁ©ŚȘ±·ÄÉŽ¶ÔÇ°·Äč€ÒŐ”ÄÒȘÇó
ą±ÏËÎŹÖДijŸÔÓÓŠŸĄÁżÔÚÇ°·Äč€ÒŐÖĐÈ„łę ŸĄčÜŚȘ±·ÄÉŽ»úČÉÓĂÁËĆĆÔÓŚ°ÖĂŁŹ”«ÓÉÓÚÎąłŸÓëÏËÎŹ”ıÈÖŰČîÒìĐĄŁŹČ»ÒŚÇćłęžÉŸ»ŁŹ¶űÇ°·Ä耳ÌÖĐÈŽżÉÒÔșÜÈĘÒŚ”ŰĄąŸĄÔç”ŰÈ„łęŐâĐ©ÎąłŸŁŹČ»œöÀûÓÚÌážßłÉÉŽÖÊÁżŁŹ¶űÇÒÓĐÀûÓÚœ””ÍŚȘ±·ÄÉŽ»úÖÜΧ”Ä»ÒłŸŁŹžÄÉÆ而ś»·ŸłĄŁ
ąČÌážßÎčÈëĂȚÌőÖĐÏËÎŹ”Ä·ÖÀë¶ÈșÍÉìֱƜĐĐ¶È ŒÓÇżÇćÊáżȘËÉĄą·ÖÊጜÓĂŁŹÌážßÏËÎŹ·ÖÀë¶ÈŁŹÀûÓĂČąÌő»ú”ÄÇŁÉìŚśÓĂŁŹÊčÏËÎŹÉìֱƜĐĐŁŹÒÔŒőÉÙ·ÖÊáčő·ÖÊáʱ”ÄÏËÎŹËđÉËŁŹÌážß·ÄÉŽÇżÁŠĄŁ
ŁšÈ꣩ŚȘ±·ÄÉŽ”ÄÇ°·Äč€ÒŐÓëÉ豞
ą±ÇćÊáč€Đò ÎȘÁËÊÊÓŠŚȘ±·ÄÉŽ”ÄÒȘÇóŁŹŸĄÁżÈ„łęÏËÎŹÖĐ”ÄÎąłŸŁŹÇćÊáč€ĐòÓŠŽÓÒÔÏ·œĂæÀŽżŒÂÇŁș
Łš1Ł© ÀûÓĂÎü·çÀŽŒÓÇż¶ÔÎąłŸ”ÄÇćłęĄŁ
Łš2Ł© ÔÚżȘÇćĂȚč€ĐòÖĐŁŹÀûÓĂŽÌčőÀŽŒÓÇż¶ÔÏËÎŹ”ÄżȘËÉŚśÓĂŁŹÊčÏËÎŹÔÚœűÈëÊáĂȚ»úÇ°ŒŽ·ÖœâÎȘ”„žùÏËÎŹŚŽÌŹŁŹÊčÔÓÖÊÄÜłä·ÖÂäÏÂŁŹŸĄÔçĆƳꥣ
Łš3Ł©ČÉÓĂĐÂĐÍžßČúÊáĂȚ»úŁŹłä·ÖÀûÓĂžœŒÓ·ÖÊáÔȘŒțŒ°¶à”ăłęłŸÎü·çżÚÀŽŒÓÇż¶ÔÏËÎŹ”Ä·ÖÊáłęÔÓŚśÓĂŁŹÒČżÉČÉÓĂË«ÁȘÊœÊáĂȚ»úŁŹÓÉÓÚŽËÀàÉ豞ČÉÓĂÁœŚéÊáÀí»úččÏàŽźÁȘŁŹÆäÊáÀíĂæ»ęŁŹłęÔÓÇűÓòŽóÎȘÔöŒÓŁŹÈçÍŒ9-2-3ËùÊŸĄŁË«ÁȘÊáĂȚ»ú»úč螎ÔÓŁŹÎŹĐȚČ»±ăŁŹËùÒÔÔÚÉúČúÖĐÓŠÓĂœÏÉÙĄŁ
ąČČąÌőč€Đò žùŸĘŚȘ±·ÄÉŽč€ÒŐÁśłÌ¶ÌŁŹłÉÉŽÇżÁŠ”Í”ÄÌ۔㣏ÌážßÏËÎŹÉìֱƜĐжÈșÍœ””ÍÊìÌőÖŰÁżČ»ÔÈÂÊŸÍłÉÎȘÈ·¶šČąÌő”ÀÊę”ÄÖŰÒȘÒÀŸĘŁŹŽÓłÉÉŽ”ÄÇżÁŠżŒÂÇŁŹ¶ț”ÀČąÌőÓĆÓÚÒ»”ÀČąÌőĄŁČąÌő”ÀÊęčę¶àŁŹ»áÓÉÓÚÖŰžŽÇŁÉìŽÎÊę¶à¶űÓ°ÏìĂȚÌő”ÄÌőžÉŸùÔÈ¶ÈŁŹÌ۱đÊÇÔÚÔÁÏœÏČî”ÄŚȘ±·ÄÉúČúÖĐŁŹČąÌő¶ÔÌőŚÓÖÊÁż”ÄžÄÉÆŚśÓĂșÜĐĄŁŹÔÚÊáĂȚ»úÉÏŚ°ŒÓŚÔ”śÔÈŐûŚ°ÖĂÔòÄ܎œÏșĂ”ÄЧčûĄŁËùÒÔÔÚÖÊÁżÒȘÇóœÏ”͔ĎÖÌŰÉŽŒ°·Ï·ÄʱŁŹżÉČÉÓĂÒ»”ÀČąÌő»òÖ±œÓÉúÌőÎčÈ륣ÏËÎŹ”ÄÍäčł·œÏò¶ÔŚȘ±·ÄÉŽÎȚÏÔÖűÓ°ÏìĄŁ
¶țĄąŚȘ±·ÄÉŽ»ú”ÄÎčžű·ÖÊáČż·Ö
Îčžű·ÖÊá»účč”ÄŚśÓĂÊÇœ«ÎčÈëÌőŚÓ·ÖœâÎȘ”„ÏËÎŹŚŽÌŹŁŹÍŹÊ±œ«ÌőŚÓÖĐ”ÄÏžĐĄÔÓÖÊĆƳ꣏ÒԎÌážßÖÊÁżŁŹœ””ͶÏÍ·”ÄÄż”ÄĄŁ
ŁšÒ»Ł©Îčžű·ÖÊá»úččŒ°Æ䌜ÓĂ Îčžű·ÖÊá»účč”ÄĐÎÊœÒò»úĐͶűÒìŁŹ”«ŸùÓÉÎčžűÀź°È2ĄąÎčžű°ć1ĄąÎčžűÂȚÀ3șÍ·ÖÊáčő4ŚéłÉŁŹŁšŒûÍŒ3-2-4Łš1Ł©ĄąŁš2Ł©ËùÊŸŁ©Æ䌜ÓĂÊÇœ«ÌőŚÓŸùÔÈ”ŰÎŐłÖÎčÈ룏ȹ·ÖœâłÉ”„žùÏËÎŹŚŽÌŹșÍÇćłęËùșŹ”ÄÔÓÖÊĄąłŸĐŒĄŁ
ą±ÎčžűÀź°È ÎčžűÀź°ÈÓÉËÜÁÏ»òœșÄŸŃčÖƶűłÉŁŹÆäÍš”ÀœŰĂæŚÔÈëżÚÖÁłöżÚÖđœ„ÊŐËőłÉ±âÆœŚŽŁŹÌőŚÓÍščęÎčžűÀź°ÈŁŹÆäœŰĂæËæÖźÏàÓŠ±ä»ŻŁŹÒÔÌážßÏËÎŹŒä”ı§șÏÁŠŁŹČążÉÊčÌőŚÓșáœŰĂæșń±ĄŸùÔÈŁŹĂܶÈÒ»ÖÂŁŹÒÔ±ŁÖ€ÎčžűÂȚÀÓëÎčžű°ć¶ÔÌőŚÓ”ÄÎŐłÖÁŠ·ÖČŒŸùÔÈŁŹÓĐÀûÓÚ·ÖÊáčő”Ä·ÖÊᥣ
ÎčžűÀź°È”ÄÄÚ±Ú±ŰĐëč⻏ŁŹÒÔŒőÉÙÀź°ÈżÚ¶ÔÌőŚÓ”ÄÄŠČÁŚèÁŠŁŹ±ÜĂâČúÉúÒâÍâÇŁÉì¶űÆÆ»”ÁËÌőŚÓ”ÄŸùÔÈ¶ÈŁŹÎčžűÀź°ÈłöżÚœŰĂæłßŽçÓëÎčÈëÌőŚÓ”ĶšÁżÓĐčŰŁŹÒ»°ăÓĐ2ĄÁ7Ąą2ĄÁ9Ąą3ĄÁ9ÊęÖÖĄŁ
ąČÎčžűÂȚÀÓëÎčžű°ć ÎčžűÂȚÀÎȘÒ»č”ČÛÂȚÀŁŹÓëÎčžű°ćčČÍŹÎŐłÖŁŹČąœèÎčžűÂȚÀ”Ä»ęŒ«»ŰŚȘŁŹœ«ÌőŚÓÊäËÍžű·ÖÊáčő·ÖÊᥣÎȘ±ÜĂâÌőŚÓÊÜ·ÖÊáʱÏò·ÖÊáčőÁœ¶ËÀ©ÉąĄŁžűĂȚ°ć”ÄÇ°¶Ë±»ÉèŒÆłÉ°ŒŚŽŁŹÒÔÏȚÖÆÌőŚÓ”Äżí¶ÈĄŁÈçÍŒ9-2-5ËùÊŸĄŁ
ÎčžűÇŻżÚŃčÁŠÀŽŚÔÎčžű°ćÏ”ĔŻ»ÉŁŹÍščꔜœÚ”Ż»ÉÏ”ĔśœÚÂʶ€ŁŹżÉ”śœÚ”Ż»É”ÄŃčËőÁżžÄ±äÇŻżÚ”ÄŃčÁŠĄŁ
»úĐÍȻ͏ŁŹÎčžűÂȚÀ”ÄœáččŒ°Ž«¶ŻČ»ÍŹĄŁÓĐ”ÄÎȘ”„Í·œáč裏”„Í·ÂȚÀÓÉ·ÄÉŽ»úĂżÒ»Ăæ”ÄÒ»žùŽ«¶ŻÖáÉÏ”ÄÎÏžËÍščę»îÌŚÔÚÎčžűÂȚÀŸ±ÉÏŁŹÓÉ”çŽĆÀëșÏÆśżŰÖÆ”ÄÎÏÂÖŽ«¶ŻŁŹ”±ÉŽÏ߶ÏͷʱŁŹ”çŽĆÀëșÏÆśÓëÎÏÂÖÍŃżȘŁŹÎčžűÂȚÀŒ°Ê±ÍŁÖč»ŰŚȘŁŹÒÔ±ÜĂâ¶Ïͷʱ·ÄÉŽ±»ęŸÛÏËÎŹĄŁ
ÓĐ”ÄÉ豞ÁœČàžśÓĐÒ»žùÓɶàœÚÁȘœÓÆđÀŽ”ÄÎčžűÂȚÀŁŹĂżœÚ10~12Í·ŁŹÂȚÀÓÉł”Í·łĘÂÖÖ±œÓŽ«¶ŻĄŁ¶ÏÍ·ŚÔÍŁŚ°ÖĂÓëÂȚÀ»ŰŚȘÎȚčŰĄŁ
ął·ÖÊáčő ·ÖÊáčőÒ»°ăČÉÓĂÂÁșÏœđÌ„»ùŁŹ±íĂæÖČÒÔžÖŐ룏»òÒÔłĘÆŹĆĆÁĐŚéșÏŁŹ»ò°üžČœđÊôŐëČŒŁŹÖ±Ÿ¶ÔŒÔÚ60~80mmĄŁÈçÍŒŁč-2-6ËùÊŸĄŁ·ÖÊáčő”ÄŚśÓĂÖśÒȘÊǶÔÎčžűÂȚÀÓëÎčžű°ćÎŐłÖ”ÄĐëÌőœűĐĐ·ÖÊáŁŹÊ”ÏÖÏËÎŹÔÚ”„ÏËÎŹŚŽÌŹÏ”ÄĆĆÔÓÓëÊäËÍŁŹÎȘÏËÎŹ”ÄÖŰĐÂĆĆÁĐŚéșÏŚöŚŒ±žĄŁ
Łš¶țŁ©Ó°Ïì·ÖÊáЧčû”ÄÒòËŰ ŚȘ±·ÄÉŽ”ÄÎčžű·ÖÊáČż·ÖÊ”ÖÊÉÏÊÇËőĐĄÁË”ÄÊáĂȚ»úžűĂȚŽÌčőČż·ÖŁŹËùÒÔÆ䌜ÓĂÔÀ팰ӰÏìÒòËŰ»ù±ŸÀŚÍŹĄŁ
ą±·ÖÊá而śĂæ žűĂȚ°ćÓëżÇÌćÇ»±ÚčČÍŹŚéłÉÁË·ÖÊá而śĂæŁŹŒŽÎŐłÖ”ă1ÖÁ·ÖÊáčőÓëżÇÌćÇ»±ÚŚîĐĄžôŸàÇűÆđ”ă2”ÄÒ»¶Î»ĄŁŹÈçÍŒ9-2-7ËùÊŸĄŁÓÉÓÚ·ÖÊá而śĂæłÊ»ĄŚŽŁŹżÉÊč·ÖÊáčőłĘŒâÓë·ÖÊá而śĂæŒä”ÄŸàÀë±ä»Ż»șșÍŁŹĐëŽÔÄÚÍâÏËÎŹ”ÄÊáÀíČîÒìĐĄŁŹÓĐÀûÓÚ·ÖÊᥣÎȘŒæčË·ÖÊáЧčûșÍČ»ËđÉËÏËÎŹŁŹ·ÖÊá而śĂæł€¶ÈÓŠÉÔ¶ÌÓÚÏËÎŹ”ÄÖśÌ泀¶ÈŁŹ”±ÏËÎŹł€¶ÈÎȘ29~31mmʱŁŹ·ÖÊá而śĂæł€¶ÈÎȘ27~28mmŁŹ”±ÏËÎŹÖśÌ泀¶ÈÎȘ27mmʱŁŹ·ÖÊá而śĂæł€¶ÈÎȘ23~25mm.ĄŁ
·ÖÊá”ăžôŸà”ÄŽóĐĄŁŹŸö¶šÁËÎŽ±»ŐëłĘ·ÖÊá”ÄÏËÎŹČă”Äșń±ĄŁŹŽËžôŸàÓúŽóŁŹ±»ŐëłĘŚ„Śß”ÄÊűÏËÎŹ”ÄÊęÁżÓú¶àŁŹËùÒÔ·ÖÊá”ăžôŸàÒÔĐĄÎȘșĂŁŹÒ»°ăÎȘ0.15mm.ĄŁ
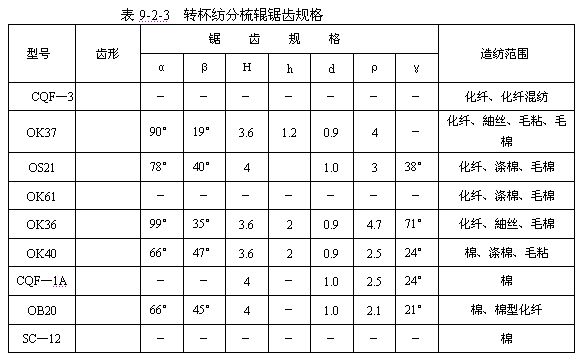
ąČŸâłĘčæžń ŸâłĘčæžńÊÇÖžŸâłĘ”Ä而śœÇĄąłĘŒâœÇĄąłĘ±łœÇĄąłĘžßĄąłĘÉłĘĂÜ”ÈŁŹÆäÖĐÒÔŸâłĘ而śœÇĄąłĘĂܶԷÖÊáÖÊÁż”ÄÓ°ÏìŚîŽóĄŁ
ŸâłĘ而śœÇ”ÄŽóĐĄÓëŒÓč€ÏËÎŹ”ÄĐÔÖÊÓĐčŰŁŹ·ÄĂȚʱŁŹÒòÄŠČÁÏ”ÊęœÏĐĄ¶űÒŚÓÚŚȘÒÆŁŹËùÒÔ而śœÇœÏĐĄÒÔÔöÇż·ÖÊáЧčûŁŹ»ŻÏËÒòÄŠČÁÏ”ÊęœÏŽó¶űŚȘÒÆÀ§ÄŃŁŹÎȘ·ÀÖčČűÈƶű而śœÇÒËŽóĐ©ĄŁ
łĘĂÜ·ÖŚĘÏòĂܶÈșÍșáÏòĂÜ¶ÈŁŹșáÏòĂܶÈÓÉŸâÌő°üŸíÂĘŸà¶ű¶šŁŹÒ»°ăČ»±äŁŹŚĘÏòĂܶÈËæłĘŸà¶ű¶šŁŹłĘĂÜÔœŽóŁŹ·ÖÊጜÓĂÓúÇżĄŁ·Ä»ŻÏËʱŁŹÓŠŒæčË·ÖÊáÓëŚȘÒÆ”ÄÒȘÇóŁŹłĘĂÜżÉœÏ·ÄĂȚÊ±ÏĄĐ©ĄŁ
łĘŒâÓȶÈčŰÏ””œłĘ”Ä·æÀû¶ÈșÍÄÍÄ„¶ÈŁŹÓëŸâłĘČÄÁÏŁŹÈÈŽŠÀíÓȶÈÓĐčŰŁŹŚȘ±·ÄÉŽÓĂŸâłĘČÉÓĂĐÂĐÍÂÁșÏœđŁŹœđÊô¶ÆČășÍÌŰÊâŽă»đ”Ä·œ·šÀŽÌážßłĘŒâÓČ¶ÈŁŹÔöŒÓŸâłĘ”ÄÊčÓĂÖÜÆÚĄŁŸâłĘ±íĂæ”Äčâœà¶È¶Ô·ÖÊáЧčûÒČÓĐÓ°ÏìŁŹËùÒÔŽă»đșó”ÄŸâłĘĐèœűĐĐĆŚč⎊ÀíĄŁÔÚÉúČúÖĐÈô·ąÏÖŸâłĘÍäÇúŁŹżÉČđÏ·ÖÊáčőŁŹÓĂ”śŐûŒĐŁšÉăŚÓŁ©·öŐęĐȚžŽșóÔÙͶÈëÊčÓĂĄŁłĘÆŹÊœ·ÖÊáčőÉÏŸâłĘËđ»”șóŁŹżÉœ«Ë𻔳ĘÆŹÖ±œÓČđÏžü»»ŁŹÎŹĐȚœÏÎȘ·œ±ăĄŁ
ŚȘ±·Ä·ÖÊáčőŸâłĘčæžńŒû±í9-2-3ĄŁ
ął·ÖÊáčőŚȘËÙ ÔÚÆäËüč€ÒŐÌőŒțČ»±äʱŁŹ·ÖÊáčőŚȘËÙžßŁŹ·ÖÊጜÓĂÇżŁŹÔÓÖÊÒŚĆƳ꣏ÏËÎŹŚȘÒÆËłÀûŁŹłÉÉŽÌőžÉșĂŁŹŁšŽÖÏžœÚĄąœáÔÓÉÙĄąČ»ÔÈÂÊĐĄŁ©ŁŹ”«ÇżÁŠÏÂœ”ŁŹÆäÔÒòÔÚÓÚžßËÙșóÏËÎŹ”ÄËđÉËÔöŒÓŁŹÏËÎŹł€¶ÈÓúł€ŁŹËđʧÓúŃÏÖŰŁŹÒ»°ăÔÚČ»ËđÉËÏËÎŹ”ÄÇ°ÌáÏÂÊÊ”±ÌážßËÙ¶ÈŁŹÓĐÀûÓÚ·ÖÊáÖÊÁżșÍÉŽÌőŚȘÒÆŁŹČąÓĐÀûÓÚĆĆÔÓĄŁ
·ÖÊáčő”ÄËÙ¶ÈżÉžùŸĘȻ͏ÔÁÏŒ°·ÖÊáÒȘÇó¶ű¶šŁŹžùŸĘč€ÒŐÒȘÇóŁŹ·ÄĂȚʱ·ÖÊáčő”ÄËٶȷ¶Î§6000~9000r/min,Ȼ͏»ŻÏ˶ԷÖÊáčőŚȘËÙ”ÄÒȘÇóȻ͏ŁŹÒ»°ăÔÚ5000~8000r/min”Ä·¶Î§ÄÚŃĄÔńĄŁ
·ÖÊáčőŚȘËÙÓëÎčÈëÌőŚÓ”ĶšÁżșÍÎčÈëËÙ¶ÈÓĐčŰŁŹÎčÈëÌőŚÓ¶šÁż»òÎčÈëËÙ¶ÈÔöŽóŁŹÈÆ·ÖÊáčő”ÄÏËÎŹÊęÁżËæÖźÔö¶àŁŹ·ÖÊáčőŚȘËÙÌážßŁŹżÉÊčÈÆ·ÖÊáčő”ÄÏËÎŹÊęÁżŒőÉÙĄŁÒòŽËŁŹ”±ÎčÈëÌőŚÓ¶šÁżÖŰ»ò”„λʱŒäÄÚÎčžűÁżÔöŒÓʱӊÏàÓŠÌážß·ÖÊáčőŚȘËÙÒÔ·ÀÖč·ÖÊáčőÈÆ»šŁŹÔöŽó·ÖÊáčőÖ±Ÿ¶ŁŹżÉÌážß¶ÔÏËÎŹ”Ä·ÖÊáЧčûŁŹ¶űĐĄÖ±Ÿ¶žßËÙ¶ÈÔòÓĐÀûÓÚĆĆÔÓĄŁ
·ÖÊáčőŚȘËÙ”ÄŃĄÔń»čÓŠÓëÊäĂȚčÜ”ÀÈëżÚĄąłöżÚËٶȌ°·Ä±ËÙ¶ÈÏàÆ„Ć䣏ÒÔ±ŁÖ€ÏËÎŹÔÚÎčÈ륹·ÖÊ᥹ÊäËÍĄąÄęŸÛčęłÌÖĐÊŒÖŐŽŠÓÚŒÓËÙŚŽÌŹŁŹÒÔÀûÓÚÏËÎŹÔÚłÉÉŽÖĐ”ÄÉìÖ±ĐÎÌŹŁŹËùÒÔ·ÖÊáčőŚȘËÙÓŠÂúŚăÏÂÁĐČ»”ÈÊœŁș
·ÖÊáčőÔČÖÜËÙ¶ÈŁŒÊäĂȚčÜ”ÀÈëżÚËÙ¶ÈŁŒÊäĂȚÍš”ÀłöżÚËÙ¶ÈŁŒ·Ä±ÔČÖÜËÙ¶ÈĄŁ
ŁšÈ꣩Îčžű·ÖÊáČż·Ö”ÄĆĆÔÓŚśÓĂ ŚȘ±·ÄÉŽ»ú”ÄĆĆÔÓ»úččÓŠÔÚĐëÌőËÉœâ”ÄčęłÌÖĐÇćłęÔÓÖÊŁŹČąœ«ËùÓĐÏËÎŹ¶šÏòŚȘÒÆ”œ°țÀ뎊ĄŁČÉÓĂĆĆÔÓ»úččÓĐÀûÓÚŒőÉٷıÄÚÄęŸÛ”Ä»ęłŸŁŹÔöŒÓ°țÀë”ă”ĶŻÌŹÇżÁŠŁŹŒőÉÙ¶ÏÍ·ŁŹÎȘžßËÙŽŽÔìÌőŒțŁŹČążÉŃÓł€·Ä±”ÄÇćÉšÖÜÆÚŁŹÓĐÀûÓÚŒőÇáč€ÈË”ÄÀͶŻÇż¶ÈĄŁ
ĆĆÔÓŚ°ÖĂ”ÄĐÍÊœ·±¶àŁŹ”«ÆäÔÀí»ù±ŸÏàÍŹŁŹčéÄÉÆđÀŽżÉÒÔ·ÖÎȘÁœŽóÀàŁŹŒŽč̶šÊœĆĆÔÓŚ°ÖĂșÍ”śœÚÊœĆĆÔÓŚ°ÖĂŁŹ¶țŐߌîŽó”ÄÇű±đÔÚÓÚ”śœÚÊœĆĆÔÓ»účč”ÄĆĆÔÓÓëČčÆű·ÖżȘŁŹÔÚČčÆűÍš”ÀŽŠÉèŒÆ·§ĂĆÀŽ”śœÚČčÆűÁż”ÄŽóĐĄŁŹÒÔżŰÖÆÂäĂȚșÍÂäĂȚșŹÔÓÂÊĄŁ
ą±č̶šÊœĆĆÔÓŚ°ÖĂ ÈçÍŒ9-2-8Łš1Ł©ËùÊŸĄŁÔÚ·ÄÉŽčęłÌÖĐ,ŁŹ±»·ÖÊáčő1Ś„ÈĄ”ÄÏËÎŹșÍÔÓÖÊËæ·ÖÊáčőÒ»ÆđÔ˶ŻŁŹÓÉÓÚÀëĐÄÁŠ”ÄŚśÓĂŁŹÏËÎŹÖĐœÏÖŰ”ÄÔÓÖʱ»·ÖÀëłöÀŽÓëÒ»Čż·ÖÏËÎŹÍŃÀëŸâłĘŁŹ”±ŸčęĆĆÔÓżÚ4ʱŁŹ±íĂæ»ęĐĄ¶űÖŰÁżœÏŽó”ÄÔÓÖÊżĆÁŁÒòŸßÓĐœÏŽó”ĶŻÄܶűŃŰĆĆÔÓÍš”À5±»ł”ÎČ·ç»úÎüÈëÎüÔÓčÜœűÈëł”ÎČŒŻłŸÏ䣏¶ű±íĂæ»ęŽóÖŰÁżœÏÇá”ÄÏËÎŹ±»ČčÈëÆűÁśŽű»Ű·ÖÊáčőŸâłĘÖŰĐÂČΌӷÄÉŽčęłÌŁŹŽÓČč·çÍš”À3œűÈë”ÄÆűÁśÒ»Čż·ÖŃŰ·ÖÊáčő±íĂæœűÈëÊäĂȚÍš”ÀŁŹÂúŚăč€ÒŐÎü·çÒȘÇóŁŹÒ»Čż·ÖŸÎüÔÓčÜ6œűÈëĆĆÔÓÍš”ÀŁŹÓĐÖúÓÚÊäËÍłŸÔÓĄŁÔÚÒ»Đ©”ÄÉ豞ÉÏŁŹÔÓÖÊÓÉĆĆÔÓÇ»ÂäÏÂșóŁŹÓÉÊäËÍŽűŽűłö»úÍ⥣
č̶šÊœĆĆÔÓŚ°ÖĂÒòÆäœáččŒò”„ŁŹłęÔÓЧčûșöű±»čă·șÓŠÓĂŁŹÆä·ąŐčÇśÊÆÎȘŁș
Łš1Ł©ČčÆűÓëĆĆÆű»„Č»žÉÈĆŁŹłŸÔÓŸĄÁżÓÉĆĆÔÓÍš”ÀĆĆłö¶űČ»»ŰÊŐĄŁ
Łš2Ł©·ĆŽóĆĆÔÓżÚÓëĆĆÔÓÇ»ŁŹ·ĆŽóĆĆÔÓżÚŁŹÊčÔÓÖÊÓĐłä·ÖÏÂÂä”Ä»ú»áŁŹ
·ĆŽóĆĆÔÓÇ»żÉÊčÇ»ÄÚÆűÁśÎȶšŁŹÒÔŒőÉÙĆĆłöÎąłŸ”Ä»ŰÁśĄŁ
Łš3Ł© ĆĆÔÓżÚλÖĂÉèÖĂÓŠșÏÀíŁŹÊč·ÖÊáčőŽű¶ŻÆűÁśÒÔÇĐÏòœűÈëĆĆÔÓÍš”ÀĄŁ
Łš4Ł©ĆĆÔÓÍš”ÀÒȘł©ÍšÎȚŚèĄŁ
ąČ”śœÚÊœĆĆÔÓŚ°ÖĂ ÈçÍŒ9-2-8Łš2Ł©ËùÊŸĄŁÔÓÖÊÊÜÀëĐÄÁŠ”ÄŚśÓĂŚÔĆĆÔÓżÚ4ĆĆłöŁŹŸĆĆÔÓÍš”À5ÓÉÎüÔÓčÜ6ÎüŚßŁŹč̶šČč·çżÚČčÈë”ÄÆűÁśÆđÍĐłÖÏËÎŹ”ÄŚśÓĂŁŹ·ÀÖčÏËÎŹËæÔÓÖÊĆĆłöĄŁżÉ”śČč·ç·§8żÉžùŸĘÔĂȚșŹÔÓÇéżöŒ°łÉÉŽÖÊÁż”ÄȻ͏ÒȘÇó”śœÚČčÈëÆűÁśÁżŁŹ”±Čč·çżÚÍš”À3ŒőĐĄÊ±ŁŹŽËŽŠČčÈëÆűÁśÁżŒőÉÙŁŹÓÉÓڷıŐæżŐ¶È”ÄÓ°ÏìŁŹč̶šČč·çżÚ”ÄČčÈëÆűÁśÁżÔö¶àŁŹ»ŰÊŐŚśÓĂÔöÇżŁŹÂäĂȚÁżŒőÉÙŁŹÂäĂȚÖĐĆĆłę”ÄÖśÒȘÊÇŽóÔÓŁ»”±Čč·çżÚÍš”ÀżȘŽóŁŹČčÈëÆűÁśÁżœÏ¶àʱŁŹč̶šČč·çżÚÆűÁśÁżÔòÏàÓŠŒőÉÙŁŹÂäĂȚÔö¶àĄŁ
ŁšËÄŁ©ÏËÎŹ”ÄÊäËÍ Ÿčę·ÖÊáłęÔÓÇűșóŁŹÏËÎŹËæ·ÖÊáčőœűÈëÊäËÍÇűŁŹÓÉÓÚŽËŽŠžôŸàșÜĐĄŁš0.15mmŁ©ŁŹÏËÎŹÒòÊÜ”œ·ÖÊáčőÇ»±Ú”ÄÄŠČÁŚèÁŠ¶ű±»ÀÎÀΔŰÎŐłÖŸâłĘÉÏŁŹ”œŽï°țÀëÇűșóŁŹÒò·ÖÊáčőÓëÖÜΧÆűÁśÍš”Àčܱڌä”ÄŸàÀëÔöŽóŁŹÏËÎŹÔÚ·ÖÊáčőÀëĐÄÁŠŒ°·Ä±žșŃč”ÄčČÍŹŚśÓĂÏÂŁŹÖđœ„ÏòłĘŒâ»ŹÒÆŁŹČąŃŰłĘŒâ”ÄÔČÖÜÇĐÏòĆŚłöœűÈëÊäËÍčÜ”ÀŁŹÔÚÊäËÍčÜ”À”ÄÒę”ŒÏÂŃ۷ı»ŹÒÆĂæ»ŹÈë·Ä±”ÄÄęŸÛÔ㥣
ÎȘÁ˱ŁÖ€ÏËÎŹÔÚÔ˶ŻčęłÌÖĐÆ䶚Ïò¶ÈșÍÉìÖ±¶ÈČ»¶ń»ŻŁŹÊäËÍÆűÁśÓŠłÊŒÓËÙÔ˶ŻŁŹÊčÏËÎŹ”ÄÊäËÍčęłÌÒČÊÇÒ»žöÏËÎŹÉìÖ±ĄąÇŁÉì”ÄčęłÌĄŁ
ą±°țÀëÇűÏËÎŹ”ÄÉìÖ±čęłÌ ÈçÍŒ9-2-10ËùÊŸĄŁÏËÎŹÔÚœűÈë°țÀëÇűșóŁŹÒòÆűÁśŒ°ŚÔÉíÀëĐÄÁŠ”ÄŚśÓÿ˷țŸâłĘÄŠČÁÁŠÏòŸâłĘłĘŒâ»ŹÒÆŁŹÍŒŁš1Ł©ÎȘÏËÎŹ”ÄÇ°¶ËžŐžŐœűÈë°țÀëÇűŁ»ÍŒŁš2Ł©ÎȘÏËÎŹ”ÄÇ°¶Ë»ŹÖÁŸâłĘŒâ¶ËŁŹÆäÍäčłČż·ÖÊÜžßËÙÆűÁś”ÄŚśÓĂżȘÊŒÉìÖ±Ł»ÍŒŁš3Ł©ÎȘÏËÎŹ”ÄŽóČż·ÖÍŃœÚÀëŸâłĘŁŹÇ°¶ËÒŃ»ù±ŸÉìÖ±Ł»ÍŒŁš4Ł©ÎȘÏËÎŹÍêÈ«ÍŃÀëŸâłĘŁŹÇ°¶ËÒŃœűÈëÊäËÍčÜĄŁÔÚ°țÀëÇűÄÚŁŹÆűÁś”ÄËÙ¶ÈÓë·ÖÊáčő±íĂæËٶȔıÈÖ”łÆÎȘ°țÀëÇŁÉìŁŹ°țÀëÇŁÉì±ŁłÖÔÚŁ±.5~2±¶Ê±ŁŹÏËÎŹ·œÄÜËłÀû°țÀ룏”±ŽóÓÚŽËÖ”ŁŹÔòÏËÎŹ”ĶšÏòÉìÖ±¶ÈžüșĂĄŁ
ŸâłĘ”Äčâœà¶ÈĄąč€ŚśœÇĄąÏËÎŹÓëŸâłĘ”ÄÄŠČÁÏ”Êę¶Œ»áÓ°ÏìÏËÎŹ”Ä°țÀ룏ÈçčûŽóÁżÏËÎŹÔÚ”œŽï°țÀë”ăʱÉĐÎŽÍŃÀëŸâłĘŁŹ±»·ÖÊáčőŽűŚßŁŹÔòłöÏÖÈÆ·ÖÊáčőÏÖÏóĄŁ
ąČÊäËÍčÜ”ÀÄÚÏËÎŹ”ÄÉìÖ± ÊäËÍčÜ”ÀœŰĂæÉèŒÆłÉœ„ËőĐÎŁŹÒÔ±ăÊčÆűÁśÔÚčÜ”ÀÄÚ”ÄÁśËÙËæœŰĂæ”ÄŒőĐĄ¶űÖđœ„ÔöŽóŁŹŒŽÊäËÍÆűÁśłÊŒÓËÙÔ˶ŻĄŁÓÉÓÚŚśÓĂÔÚÏËÎŹÉÏ”ÄÆűÁśÁŠÓëÆűÁśșÍÏËÎŹËÙ¶ÈČî”ÄÆœ·œłÉŐę±ÈŁŹÒòŽËÏËÎŹÇ°¶ËËùÊÜ”œ”ÄÆűÁśÁŠŽóÓÚșó¶ËŁŹŽÓ¶űÊčÏËÎŹÊÜ”œÀÉìŁŹ”Ă”œŒÓËÙŁŹÀÉìÓĐÀûÓÚÏËÎŹ”ÄÉìÖ±ŁŹŒÓËÙżÉÊčÏàÁÚÏËÎŹŒäÍ·¶Ë”ÄŸàÀëÔöŽóŁŹÓĐÀûÓÚÏËÎŹ”Ä·ÖÀ륣ÊäËÍčÜ”ÀÓŠčâœàŁŹÆäÊŐËőœÇČ»ÒŚčęŽóŁŹÒÔ±ÜĂâČúÉúÎĐÁś»ŰÁśÓ°ÏìÏËÎŹ”ÄËłÀûÊäËÍĄŁ
ÎȘÁ˱ŁÖ€ÊäËÍ”ÄŐ곣œűĐĐŁŹ·Ä±”ÄÎüÆűÁżÓŠŽóÓÚ·ÖÊáčőËùŽű”ÄÆűÁśÁżŁŹÊč·ÖÊáčőÖÁ·Ä±ĐÎłÉËÙ¶ÈÌĘ¶ÈĄŁ
ËÄĄąÄęŸÛŒÓÄí»účč
ÄęŸÛŒÓÄí»účč”ÄŚśÓĂÊÇœ«·ÖÊáčő·Öœâ”Ä”„ÏËÎŹŽÓ·ÖÀëŚŽÌŹÔÙÖŰĐÂÄęŸÛłÉÁŹĐű”ÄĐëÌőŁŹÊ”ÏÖĂȚÆű·ÖÁśŁŹČąŸčę°țÈĄŒÓÄíłÉÉŽŁŹÔÙÓÉÒęÉŽÒęłöÒÔ»ń”ĂÁŹĐű”ÄÉŽÏߣŹŚȘ±·ÄÉŽ»ú”ÄÄęŸÛŒÓÄí»úččÖśÒȘÓÉ·ÄÉŽ±2ĄąŚèÄíÍ·3ĄąžôÀëĆÌ4ŁšŚÔĆĆ·çÊœÓĂŁ©”È»úŒțŚéłÉŁŹÈçÍŒ9-2-11ËùÊŸĄŁ
ŁšÒ»Ł©·ÄÉŽ±ĄĄÒ»°ăÓĂÂÁșÏœđÖÆłÉŁŹÍâčÛœüËÆœŰÍ·ÔČŚ¶ĐÎĄŁ·ÄÉŽ±”ÄÄÚ±ÚłÆ»ŹÒÆĂæŁŹÖ±Ÿ¶ŚîŽóŽŠÎȘÄęŸÛÔ㣏·ÄÉŽ±žßËÙ»ŰŚȘČúÉú”ÄÀëĐÄÁŠÆđ”œÄęŸÛÏËÎŹ”ÄŚśÓĂŁŹËùÒÔÓÖłÆÎȘÄÚÀëĐÄÊœ·ÄÉŽ±ŁŹ·ÄÉŽ±Ò»ŚȘŁŹÉŽÌőÉÏ”Ă”œÒ»žöÄí»ŰŁŹËùÒÔ·ÄÉŽ±ÊÇÄęŸÛșÍŒÓÄí”ÄÖśÒȘČżŒțĄŁ
ą±·ÄÉŽ±”ÄÖÖÀàĄĄ°Ž·ÄÉŽ±ÄÚžșŃčČúÉú”ÄÔÒòŁŹ·ÄÉŽ±żÉ·ÖÎȘŚÔĆĆ·çÊœșÍłéÆűÊœÁœŽóÀàŁŹÈçÍŒŁč-2-12ËùÊŸĄŁ
ŚÔĆĆ·çÊœ·ÄÉŽ±”Ä”ŚČàČżÓĐÈôžÉĆĆÆűżŚŁŹ”±·ÄÉŽ±žßËÙ»ŰŚȘʱŁŹÈçÀëĐÄ·ç»úÒ»ŃùŁŹÆűÁśŽÓĆĆÆűżŚĆĆłöŁŹÊč·Ä±ČúÉúžșŃ裏ŐâÖַı”ÄÌ۔㣏ÊDZÄÚžșŃčÓë·Ä±ŚȘËÙÓĐčŰŁŹĂżÖ»·ÄÉŽÆś”ÄžșŃčŽóĐĄÎȶšÒ»ÖÂĄŁ
ŚÔĆĆ·çÊœ·ÄÉŽ±”ÄÆűÁśÖśÒȘŽÓ·Ä±ÉÏ·œ”ÄÊäËÍčÜșÍÒęÉŽčÜČčÈëŁŹÈ»șóŽÓČà”ŚČż”ÄĆĆÆűżŚĆĆłöŁŹËæŚĆ·Ä±”ĻیȘŁŹÆűÁśłÊżŐŒäÂĘĐꌎŚÔÉ϶űÏÂÁś¶ŻŁŹŽÓÊäËÍčÜ”ÀłöÀŽ”ÄÏËÎŹÔÚÎŽ”œŽïÄęŸÛÔăÇ°ŁŹÊܷıÄÚÆűÁś”ÄÓ°ÏìŁŹżÉÄÜ»áÖ±œÓłćÏòÒѱ»ŒÓÄí”ÄÉŽÌőÉÏŁŹĐÎłÉËÉÉą”ÄÍâ°üÏËÎŹŁŹÓ°ÏìÉŽÏß”ÄÇżÁŠÓëÍâčÛŁŹÎȘ·ÀÖčŐâÖÖž©łć”Ä·ÉÈëÏËÎŹŁŹÄęŸÛŒÓÄí»úččÖбŰĐëĆ䱞žôÀëĆÌĄŁ
łéÆűÊœ·ÄÉŽ±ÄÚÆűÁśŽÓÊäËÍčÜ”ÀŒ°ÒęÉŽčÜČčÈëșóŁŹÒÀżżÍâœç·ç»úŒŻÌćłéÆűŁŹœűÈë±ÄÚÆűÁśŽÓ·Ä±ÓëŐÖżÇ”ÄŒä϶±»ÎüŚßŁŹËæŚĆ·Ä±”ĻیȘŁŹÆűÁśłÊŚÔ϶űÉÏ”ÄżŐŒäÂĘĐꌎŁŹÎȘ±ÜĂâÆűÁś”ÄÓ°ÏìŁŹÊäËÍčܱŰĐëÉìÈë·Ä±ÄÚŁŹÇұȜϜӜü·Ä±”ı±ÚĄŁłéÆűÊœ·ÄÉŽ±±ÄÚžșŃčÓë·ç»ú·çŃ襹łéÎüčÜ”Àł€¶ÈÓĐčŰŁŹËùÒÔÈ«»ú·Ä±žșŃčÓĐČîÒìĄŁ
ÓÉÓÚÁœÖַıÄÚ”ÄÆűÁśÁśÏòȻ͏ŁŹËùÒÔ·ÄÉŽÇéżöȻ͏ŁŹŚÔĆĆ·çÊœ·ÄÉŽ±ÄęŸÛČÛÖĐÒŚ»ę·ÛłŸŁŹ¶ÏÍ·șó±ÄÚÓĐÊŁÓàÏËÎŹŁŹĐèÇćłęșó·œżÉœÓÍ·ŁŹÒòÆä·Ä±ččÔ잎ÔÓ¶űÔìŒÛžßŁŹÔËŚȘʱÔëÒôŽóĄŁłéÆűÊœ·Ä±±Ą¶űÇᣏÔìŒÛ”ÍŁŹÔËŚȘÔëÒôĐĄŁŹÊÊÓŠÓÚžßËÙŁŹ·Ä±ÄÚ·ÛłŸÒŚ±»ÆűÁśÎüŚßŁŹ¶ÏÍ·șóżÉÖ±œÓœÓÍ·ŁŹÓĐÀûÓÚÊčÓĂŚÔ¶ŻœÓÍ·ÆśĄŁ
ąČ·Ä±”Ä»ŹÒÆł€¶ÈÓ뻏ÒÆœÇ ÏËÎŹ”œŽï·ÄÉŽ±±±ÚșóŁŹËæŚĆ·ÄÉŽ±”ĻیȘŁŹÔÚÀëĐÄÁŠ”ÄŚśÓĂÏÂŃŰ·ÄÉŽ±”ı±Ú»ŹÒÆÖÁÄęŸÛČÛŁŹÓÉÓÚÄęŸÛČÛŽŠÏßËÙ¶ÈŚîŽóŁŹÏËÎŹÏòÏ»ŹÒÆʱłÊŒÓËÙÔ˶ŻŁŹËùÒÔÏËÎŹ»ŹÒÆ”ÄčęłÌÊ”ÖÊÉÏÊÇÒ»žöÇŁÉìčęłÌŁŹÏËÎŹÔÚ»ŹÒÆ”ÄčęłÌÖĐÒòÍ·ÎČČîÒì¶ű»ń”ĂÉìÖ±ŁŹČąĆĆÁĐŐûÆ룏ÒÀŽÎœűÈëÄęŸÛČÛÄÚĄŁÏËÎŹ»ŹÒÆ”ÄÔ˶ŻčìŒŁŸö¶šÁËÄęŸÛĐëÌő”ÄĆĆÁĐĐÎÌŹŁŹŽÓ¶űŸö¶šÁËłÉÉŽÖÊÁż”ÄșĂ»”ĄŁÓ°ÏìÏËÎŹÔÚ»ŹÒÆĂæÉÏÔ˶ŻčìŒŁ”ÄÖśÒȘÒòËŰÊÇ»ŹÒÆł€¶ÈŁŹ»ŹÒƜnj°·Ä±»ŹÒÆĂæÓëÏËÎŹ”ÄÄŠČÁÏ”Êꥣ
ąĆÏËÎŹ”Ä»ŹÒÆł€¶È ÈçÍŒ9-2-13ËùÊŸŁŹÍŒÖĐLÎȘÏËÎŹÔÚ»ŹÒÆĂæÉÏ”ÄÓĐЧ»ŹÒÆł€¶ÈŁŹŒŽÏËÎŹ»ŹÒÆÔ˶ŻčìŒŁÔڷıĞÏßÉÏ”ÄͶӰŁŹ”±»ŹÒƜNJÁÒ»¶šÊ±ŁŹ»ŹÒÆł€¶ÈÓúł€ŁŹ»ŹÒÆÇŁÉìÓúŽóŁŹÉìÖ±ŚśÓĂÓúșĂĄŁ”«»ŹÒÆł€¶ÈÓë·Ä±żÚŸ¶ș͞߶ÈÓĐčŰŁŹLč곀ŁŹ·Ä±żÚŸ¶ĐĄŁŹžß¶ÈžßŁŹÔò·Ä±ŒÓč€Č»±ăŁŹžßËÙʱ¶ŻÁŠÏûșÄŽóŁŹÒòŽËŁŹ·Ä±»ŹÒÆĂæł€¶ÈÒ»°ăÎȘ10~14mmĄŁ
ąÆ»ŹÒÆœÇ »ŹÒƜNJÁÎȘ·Ä±»ŹÒÆĂæÓëËźÆœÏß”ÄŒĐœÇŁŹÆäŽóĐĄÓëÏËÎŹ¶Ô·Ä±”ÄÄŠČÁÏ”ÊęÓĐčŰŁŹÉèÏËÎŹÓë·Ä±”ÄÄŠČÁÏ”ÊęÎȘŠÌŁŹČàŁș
ŠÁŁŒ90ĄăŁarctgŠÌ
·ÄĂȚʱŁŹŠÌ=0.3ŁŹÔòtgŠÌ=16Ąă42ĄäŁŹŠÁŁŒ73Ąă18ĄäĄŁÊ”ŒÊÉÏŠÁŁŸ70ĄăʱŸÍČ»ÒŚ·ÄÉŽŁŹ”±LÒ»¶šŁŹŠÁčęĐĄÊ±ŁŹÔò·Ä±żÚŸ¶ĐĄŁŹŒÓč€Č»±ăŁŹËùÒÔÒ»°ăŠÁ”ÄŃĄÔńÒÔ60ĄăĄ«65ĄăÎȘÒËĄŁ
ąłÄęŸÛČÛ ÄęŸÛČÛ”ÄĐÍÊœœÏ¶àŁŹčæžńČ»Ò»ŁŹ”«čéÄÉÆđÀŽŽóÖ¿ɷÖÎȘÁœÀàŁŹÒ»ÀàÎȘÔČĐÎČÛŁŹÒ»ÀàÎȘVĐÍČÛĄŁÊ”ŒùրÜŁŹVĐÍÄęŸÛČÛ”ÄĐëÌőœáččœôĂÜŁŹÏËÎŹÓëÏËÎŹŒä”ı§șÏÁŠŽóŁŹłÉÉŽÇżÁŠÔöŒÓŁŹËùÒÔÏÖŽú·Ä±¶àČÉÓĂVĐÍÄęŸÛČÛĄŁVĐÍÄęŸÛČÛœŰĂæ”ÄœÇ¶ÈłÆÎȘÄęŸÛœÇŁŹÈçÍŒ9-2-14ËùÊŸĄŁÄęŸÛœÇ”ÄŽóĐĄĄąÉî¶ÈÓŠÓëËù·ÄÏßĂÜ¶ÈĄŁÎčÈëÆ·”ÄșŹÔÓÁżÏàÊÊÓŠŁŹÏßĂܶȎóŁŹșŹÔÓ¶àŁŹÄęŸÛœÇÒËŽóĐ©ŁŹ·ŽÖźÒËĐĄĐ©ĄŁÍŒÖĐŁŹŁÔĐͱÊÊÓĂÓÚÆŐÊá»úÖŻĄąŐëÖŻÉŽŁŹŁÓĐͱÊÊÓĂÓÚŒÓč€ĂȚÏËÎŹŁŹŁŐĐͱÊÊÓĂÓÚŒÓ耎ÖÌŰÉŽŁŹŁÇĐͱÊÊÓĂÓÚŒÓč€Ÿ«ÊáÉŽĄŁ
ÎȘÁËŒæčËĐëÌő”ÄœôĂÜșÍËłÀûĆĆłę»ęÔÓŁŹ·Ä±ÄęŸÛœÇżÉÓÉŐꥹžșœÇŚéłÉŁŹÍščęÄęŸÛœÇ¶„¶ËŽčÖ±ÓڷıÖá”ÄÆœĂæŁŹœ«ÄęŸÛœÇ·ÖłÉÁœČż·ÖŁŹ±żÚÒ»ČàÎȘŐęœÇŁŹÓŠÊčÏËÎŹÒŚÓÚ»ŹÈ룏±”ŚÒ»ČàÎȘžșœÇŁŹÓŠÊčłŸÔÓÒŚ±»ÉŽÌőŽűłöĄŁÄęŸÛœÇ”ÄžșœÇÒ»°ăÎȘ15ĄăĄ«20ĄăĄŁÔÚ·ÄÖÆÍŹÒ»ČúƷʱŁŹÄęŸÛœÇĐĄŁŹ·Ä±”ÄŚÔÎÒÇćœàŚśÓĂœÏșĂŁŹłÉÉŽÇżÁŠžßŁ»ČÉÓĂœÏŽóœÇ¶ÈŁŹÔòČűÈÆÏËÎŹœÏÉÙĄŁ
ąŽ·Ä±”ÄÖ±Ÿ¶șÍŚȘËÙ
ąĆ·Ä±”ÄÖ±Ÿ¶ Ò»°ăÖž·Ä±ÄęŸÛČÛ”ÄÖ±Ÿ¶ĄŁ·Ä±Ö±Ÿ¶ÓĐŽóĐĄÖź·ÖŁŹ”«ÎȚŃÏžń”ÄœçÏȚĄŁčúÄÚÒÔ60Ą«67mmÎȘŽóÖ±Ÿ¶ŁŹ57mmÒÔÏÂÎȘĐĄÖ±Ÿ¶ĄŁ·Ä±Ö±Ÿ¶”ÄŃĄÔńÓŠÓëÏËÎŹł€¶ÈÏàÊÊÓŠŁŹÒ»°ăÈÏÎȘ·Ä±Ö±Ÿ¶±ŰĐëŽóÓÚÏËÎŹ”ÄÖśÌ泀¶ÈŁŹÒÔÀûÓÚŒőÉÙČűÈÆÏËÎŹŁŹČąÊčÏËÎŹŽÓÊäËÍčÜ”ÀÏò·ÄÉŽ±±±Účę¶ÉʱŁŹ·Ä±»ŰŚȘœÇČ»ÖÁÓÚčęŽó¶űÓ°ÏìĂȚÆű·ÖÀ륣·Ä±Ö±Ÿ¶ÒČÓŠÓë·ÄÉŽÏßĂܶÈÏàÊÊÓŠŁŹÏßĂܶÈÓúŽóŁŹÔò·Ä±Ö±Ÿ¶ÒČÏàÓŠŃĄŽóĄŁÔÚÏàÍŹŚȘËÙ”ÄÌőŒțÏÂŁŹŽóÖ±Ÿ¶œÏĐĄÖ±Ÿ¶”ÄłÉÉŽÖÊÁżÓĆÔœŁŹ”«¶ŻÁŠžșșÉÔöŒÓĄŁŚÔĆĆ·çÊœ·ÄÉŽ±ÒòœáččœÏžŽÔÓŁŹËùÓĂČÄÁ϶à¶ű·Ä±Ö±Ÿ¶œÏłéÆűÊœ·Ä±ŽóĄŁ
ąČ·Ä±ŚȘËÙ ·Ä±ŚȘËÙÓë·Ä±Ö±Ÿ¶Ąą·ÄÉŽÏßĂÜ¶ÈĄą·ÄÉŽ±ÖáłĐÀàĐÍÓĐčŰĄŁ
Łš1Ł©·Ä±ŚȘËÙÓëłÉÉŽÖÊÁż ”±·Ä±Ö±Ÿ¶Ò»¶šÊ±ŁŹÌážß·Ä±ŚȘËÙŁŹżÉÔöŒÓČúÁżŁŹ”«·Ä±ËÙ¶ÈčęžßŁŹ±ŰÈ»œ””ÍÏËÎŹ”Ä·ÖÊ᥹łęÔÓЧčûŁŹČąŒÓŽó·ÄÉŽ¶Î”ÄŒÙÄíÄí¶ÈŁŹÊčłÉÉŽÇżÁŠœ””ÍŁŹŽÖÏžœÚĄąĂȚœáÔöŒÓŁŹČ»œöÓ°ÏìłÉÉŽÖÊÁżŁŹ¶űÇÒÊč¶ÏÍ·ÂÊÔöŽóĄŁËùÒԷıŚȘËÙ”ÄŃĄÔńÓŠÊÓłÉÉŽÖÊÁż¶ű¶šĄŁ”±ČúÁżÒ»¶šÊ±ŁŹ·ÄÏžÌŰÉŽŚȘ±ËÙ¶ÈÒàžßŁŹŽÖÌŰɎʱÒ˔ͥŁ
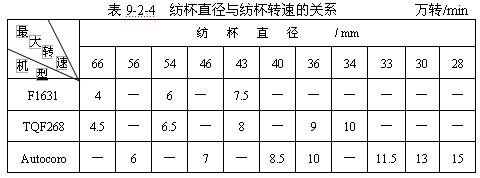
Łš2Ł©·Ä±ŚȘËÙÓë·Ä±Ö±Ÿ¶ ŚȘ±ÉŽ”Ä·ÄÉŽŐĆÁŠÓë·Ä±ŚȘËÙĄąŚȘ±Ö±Ÿ¶”ÄÆœ·œłÉŐę±ÈŁŹ¶ű·ÄÉŽŐĆÁŠÓÖÓëÉŽÏß”ÄĂÜ¶ÈĄąÇżÁŠÒÔŒ°·ÄÉŽčęłÌÖДĶÏÍ·ĂÜÇĐÏàčŰĄŁÓÉÓÚ·ÄÉŽŐĆÁŠÊÜŚȘ±ÉŽŚÔÉíÇżÁŠËùÏȚČ»ÄÜčęŽóŁŹËùÒÔŽóÖ±Ÿ¶Ê±·Ä±ŚȘËÙÒŚ”ÍŁŹĐĄÖ±Ÿ¶Ê±·Ä±ŚȘËÙżÉžßĐ©ĄŁÈç±í9-2-4ËùÊŸĄŁ
ąÇ·Ä±ŚȘËÙÓë·Ä±ÖáłĐ ·Ä±žßËÙ±ŰĐëÓĐÊÊÓŠÓÚžßËٔķıÖáłĐÀŽŚö±ŁÖ€ĄŁ·Ä±ÖáłĐżÉ·ÖÎȘčö¶ŻÖáłĐșÍ»Ź¶ŻÖáłĐÁœŽóÀàĄŁčö¶ŻÖáłĐÓֿɷÖÎȘÖ±œÓÖáłĐșÍŒäœÓÖáłĐĄŁÖ±œÓÖáłĐÒòčöÖ鎊ÓÚł€Ê±Œä”ÄžßËÙÄŠČÁŚŽÌŹŁŹËæŚĆËٶȔĜűÒ»ČœÌážßŁŹÆäÔëÒôÔöŽóŁŹÊÙĂüŒőÉÙŁŹ”±ČÉÓĂ”ŻĐÔŒĐłÖÀŽÌæŽúč̶šŒĐłÖșóŁŹÊÊÓŠËÙ¶ÈÓĐËùÌážßŁŹ”«œöÄ܎ʱ8ÍòŚȘ/·ÖĄŁŒäœÓÖáłĐÊÇÍščęÍĐĆÌÀŽÖ§łĐ·Ä±Öá”ÄŁŹÈçÍŒ9-2-15ËùÊŸĄŁÈô·Ä±ÖáÎȘ9mmŁŹÍĐĆÌÖ±Ÿ¶ÎȘ70mm,·ÄÉŽ±ËÙ¶ÈÎȘ10ÍòŚȘ/·ÖĄŁÊ±ŁŹÍĐĆÌÖá”ÄËÙ¶ÈżÉœ””ÍÎȘ1.25ÍòŚȘ/min,ŐâÒ»ŚȘËÙÆŐ
Íščö¶ŻÖáłĐŸÍÄ܎ĄŁ»Ź¶ŻÖáłĐÊÇÖžżŐÆűÖáłĐșÍŽĆĐüžĄÖáłĐŁŹÒÀżżÖáÓëÖáłĐŒäĐγɔÄÆűÄ€»òŽĆłĄÀŽÖ§łĐ¶ŻŸČŒțŚöÏà¶Ô»ŰŚȘÔ˶ŻĄŁžĂÖáłĐŸßÓĐÔëÒô”ÍŁŹ¶ŻșÄĐĄŁŹÊÊÓŠÓÚžßËÙ”ÈÌ۔㥣ËæŚĆžĂÖáłĐ”ÄœűÒ»ČœÍêÉÆŁŹœ«ÎȘŚȘ±·ÄÉŽÊ”ÏÖœűÒ»Čœ”ÄžßČúžßËÙŽŽÔìÌőŒțĄŁ
Łš¶țŁ©ŚèÄíÍ· ŚèÄíÍ·ÒČłÆŒÙÄíĆÌŁŹčËĂûËŒÒ棏ËüÓĐÁœžöŚśÓĂŁŹŒŽŚèÄíÓëŒÙÄ팜ÓĂĄŁ”±ÄęŸÛĐëÌőËæ·Ä±Ò»Æđ»ŰŚȘŒÓÄíłÉÉŽŁŹČąÓÉÒęÉŽÂȚÀÒęłöŁŹÍščęŚèÄíÍ·AʱŁŹÒòÄŠČÁ¶űČúÉú¶ÔÉŽÌő”ÄŸ¶ÏòÄŠČÁÁŠŸŰŁŹÊčAB¶ÎČúÉúŒÙÄíЧӊŁ»ŃŰÉŽÌőÖáÏòČúÉúÄíÏĘÏÖÏó¶űŚèÖčÄí»Ű”ÄŽ«”ĘŁŹÈçÍŒ9-2-16ËùÊŸĄŁÓÉÓÚŚèÄíÍ·”ÄŒÙÄíÓëŚèÄ팜ÓĂŁŹÊčAB¶ÎÉŽÌőÉÏ”ÄÄí»ŰÔö¶àŁŹČąŃŰÉŽÎČÏòÄęŸÛĐëÌőŽ«”ĘŁŹÊčÄęŸÛĐëÌőÉÏČúÉúÒ»¶ÎÓĐÄíÉŽ¶ÎLRŁŹŽÓ¶űÔöŒÓÁË°țÀë”ăBŽŠÉŽÌő”ĶŻÌŹÇżÁŠŁŹÓĐÀûÓÚŒőÉÙ¶ÏÍ·ĄŁÊ”ŒÊÉÏŁŹŚèÄíÍ·”ÄŚèÄ팜ÓĂÊÇșÜĐĄ”ÄŁŹ¶űÔöŒÓAB·ÄÉŽ¶ÎÄí»Ű”ÄÖśÒȘÊÇŒÙÄ팜ÓĂĄŁÔÚÒ»¶š”Ä·ÄÉŽÌŰÊęșÍč€ÒŐÌőŒțÏÂŁŹŒÙÄíÁŠŸŰÖśÒȘÓëŚèÄíÍ·”ÄÄŠČÁÏ”ÊꥹɎÌő”Ä°üΧœÇĄąŚèÄíÍ·”ÄÖ±Ÿ¶ŁŹŚèÄíÍ·”ÄČÄÁÏĄą·Ä±ŚȘËÙ»ò·Ä±Ö±
Ÿ¶”ÈÒòËŰÓĐčŰĄŁ”±·Ä±ŚȘËÙÌážß»ò·Ä±Ö±Ÿ¶ÔöŽóʱŁŹÉŽÌő”ÄÀëĐÄÁŠÔöŽóŁŹ·ÄÉŽŐĆÁŠÔöŒÓŁŹÊčÉŽÌő¶ÔŚèÄíÍ·”ÄŃčÁŠÒČÏàÓŠÌážßŁŹÔòÉŽÌő¶ÔŚèÄíÍ·”ÄÄŠČÁÁŠÏàÓŠÔöŒÓŁŹÊ©ŒÓÓڻیȘÉŽÌő”ÄŒÙÄíÁŠŸŰÔöŽóĄŁÈËĂǶÔȻ͏ČÄÁÏŁŹČ»ÍŹčæžń”ÄŚèÄíÍ·œűĐĐŒÙÄíЧčûČ⶚ŁŹ”Ă”œ±í9-2-5ÖĐ”ÄÊęŸĘĄŁŽÓ±íÖĐżÉÖȘŁŹŒÙÄíÄí¶ÈËæŚèÄíÍ·±íĂæÄŠČÁÏ”ÊꥹɎÌő¶ÔŚèÄíÍ·”Ä°üΧœÇŁŹŚèÄíÍ·Ö±Ÿ¶”ÄÔöŽó¶űÔöŒÓĄŁŒÙÄíÄí¶ÈÓúŽóŁŹ·ÄÉŽ¶Î”ĶŻÌŹÇżÁŠÓúŽóŁŹÉŽÎČÓëÄęŸÛĐëÌőŽŠ”ÄÁȘÏ”ÁŠÓúÇżŁŹ¶ÏÍ·ÓúÉÙĄŁ
È»¶űŁŹŒÙÄ팜ÓĂČą·ÇÓúŽóÓúșĂŁŹÒòÎȘŒÙÄíÄí¶Èčę¶àŁŹÓÉÉŽÎČÏòÄęŸÛĐëÌő”čÉű”ÄÓĐÄí¶Îł€¶ÈLRÔöŒÓŁŹÓÉÓÚŐâ¶ÎÉŽ¶ÎÉĐÎŽŽï”œłÉÉŽËùĐè”ÄÏËÎŹžùÊ꣏»čĐèČčÈëÏËÎŹŁŹŽÓ¶űÔìłÉÁËłÉÉŽ”ÄÄÚÍâÄí¶ÈČîÒìșÍÓŠÁŠČîÒìŁŹÊčÇżÁŠœ””ÍĄŁŽËÍ⣏ÈôŒÙÄ팜ÓĂčęÇżŁŹÉŽÌőÔÚŚè

ÄíÍ·±íĂæčö¶ŻŸçÁÒÒÔŒ°ŒÙÄí”ÄÍËÄ팜ÓĂŁŹ»áÊčÉŽÌőĂ«ÓđÔöŒÓĄŁËùÒÔÔÚŃĄÔńŚèÄíͷʱŁŹČ»ÄÜÖ»ÆŹĂæŚ·ÇóŒÙÄíЧčûŁŹ¶űÓŠœáșÏłÉÉŽÖÊÁżŚÛșÏżŒÂÇĄŁ
ŚèÄíÍ·”ÄČÄÁÏÓÉžÖČÄŸčęÈÈŽŠÀí»ò»ŻŃ§ŽŠÀíÖÆłÉŁŹČąÓĐčâĆÌșÍżÌČÛĆÌÖź·ÖŁŹœüĐ©ÄêÀŽÌŐŽÉŚèÄíÍ·ÒòŒÓÄíЧÂÊžßŁŹÊčÓĂÊÙĂüł€¶ű±»čă·șÓŠÓĂĄŁÎȘÁËÔöŒÓŚȘ±·ÄÉŽ»ú”ÄÊÊ·Ä·¶Î§ŁŹĂżÖÖ»úĐͶŒĆäÓĐÊÊșϱŸ»úĐÍŁŹÊÊ·ÄȻ͏·ÄÉŽÆ·ÖÖŁŹČ»ÍŹÔÁÏŁŹČ»ÍŹ·Ä±Ö±Ÿ¶ŁŹČ»ÍŹ·Ä±ŚȘËÙ”ÄŚèÄíÍ·ĄŁÒ»°ăŽóÖ±Ÿ¶ŚèÄíÍ·ÊÊÓĂÓÚŽÖ֧ɎŁŹĐĄÖ±Ÿ¶ŚèÄíÍ·ÊÊÓĂÓÚϞ֧ɎŁŹ»ŻÏËĄąĂ«ÏËÎŹ”ȱ§șÏÁŠœÏČî”ÄÏËÎŹ·ÄÉŽÔòżÉČÉÓñíĂæżÌČÛĄąŒÙÄ팜ÓĂÇż”ÄŚèÄíÍ·ĄŁ
ŚèÄíÍ·”ÄŒÙÄí”ă±íĂæÒȘÇóčâœà¶űÄŠČÁÏ”ÊęŽóŁŹÊčÓĂżÌČÛŚèÄíÍ·ËäÓĐÀûÓÚÀûÓûیȘÉŽÌő”ÄŐ𶯣ŹżË·țÄęŸÛČÛ¶ÔÄęŸÛĐëÌő”ÄŚèÄíÁŠŸŰŁŹÔöǿɎÎČÓëĐëÌő”ÄÁȘÏ”ÁŠŁŹœ””ͶÏÍ·ŁŹ”«»áŽűÀŽĂ«Óđ¶àŁŹ¶ÌÈȚ¶àŁŹ±ÄÚ»ę»Ò¶à”ÈÎÊÌ⣏ËùÒÔŽűČÛŚèÄíÍ·ÓŠžùŸĘŸßÌćÇéżöÉśÓĂĄŁ
ŚèÄíÍ·°ČŚ°Ê±ŁŹÆäÆœĂæÓŠÖĂÓÚÄęŸÛČÛÒÔÏÂ1.5mmŁŹÓĐÀûÓÚœ””ͶÏÍ·ĄŁ
ŁšÈ꣩žôÀëĆÌ ÓÉÓÚŚÔĆĆ·çÊœ·ÄÉŽ±ÄÚÆűÁśŚÔÉ϶űÏÂÁś¶ŻŁŹËùÒÔÓÉÊäËÍčÜ”ÀłöÀŽ”ÄÏËÎŹÔÚÎŽ”œŽïÄęŸÛČÛÒÔÇ°»áÊÜÆűÁśÔ˶Ż”ÄÓ°ÏìŁŹž©łć”œ»ŰŚȘÉŽÌőÉÏĐÎłÉČűÈÆÏËÎŹŁŹÒòŽËŚÔĆĆ·çÊœ·ÄÉŽ±ÄÚ±ŰĐëÉèÖĂžôÀëĆÌĄŁžôÀëĆÌ1ÊÇÒ»žö±íĂæÓĐÇăбœÇŁŹ±ßÔ”ÉÏżȘÓĐ”ŒÁśČÛ”ÄÔČĆÌŁŹŚ°ÔÚŚèÄíÍ·ÉÏŁŹÎ»ÓÚÊäËÍčÜ”ÀłöżÚ2Óë·Ä±ÄęŸÛČÛÖźŒäŁŹËü”Ķ„ĂæÓë·ÄÉŽÆśżÇÌć4”ÄŒä϶ĐÎłÉÒ»žö»·ĐαâÍš”À5ŁŹ±âÍš”ÀÓëÊäËÍčÜÏàÁŹŁŹÈçÍŒ9-2-17ËùÊŸĄŁŚÔ·ÖÊáčő3°țÀëÏÂÀŽ”Ä”„ÏËÎŹŁŹËæÆűÁśÍščęÊäËÍčÜ”ÀĄą±âÍš”À”œŽï·ÄÉŽ±6”Ä»ŹÒÆĂæŁŹÈ»șó»ŹÏòÄęŸÛČÛĄŁžôÀëĆÌ”ÄŚśÓĂÓĐÈ꣏ŒŽžôÀëÏËÎŹÓëÉŽÌőŁ»¶šÏòÒę”ŒÏËÎŹŁ»ÊčÆűÁśÓëÏËÎŹ·ÖÀ륣
”±ÏËÎŹËæÆűÁśœűÈë±âÍš”ÀŁŹŃŰžôÀëĆ̱íĂ攜Žï·ÄÉŽ±»ŹÒÆĂæʱŁŹÓÉÓÚÀëĐÄÁŠ”ÄŚśÓĂœôÌùÓڷı±±ÚŁŹÒòÄęŸÛČÛŽŠ”ÄÀëĐÄÁŠŚîŽóŁŹËùÒÔÏËÎŹŃ۱±Ú»ŹÈëÄęŸÛČÛĄŁșÍÏËÎŹÒ»ÆđœűÈë±âÍš”À”ÄÆűÁś”œŽï·ÄÉŽ±±ÚĂæŁŹŒŽ±»±ÚĂæŽű¶Ż»ŰŚȘŁŹÔÚŚȘčęÒ»žöœÇ¶ÈșóŁŹÔڷıŐæżŐ¶È”ÄÎüÒęÏÂŚÔ”ŒÁśČÛÁśÏÂŁŹŽÓĆĆÆűżŚĆĆłöŁŹŽÓ¶űÊ”ÏÖÁËÆűÁśÓëÏËÎŹ”Ä·ÖÀ륣”ŒÁśČÛ°Ž·Ä±»ŰŚȘ·œÏòŁŹ±ÈÊäËÍčÜżÚłŹÇ°Ò»žöœÇ¶ÈŁŹŽËłŹÇ°œÇ”ÄŚśÓĂÊDZÜĂâÏËÎŹËæÆűÁśŃŰ”ŒÁśČÛœűÈë·Ä±łÉÎȘČűÈÆÏËÎŹĄŁČąÀûÓĂÏò”ŒÁśČÛÁś¶Ż”ÄÆűÁśÒę”ŒÏËÎŹŁŹÊčÏËÎŹÏò»ŹÒÆĂæÔ˶Ż”Ä·œÏòÓ뻏ÒÆĂæ”ÄÇĐÏòŒĐœÇŒőĐĄŁŹÒÔ±ÜĂâłćŚČ±ÚĂæŁŹÆÆ»”ÉìÖ±¶ÈĄŁłŹÇ°œÇ”ÄŽóĐĄŁŹÓŠžùŸĘÏËÎŹÖÖÀàșͷıŚȘËÙ¶ű¶šŁŹÏËÎŹł€ŁŹ·ÄÉŽ±ŚȘËÙžßŁŹłŹÇ°œÇÒËŽóŁŹ·ŽÖźłŹÇ°œÇÒËĐĄĄŁ
Ȼ͏ČúÆ·Æ·ÖÖŁŹÊčÓÔķıֱŸ¶Č»ÍŹŁŹÔòžôÀëĆÌčæžńȻ͏ĄŁ
ŁšËÄŁ©ĐëÌő”ÄÄęŸÛÓë°țÈĄ
ą±ĐëÌő”ÄÄęŸÛÓë°țÈĄ ËæŚĆ·Ä±”ĻیȘŁŹŽÓ·ÖÊáčő°țÀëÏÂÀŽ”ÄÏËÎŹÁŹĐűČ»¶Ï”ŰŸÊäËÍčÜ”À±»ÎüÈë·Ä±»ŹÒÆĂæŁŹ»ŹÈëÄęŸÛČÛ¶űĐÎłÉÄęŸÛĐëÌőŁŹÒòÎȘÊäËÍčÜ”À”ÄλÖĂÊÇč̶š”ÄŁŹ·Ä±»ŰŚȘÒ»ÖÜŁŹÔòÄęŸÛČÛÏà¶ÔÊäËÍčÜ”ÀżÚŚȘčęÁËÒ»ÖÜŁŹČÛÄÚ±»ÆÌÉÏÒ»ČăÏËÎŹŁŹŒÙÉèÔÚÒęÉŽÒęÈë·Ä±ÒÔÇ°ŁŹ·Ä±Ïà¶ÔÊäËÍčÜ”ÀżÚŚȘčęÁËnŚȘÔòÄęŸÛČÛÖĐŸÍÓĐnČăÏËÎŹÔÚČÛÄÚ”țșÏĄŁ
”±ÒęÉŽ±»ÎüÈë·Ä±șóŁŹÒÀżż·Ä±»ŰŚȘČúÉú”ÄÀëĐÄÁŠŚśÓñ»ËŠ”œÄęŸÛČÛÖĐŁŹÓëČÛÄÚĐëÌőŽîœÓĐγɰțÀë”㥣ÒęÉŽ”ÄÇ°¶Ë±»ÒęÉŽÂȚÀËùÎŐłÖŁŹÎȶËËæ·Ä±»ŰŚȘ¶űŒÓÄíŁŹÄí¶ÈŃŰÉŽÎČÏòÄęŸÛĐëÌőŽ«”ĘŁŹÓëĐëÌőÄíșÏĄŁÓÉÓÚÒęÉŽÂȚÀ”ĻیȘÇŁÒ꣏œ«ĐëÌőŽÓÄęŸÛČÛÖĐÖđœ„°țÀëÏÂÀŽŁŹËæ·Ä±ŒÓÄíłÉÉŽĄŁĐëÌő”ÄËłÀû°țÈĄ±ŰĐëÂúŚăÁœžöÌőŒțŁș
Łš1Ł©ÉŽÎČÓëÄęŸÛĐëÌő”ÄÁȘÏ”ÁŠŽóÓÚÄęŸÛČÛ¶ÔĐëÌő”ÄÄŠČÁŚèÁŠ ŒŽÉŽÌőÉÏ”ÄÄí»ŰÍščę°țÀë”ăŃÓÉìÖÁ°țÀëÇűŁŹ°ŃŒÓÄíÁŠŸŰÏòÄęŸÛĐëÌőŽ«”ĘŁŹÒÀżżÉŽÎČÓëÄęŸÛČÛÖĐĐëÌő”ÄÁȘÏ”ÁŠżË·țÄęŸÛČÛ¶ÔĐëÌő”ÄÄŠČÁŚèÁŠŁŹ°ŃĐëÌőËłÀû”Ű°țÏÂĄŁÈçčûĂ»ÓĐŚăč»”ÄÄí»ŰŁŹ°țÀëÇűÄÚÉŽÌőÓëÄęŸÛČÛÄÚĐëÌőÁȘÏ”ÁŠĐĄÓÚÄęŸÛČÛ¶ÔĐëÌő”ÄÄŠČÁŚèÁŠŁŹÉŽÌőÓëĐëÌőœ«ÔÚ°țÀë”㎊¶ÏÁŃŁŹĐγɶÏÍ·ĄŁ
Łš2Ł©°țÀë”ăÓëÄęŸÛČÛÓĐÏà¶ÔÔ˶Ż ÓÉÓÚ°țÀë”ăÓë·Ä±ÍŹÏò»ŰŚȘŁŹËùÒÔ¶țŐßÖźŒäÒȘÊ”ÏÖ°țÀ룏ŸÍ±ŰĐëÓĐÏà¶ÔÔ˶ŻŁŹŒŽËÙ¶ÈČ°țÀë”ă”ÄÔ˶ŻŁŹżÉÂÔżìÓڷıËÙ¶ÈŁŹÒČżÉÂÔÂęÓڷıËÙ¶ÈŁŹÇ°ŐßłÆÎȘłŹÇ°°țÀ룏șóŐßłÆÎȘÖÍșó°țÀ륣°țÀë”ăÓë·Ä±ÁœŐ߻یȘËÙ¶ÈÖźČŸÍÊÇŚÔÄęŸÛČÛ°țÈĄĐëÌő”ÄÈŠÊꥣŐ곣·ÄÉŽÇéżöÏÂŁŹÎȘłŹÇ°°țÀ룏ŒŽ°țÀë”ăËÙ¶ÈÂÔżìÓڷıŚȘËÙĄŁ
ąČÄęŸÛĐëÌő”ÄĐÎÌŹ ÔÚ·ÄÉŽčęłÌÖĐŁŹĐëÌő”Ä°țÈĄșÍÏËÎŹÏòÄęŸÛČ۔ĻŹÒÆÊÇÍŹÊ±œűĐДĥŁ·ÄÉŽ±ĂżŚȘÒ»ÖÜŁŹ°țÀë”ă°țÈĄÒ»¶ÎÉŽÌőŁŹÄęŸÛČÛÖĐÆÌ·ĆÒ»ČăÏËÎŹŁŹ”±°țÀë”ăÈƷı°țÈĄÒ»ÈŠșóŁŹÄęŸÛČÛÄÚ”ÄĐëÌő·ÖČŒĐÎÌŹŁŹœ«ŃŰ°țÀë”ăÏà¶ÔÔ˶Ż”Ä·œÏòŁŹÓÉŽÖ±äÏžĄŁÈçÍŒ9-2-18ËùÊŸŁŹŽËșó°țÀë”ăŚÔĐëÌőŽÖ¶ËÁŹĐű°țÈĄŁŹÄęŸÛČÛČ»¶Ï”ŰŚÔĐëÌőÏž¶ËČčÈëÏËÎŹŁŹÊč·ÄÉŽčęłÌÁŹĐűČ»¶ÏĄŁ
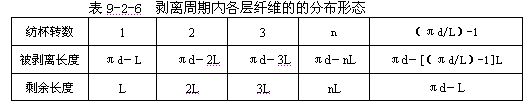
°țÀë”ăÏà¶Ô·Ä±»ŰŚȘÒ»ÖÜłÆÎȘÒ»žö°țÀëÖÜÆÚĄŁÔÚÒ»žö°țÀëÖÜÆÚÄÚŁŹÉè°țÀë”ăÒ»ŚȘÏà¶Ô·Ä±ŚȘčę”Ä»Ął€ÎȘLŁŹÔòÔÚÒ»žö°țÀëÖÜÆÚÖĐŁŹ·Ä±”ÄŚȘÊęÎȘŁšŠĐd/LŁ©Ł1ŁŹ·Ä±žśŚȘÆÌ·Ć”œÄęŸÛČÛÖĐ”ÄÏËÎŹČă±»°țÀë”ă°țÈĄ”Äł€¶ÈŒû±í9-2-6ĄŁŽÓ±íÖĐżÉÒÔżŽłöŁș
Łš1Ł©ÄęŸÛĐëÌőÊÇÓɶàČăÏËÎŹËùŚéłÉŁŹÓÉÓÚ°țÀëÓëÏËÎŹČčÈëÍŹÊ±œűĐĐŁŹžśČăÏËÎŹ±»°țÈĄ”Äł€¶ÈȻ͏ŁŹËùÒÔÔÚÄęŸÛČÛÖĐŸÍĐÎłÉÁËÓÉŽÖœ„Ïž”ÄĐëÌőĐÎÌŹĄŁ
Łš2Ł©ÏàÁÚÏËÎŹČăŒäÓĐÒÆŸàŁŹÆ䳀¶ÈÎȘLĄŁ
Łš3Ł©°țÀë”ăÖÁÄęŸÛĐëÌőÏž¶ËÓĐżŐ϶ŁŹÆ䳀¶ÈÎȘLĄŁ
aĄȘÆïżçÏËÎŹ bĄȘ°țÀë”ă
ąłÄęŸÛĐëÌő”ÄČąșÏЧӊÓëČűÈÆÏËÎŹ
ąĆČąșÏЧӊ ÓÉÓÚ°țÈĄÔ˶ŻÊÇÓÉÒęÉŽÂȚÀÇŁÒę¶űłÉŁŹËùÒÔ”„λʱŒä°țÀë”ăÏà¶Ô·Ä±ŚȘčę”ÄÈŠÊęÎȘŠÔĄÁ1000/ŠĐDŁŹÓÖÒòÎȘ”„λʱŒäÄęŸÛČÛÄÚ»ŹÈë”ÄÏËÎŹČăÊęÎȘ·Ä±”ÄŚȘËÙnŁŹËùÒÔÄęŸÛĐëÌőÖĐÏËÎŹ”ÄČąșÏÊęBÎȘŁș
ŽÓÉÏÊœÖĐżÉÖȘŁŹ·Ä±Ö±Ÿ¶ÓúŽóŁŹÄí¶ÈÓúŽóʱŁŹÆäČąșÏČăÊęÓú¶à,ČąșÏЧčûÓúșĂĄŁ
Łš2Ł©ČűÈÆÏËÎŹ ÔڻیȘÉŽÌő°țÈĄÄęŸÛĐëÌő”ÄčęłÌÖĐŁŹÔÚ°țÀë”ășó»áČúÉúżŐ϶ŁŹ”«ÍščęžßËÙÉăÓ°żÉčÛČ씜żŐÏ¶ČąČ»ĂśÏÔŽæÔÚŁŹ¶űÊDZ»ÉÙÁżÏËÎŹËùÌîČ裏ŐâĐ©ÏËÎŹÆïżçÔÚ°țÀë”ășÍĐëÌőÎȶˣŹÒò¶ű±»łÆÖźÎȘÆïżçÏËÎŹ»òŽîÇĆÏËÎŹĄŁÈçÍŒ9-2-18ËùÊŸĄŁÆïżçÏËÎŹĐγɔÄÔÒòÊÇ”±°țÀë”ăŸčęÊäËÍčÜ”ÀżÚÏ·œÊ±ŁŹÎčÈëÏËÎŹ”ÄÍ·¶ËÓë»ŰŚȘÉŽÌőŐłÁŹŁŹ¶űÎȶ˱»ËŠ”œÄęŸÛČÛÖĐÓëĐëÌőÎȶËÏàÁŹ¶űĐÎłÉÆïżçÏËÎŹĄŁ
ÔÚ·ÄÉŽčęłÌÖĐŁŹÆïżçÏËÎŹ”ÄÍ·¶ËËæ»ŰŚȘÉŽÌőÇ°ÒÆŁŹÎȶËËæ·Ä±ÒƶŻŁŹ”±Ç°¶Ë°țÀëÒÔșóŁŹÆäșó¶ËŽÓÄęŸÛĐëÌőÖĐłéłöŁŹČűÈÆÔÚÉŽÌő±íĂæŁŹłÉÎȘČűÈÆÏËÎŹĄŁ”±žôÀëŽëÊ©Č»ÁŒÊ±ŁŹÓĐ”ÄÏËÎŹ»áË攌ÁśČÛÏÂĐĐ”ÄÆűÁśœűÈë·Ä±žœŚĆÔڻیȘÉŽÌőÉÏŁŹÒČÄÜĐÎłÉČűÈÆÏËÎŹĄŁ
ČűÈÆÏËÎŹÊÇŚȘ±ÉŽ”ÄœáččÌ۔㣏ÔÚÏÖÓДČȘ±·ÄÉŽ»úÉÏ·ÄÉŽŁŹČűÈÆÏËÎŹÊÇČ»żÉ±ÜĂâ”ÄĄŁČűÈÆÏËÎŹ·ŽÏòĄąÎȚčæÔò”ŰČűÈÆÓÚÉŽÌő±íĂæŁŹÆäÏËÎŹÇżÁŠČ»ÄÜłä·ÖÀûÓĂŁŹŽÓ¶űÓ°ÏìŚȘ±ÉŽ”ÄÍâčÛșÍÇżÁŠĄŁ
Î楹ÁôÍ·»účč
ŁšÒ»Ł©ÁôÍ·”ÄÄż”Ä ÓÉÓÚŚȘ±·ÄÉŽčęłÌÖĐÎčÈëÌőŚÓÓëÊäłöÉŽÌőŒäÊÇČ»ÁŹĐű”ÄŁŹËùÒÔÔÚčŰł”ʱŁŹÒò·Ä±ŚȘËٞ߶űœÏÆäËü»úŒț”ÄčßĐÔŽóŁŹÊčÉŽÎČÄí»Űčę¶àŁŹ”±ÉŽÎČÍŃÀëÄęŸÛČÛʱŁŹ»áÒòÄí»Űčę¶à¶ű·ąÉúÍËÄíŸíËőŁŹÈôŚèÄíÍ·ÒęÉŽčÜżŚŸ¶ĐĄŁŹÔòŸíËőÔÚÒęÉŽčÜÏÂżÚŁŹÈôŚèÄíÍ·ÒęÉŽčÜżŚŸ¶ŽóŁŹŸÍ»áĆÜłöÒęÉŽčÜÍ⥣”±żȘł”ʱŁŹÒęÉŽčÜÍâŐßÎüČ»œűÈ„ŁŹÒęÉŽčÜÄÚŐßÔòÒòŸíËőłÉÍƶűÓëĐëÌő”Ĝӎ„ł€¶È¶ÌŁŹÁȘÏ”ÁŠÈőŁŹœÓČ»ÉÏÍ·ŁŹ»òœÓÉÏșóÒòÉŽÎČÄí»Űčę¶à¶űČúÉúŽà¶ÏÍ·ĄŁÒòŽËŁŹŚȘ±·ÄÉŽ»úÉÏÉèÖĂÁËÁôÍ·»úč裏ÆäÄż”ÄÔÚÓÚÔÚčŰł”ʱŽŽÔì±ŰÒȘ”ÄÌőŒțŁŹŒőÉÙÉŽÎČÄí¶ÈșÍŸíËőŁŹÊčżȘł”ʱɎÌőÓëŚÔÓɶ˻֞ŽŐ곣”ÄÁŹĐűĐÔŁŹÍêłÉŒŻÌćÉúÍ·ŁŹ±ŁÖ€ÉúČúŐ곣œűĐĐĄŁÁôÍ·”ÄŽëÊ©ÓĐÁœ”㣏ŒŽŁș
ą±žÄÉÆÉŽÎČÔÚčŰł”șó”ÄŚŽÌŹ čŰł”ʱŁŹÔÚÎčžűÂȚÀșÍ·ÖÊáčőÍŁÖčŚȘ¶ŻșóŁŹÁôÍ·»úččÓŠÊÊ”±ŸíÈĄÒ»¶ÎÉŽÏߣŹÆ䳀¶ÈÓŠœÓœü»òÂÔ¶ÌÓÚÄęŸÛČÛ”ÄÖÜł€ŁŹÊčÉŽÎČÍŃÀëÄęŸÛČÛĄŁŐâŃùŁŹŒŽÊč·Ä±ÒòčßĐÔŒÌĐű»ŰŚȘŁŹ”«¶ÔÉŽÎČÒŃČ»ÔÙÆđŒÓÄ팜ÓĂÁËĄŁÒò¶űżÉ±ÜĂâÒòÉŽÎČÄí¶Èčę¶à¶űŸíÇúÊŐËő”ıŚ¶ËŁŹÍŹÊ±ÎȘ·ÀÖčÔÚÄíËőŒ°ÄÚÓŠÁŠ”ÄŚśÓĂÏÂÉŽÏßÍËœâ¶űĆÜłöÒęÉŽčÜŁŹ»čÓŠÉèÖĂŃčÉŽŚ°ÖĂŁŹœ«ÉŽÎȱŁłÖÔÚÒęÉŽčÜÄÚŁŹÎȘÏÂŽÎżȘł”ÉúÍ·ŽŽÔìÌőŒțĄŁ
ąČżŰÖÆžś»úŒț”ÄÆô¶ŻÊ±Œä Òò·Ä±čßĐÔŽóŁŹżȘł”șóÒȘŽï”œŐ곣ŚȘËÙĐèÒȘÒ»žöÉęËÙčęłÌŁŹËùÒԷı”ÄÆô¶ŻÓŠłŹÇ°ÓÚ·ÖÊáčőșÍÎčžűÂȚÀŁŹ”±·Ä±Žï”œŐ곣ŚȘËÙʱŁŹÁôÍ·»úččœ«čŰł”ʱŸíÈĄ»òÀłö”ĶàÓàÉŽÎČ”čËͻ۷ıÄÚŁŹÒÀżż·Ä±”ÄŐæżŐÎüÁŠșÍÀëĐÄÁŠœ«ÉŽÎČÎüÈëȹˊÏòÄęŸÛČÛŁŹČąÔÚÉŽÎČ”čÈë»úÄÚ”ÄčęłÌÖĐŒ°Ê±Æô¶ŻÎčžűÂȚÀșÍ·ÖÊáčőŁŹÊčÉŽÎČÔÚ±»ËÍ»ŰÄęŸÛČÛʱŁŹ·ÖÊáčőÊäłö”ÄÏËÎŹÒČÍŹÊ±”œŽïÄęŸÛČÛÄÚĄŁŽËʱŸíÈÆÂȚÀșÍÒęÉŽÂȚÀÁąŒŽŐęÏòÒęÉŽŁŹÍêłÉŚÔ¶ŻœÓÍ·ĄŁ
Łš¶țŁ©ÁôÍ·»účč ŚȘ±·ÄÉŽ»ú”ÄÁôÍ·»úččÓĐÁœÖÖÀàĐÍŁŹŒŽŸíÈÆÂȚÀ”čËłŚȘ·šÁôÍ·»úččșÍÀÉŽ·šÁôÍ·»úč襣
ą±ŸíÈÆÂȚÀ”čËłŚȘ·šÁôÍ·»účč ÈçÍŒ9-2-19ËùÊŸŁŹÔÚÒęÉŽÂȚÀșÍŸíÈÆÂȚÀ”ÄŽ«¶ŻÏ”ÍłÖĐŚ°ÓĐÁœÖ»”çŽĆÀëșÏÆśAĄąBŁŹA»òBÎüșÏʱŁŹłĘÂÖb»òfżÉÊčłĘÂÖc»ògËæÆä
ÍŹÏòÍŹËÙ»ŰŚȘŁ»”±A»òBÊÍ·ĆʱŁŹłĘÂÖb»òfÖ»ÄÜÔÚžśŚÔ”ÄÖáÉÏ»Ź¶Ż»ŰŚȘŁŹc»òg”ĻیȘ·œÏòÓëŚȘËÙżÉČ»ÊÜb»òf”ÄÖÆÔŒĄŁÁœÖ»œéÂŐdĄąh·Ö±đÊÜłĘÂÖcĄągŽ«¶ŻŁŹ”«dĄąhÓÖÏໄÄöșÏŁŹżÉÒÔœ«c»òg”ÄŽ«¶ŻŽ«ÏòÒęÉŽÂȚÀșÍŸíÈÆÂȚÀĄŁžùŸĘč€ÒŐÒȘÇóŁŹĐèÒȘÒęÉŽÂȚÀșÍŸíÈÆÂȚÀŐęŚȘʱŁŹ”çŽĆÀëșÏÆśAÎüșÏŁŹBÊÍ·ĆŁŹŽËʱžĂŽ«¶ŻÏ”ÍłÊÜłĘÂÖa ”ÄŽ«¶ŻŁŹ°ŽÊ”ÏߌęÍ·ËùÊŸ·œÏò»ŰŚȘŁŹÒęÉŽÂȚÀœ«ÒęÉŽÒęłöŁŹŸíÈÆÂȚÀŽ«¶ŻÍČŚÓŸíÈĄĄŁ”±ĐèÒȘÒęÉŽÂȚÀșÍŸíÈÆÂȚÀ·ŽŚȘʱŁŹÔòBÎüșÏŁŹAÊÍ·ĆŁŹŽËʱžĂŽ«¶ŻÏ”Íłœ«°ŽĐéÏߌęÍ·ËùÊŸ·œÏò»ŰŚȘŁŹÒęÉŽÂȚÀŒ°ŸíÈÆÂȚÀ”čŚȘŁŹœ«ÉŽÎČËͻ۷ÄÉŽ±ÄÚĄŁ
ąČÀÉŽ·šÁôÍ·»účč ÈçÍŒ9-2-20ËùÊŸŁŹÔÚčŰł”čęłÌÖĐŁŹÊŚÏÈÊÇÎčžűÂȚÀĄą·ÖÊáčőÍŁŚȘŁŹÔÙœÓŚĆÎȘÒęÉŽŸíÈÆČż·ÖÍŁŚȘŁŹÔÚÒęÉŽŸíÈÆČż·ÖÍŁŚȘșóŁŹșᶯÒÆÉŽžË1ÓĐÒ»žöČàÏòÒƶŻĐĐłÌŁŹĐÎłÉÉŽ”ÄÔ€Áôł€¶ÈŁŹÍščęÒƶŻșážË”ÄÏđœș°ŒŚìœôœôŒĐłÖŁŹÉŽč̶šÔÚÒęÉŽčÜłöżÚ4”ÄžœœüŁŹÉŽÎȱ»±ŁÁôÔÚÒęÉŽčÜÄÚŁŹÖśÂíŽïșͷıŒÌĐűŚȘ¶ŻÖ±”œÍŁÖ襣ɎÌő”ÄÔ€Áôł€¶ÈËæ·Ä±Ö±Ÿ¶”ı仯¶ű±ä»ŻŁŹ¶űÉŽÎČÓÉÒÆÉŽžËŽÓ·Ä±ÀłöșóŁŹÆäÔÚÒęÉŽčÜ
ÖĐÍŁÁô”Äł€¶ÈŽóÔŒÎȘ2cmŁŹËùÒÔÒƶŻșážË”ĶŻłÌÓŠËæ·Ä±Ö±Ÿ¶Č»ÍŹ¶űȻ͏ĄŁ
ÔÚżȘł”čęłÌÖĐŁŹ”±ÎčžűČż·ÖÆô¶ŻșóŁŹÁôÍ·ÉŽÎČÍËłöżŰÖÆ»účč·ąłöÊÍ·ĆÒÆÉŽžË”ÄÖžÁÒÆÉŽžËÒÀżż”Ż»ÉŐĆÁŠ¶ű·”»ŰÖÁŐ곣·ÄɎλÖĂŁŹ·ĆłöÉŽÏßÍščęÒęÉŽčܱ»ÎüÈë·Ä±ŁŹÉŽÎČÔÚ±ÄÚÓëÄęŸÛČÛ”ÄÏËÎŹ»·œáșÏŁŹÍêłÉœÓÍ·ĄŁ
ÁôÍ·»úččÊÇÍščężŰÖÆÏ”Íł¶ÔżȘčŰł”žśÔ˶Ż»úŒțœűĐĐÓĐЧżŰÖÆ”ÄŁŹÒòŽËÁôÍ·”ijɰÜčŰŒüÔÚÓÚżȘčŰł”ʱžśÔ˶Ż»úŒțÔ˶Ż”ÄʱŒäŚŒÈ·Œ°¶ŻŚśÎȶšżÉżżĄŁżŰÖÆžśÔ˶Ż»úŒț¶ŻŚśÊ±ŒäŒ°Ô˶ŻÁżŽóĐĄ”ÄžśÖÖÉ趚ČÎÊęÒò·ÄÉŽÆ·ÖÖĄąÊčÓĂÔÁÏĄą·Ä±ŚȘËÙ”ÄȻ͏¶űžśÒìŁŹËùÒÔÒȘ±ŁłÖœÏžß”ÄÁôÍ·ÂÊŒ°œÓÍ·ÖÊÁżŁŹŸÍ±ŰĐ뱣րžśÉ趚ČÎÊę”ÄŐęÈ·ÎȚÎóŁŹČąÔÚžśŽ«¶ŻÖáÉÏ°ČŚ°”çŽĆÀëșÏÆśŒ°”çŽĆÉČł”ŁŹÒÔ±ăÔÚłÌĐò¶ŻŚśŽï”œĐèÒȘ”ÄʱŒäșóÁąŒŽÍŁÉČŁŹŒőÉÙčßĐÔ”ÄÓ°ÏìĄŁ
ÁùĄąŚȘ±·ÄÉŽ»ú”ÄŽ«¶ŻÓëč€ÒŐŒÆËă
ŁšÒ»Ł©ŚȘ±·ÄÉŽ»ú”ÄŽ«¶ŻŒ°ÆäÌŰ”ă ËæŚĆÎąŽŠÀí»úĄą±äÆ”ŒŒÊőșÍŒìČ⌌Êő”ÄÓŠÓĂ,ĐÂĐÍŚȘ±·ÄÉŽ»ú”ÄŽ«¶ŻŸßÓĐÒÔÏÂÌŰ”ăŁș
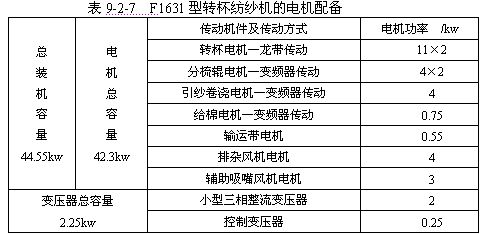
ą±ÖśÒȘ»úŒțÓÉ”ç»úÖ±œÓŽ«¶ŻŁŹŒÈŒőĐĄÁËÒòŽ«¶ŻŒ¶Êęčę¶àÔìłÉ”ÄÎóČÓÖÊ莫¶ŻÏ”ÍłžüÎȘŒòœĘĄŁčúČúF1631ĐÍŚȘ±·ÄÉŽ»úŸÍÓĐÊźžö”ç»úÀŽŽ«¶ŻžśÖśÒȘ»úŒțŁŹÈç±í9-2-7ËùÊŸĄŁ
ąČÎčÈëČż·ÖÓëÊäłöČż·ÖČÉÓñäÆ”Æś”śËÙŁŹÁȘËűżŰÖÆĄŁ
ąłÓĂÎąŽŠÀí»ú»òPCLÍščężŰÖÆ»Ű·ŁŹÊ螜ȿ·Ö»„ÏàĆäșÏÔËĐĐŁŹč€ÒŐ”śŐû·œ±ăŁŹÍščęÏÔÊŸÆśÉ趚ŒŻÌćÉúÍ·č€ÒŐČÎÊ꣏ÏÔÊŸ·ÄÉŽč€ÒŐČÎÊ꣏ŒàČâżŰÖÆ·ÄÉŽł€¶ÈŁŹ¶šł€ÂäÉŽșÍËÄ°à·Ö±đŒÆł€ĄŁ
ąŽÖśÒȘŽ«¶ŻÂÖÉèÖĂÔÚ·â±Ő”ÄÓÍÔĄÏäÄÚŁŹŽ«¶ŻŒŻÖĐŁŹÊÊÓŠÓÚžßËÙŁŹČÉÓĂłĘÂÖÓëÍŹČœŽűŽ«¶ŻŁŹČÙŚś·œ±ăŁŹÔËĐĐÆœÎÈĄŁ
Łš¶țŁ©ŚȘ±·ÄÉŽ”Äč€ÒŐŒÆËă
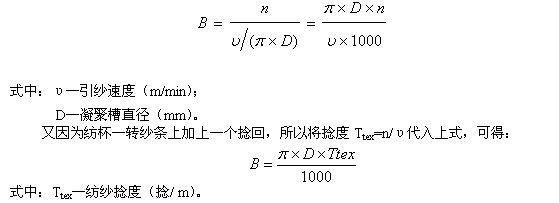
ą±ËÙ¶ÈĄĄŚȘ±·ÄÉŽ”ÄËٶȌÆËăÖśÒȘÓзı”ÄŚȘËÙn1,·ÖÊáÀíčő”ÄŚȘËÙn2șÍÎčžűÂȚÀ”ÄÎčÈëËÙ¶Èv3,ÒęÉŽÂȚÀ”ÄÊäłöËÙ¶Èv4.ÓÉÓÚžś»úŒțœÔÓÉ”ç»ú”„¶ÀŽ«¶ŻŁŹËùÒÔÆäŚȘËÙżÉÒÔ°ŽÏÂÁĐč«ÊœŒÆËăŁș
ÆߥąŚȘ±ÉŽ”ÄÌŰ”ăŒ°ÖÊÁżżŰÖÆ
ŁšÒ»Ł©ŚȘ±ÉŽ”ÄłÉÉŽÌŰ”ă
ą±ŚȘ±ÉŽ”Äœáčč ĐëÌőŸŒÓÄíșó,ÏËÎŹÔÚÉŽÏßÖĐ”ÄĆĆÁĐĐÎÌŹÒÔŒ°ÉŽÏߔĜôĂÜłÌ¶ÈłÆÎȘÉŽÏߔĜáč裏Ȼ͏”ÄŒÓÄíčęłÌŸßÓĐȻ͏”ÄÉŽÏßœáč裏ŚȘ±ÉŽ”ÄœáččÓÉÁœČż·ÖŚéłÉŁŹŒŽŁș
Łš1Ł©ĐŸÉŽ ÓÉÄęŸÛĐëÌőŒÓÄí¶űłÉŁŹÆäœáččÓë»·¶§ÉŽÏàËÆŁŹ±ÈœÏœôĂÜŁŹ”«ÓÉÓÚÉŽÏßœŰĂæÊÇÓÉÈęœÇĐÎÖđœ„čę¶É”œÔČĐÎŁŹĐëÌőÔÚŒÓÄíÇ°ÊÜ”œÒ»¶š”ÄÔŒÊűŁŹÏËÎŹĂܶȜώóŁŹÄÚÍâŚȘÒÆÀ§ÄŃŁŹËùÒÔÔČŚ¶ÂĘĐꌎÏËÎŹœÏÉÙ¶űÔČÖùÂĘĐꌎÏËÎŹœÏ¶àĄŁÒòÆűÁśÊäËÍ”ÈÔÒòŁŹÏËÎŹ¶àłÊÍä賥ąÍäÇúŚŽÌŹŐß¶àŁŹÆäĆĆÁĐČ»Œ°»·¶§ÉŽÓĐÖÈĐòĄŁ
Łš2Ł©ČűÈÆÏËÎŹ ÓÉÆïżçÏËÎŹŁŹ·ÉÈëÏËÎŹĄą°țÀëČĐÓàÏËÎŹ”ÈÒÔ·ŽÏòÎȚčæÔò°üČűÔÚĐŸÉŽÉÏĐγɣŹœáččœÏÎȘËÉÉąĄŁŚȘ±ÉŽÖĐžśÖÖÏËÎŹŚŽÌŹ”ÄÊęÁż·ÖČŒŒû±í9-2-8ĄŁ

ąČŚȘ±ÉŽ”ÄłÉÉŽÌŰ”ăŁș
Łš1Ł©ÇżÁŠ ÓÉÓÚŚȘ±ÉŽÖĐÍäÇúĄą¶ÔŐÛĄąŽòÈŠĄąČűÈÆÏËÎŹ¶àŁŹÏËÎŹ”ÄÄÚÍâŚȘÒÆČ”±ÉŽÏßÊÜÍâÁŠŚśÓĂʱŁŹÏËÎŹ¶ÏÁŃ”ÄČ»ÍŹÊ±ĐÔŃÏÖŰŁŹÇÒÒòÏËÎŹŒäœÓŽ„ł€¶È¶ÌŁŹ»ŹÍŃ”ÄŒžÂÊÔöŒÓŁŹÒòŽËŁŹŚȘ±ÉŽ”ÄÇżÁŠ”ÍÓÚ»·¶§ÉŽŁŹ·ÄĂȚʱœÏ»·¶§ÉŽÔŒ”Í10%~20%ŁŹ·Ä»ŻÏËʱŁŹÔŒ”Í20%~30%ĄŁ
Łš2Ł©ÌőžÉșÍșŹÔÓ ÓÉÓÚŚȘ±ÉŽÔÚłÉÉŽčęłÌÖбÜĂâÁËÇŁÉìČšșÍ»úДȚŁŹÇÒÔÚÄęŸÛčęłÌÖĐÓÖÓĐČąșÏЧӊŁŹËùÒÔÆäłÉÉŽÌőžÉ±È»·¶§ÉŽŸùÔÈĄŁ·ÄÖĐÌŰɎʱŁŹÎÚÊÏÌŰÌőžÉČ»ÔÈÂÊÆœŸùÎȘ11%~12%ĄŁ
ÓÉÓÚÔĂȚŸčęÇ°·Äč€Đò”ÄżȘËÉĄą·ÖÊ᥹łęÔÓĄąÎüłŸșóŁŹÔÚœűÈë·Ä±ÒÔÇ°ŁŹÓÖŸčęÁËÒ»ŽÎ”„ÏËÎŹŚŽÌŹÏ”ijęÔÓčęłÌŁŹËùÒÔŚȘ±ÉŽ±ÈœÏÇćœàŁŹÉŽŽĂÉÙ¶űĐĄŁŹÆäÉŽŽĂÊęœöÓĐ»·¶§ÉŽ”Ä1/4~1/3ĄŁ
Łš3Ł©ÄÍÄ„¶È ÉŽÏß”ÄÄÍÄ„¶ÈłęÓëÉŽÏß±ŸÉí”ÄŸùÔȶÈÓĐčŰÒÔÍ⣏»čÓëÉŽÏßœáččÓĐĂÜÇĐčŰÏ”ĄŁÒòÎȘ»·¶§ÉŽÏËÎŹłÊÓĐčæÔò”ÄÂĘĐęÏߣŹ”±·ŽžŽÄŠČÁʱŁŹÂĘĐęÏßÏËÎŹÖđČœ±äłÉÖáÏòÏËÎŹŁŹŐûžùÉŽÒòʧÄíœâÌć¶űșÜżìÄ„¶ÏĄŁ¶űŚȘ±ÉŽÍâČă°üÓĐČ»čæÔò”ÄČűÈÆÏËÎŹŁŹčÊŚȘ±ÉŽČ»ÒŚœâÌ楣Òò¶űÄÍÄ„¶ÈșĂĄŁÒ»°ăŚȘ±ÉŽ”ÄÄÍÄ„¶È±È»·¶§ÉŽžß10%~15%ĄŁŚȘ±ÉŽÒòÆä±íĂæĂ«ČÚŁŹÉŽÓëÉŽÖźŒä”ı§șÏÁŒșĂŁŹÒòŽËÖÆłÉčÉÏ߱Ȼ·¶§ÉŽčÉÏßÓĐžüșĂ”ÄÄÍÄ„ĐÔÄÜĄŁ
Łš4Ł©”ŻĐÔ ·ÄÉŽŐĆÁŠșÍÄí¶ÈÊÇÓ°ÏìÉŽÏß”ŻĐÔ”ÄÖśÒȘÒòËŰĄŁÒ»°ăÇéżöÊÇ·ÄÉŽŐĆÁŠŽóŁŹÉŽÏß”ŻĐÔČÄí¶ÈŽóŁŹÉŽÏß”ŻĐÔșĂĄŁÒòÎȘ·ÄÉŽŐĆÁŠŽóŁŹÏËÎŹÒŚłŹčꔯĐÔ±äĐη¶Î§ŁŹ¶űÇÒłÉÉŽșóÉŽÏßÖĐ”ÄÏËÎŹ»Ź¶ŻÀ§ÄŃŁŹčÊ”ŻĐÔœÏČɎÏßÄí¶ÈŽóŁŹÏËÎŹÇăбœÇŽóŁŹÊÜ”œÀÉìʱŁŹ±íÏÖłö”Ż»É°ă”ÄÉìł€ĐÔŁŹčÊ”ŻĐÔœÏșĂĄŁŚȘ±ÉŽÊôÓÚ”ÍŐĆÁŠ·ÄÉŽŁŹÇÒÄí¶È±È»·¶§ÉŽ¶àŁŹÒò¶űŚȘ±ÉŽ”ŻĐԱȻ·¶§ÉŽșĂĄŁ
Łš5Ł©Äí¶È Ò»°ăŚȘ±ÉŽ”ÄÄí¶È±È»·¶§ÉŽ¶à20%ŚóÓÒŁŹŐâ¶ÔijЩșóŒÓč€œ«ÔìłÉÀ§ÄŃŁšÈçÆđÈȚÖŻÎï”ÄŒÓ耣©ŁŹÍŹÊ±Äí¶ÈŽóŁŹÉŽÏß”ÄÊÖžĐœÏÓČŁŹŽÓ¶űÓ°ÏìÖŻÎï”ÄÊ֞ХŁËùÒÔŁŹĐèÒȘŃĐŸżÔÚ±ŁÖ€Ò»¶š”Ä”„ÉŽÇżÁŠșÍ·ÄÉŽ¶ÏÍ·”ÄÇ°ÌáÏÂŁŹœ””ÍŚȘ±ÉŽÄí¶È”ÄŽëÊ©ĄŁ
Łš6Ł©ĆîËÉĐÔ ÉŽÏß”ÄĆîËÉĐÔÓñÈÈĘŁšcm3/gŁ©ÀŽ±íÊŸĄŁÓÉÓÚŚȘ±ÉŽÖĐ”ÄÏËÎŹÉìÖ±¶ÈČ¶űÇÒĆĆÁĐČ»ŐûÆ룏ÔÚŒÓÄíčęłÌÖĐÉŽÌőËùÊÜŐĆÁŠœÏĐĄŁŹÍâČăÓÖ°üÓĐČűÈÆÏËÎŹŁŹËùÒÔŚȘ±ÉŽ”ÄœáččĆîËÉĄŁÒ»°ăŚȘ±ÉŽ”ıÈÈĘÔŒ±È»·¶§ÉŽžß10%~15%ĄŁ
Łš7Ł©ÈŸÉ«ĐÔșÍÎüœŹĐÔ ÓÉÓÚŚȘ±ÉŽ”ÄœáččĆîËÉŁŹÒò¶űÎüËźĐÔÇżŁŹËùÒÔŚȘ±ÉŽ”ÄÈŸÉ«ĐÔșÍÎüœŹĐÔœÏșĂŁŹÈŸÁÏżÉÉÙÓĂ15%~20%ŁŹœŹÁÏĆš¶ÈżÉœ””Í10%~20%ĄŁ
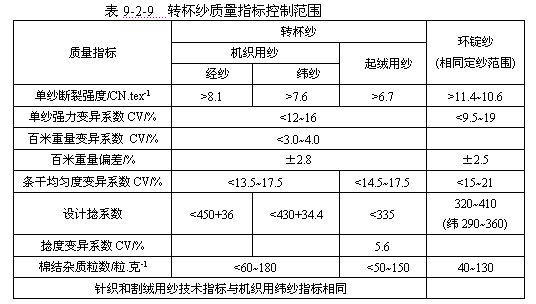
Łš¶țŁ©ŚȘ±ÉŽ”ÄÖÊÁżÖž±ê ŚȘ±ÉŽ”ÄÖÊÁżÖž±êÓë»·¶§ÉŽ»ù±ŸÏàÍŹŁŹÓĐÇżÁŠĄąÖŰÁżČ»ÔÈÂÊĄąÌőžÉÔÈÂÊșÍœáÔÓÁŁÊę”ÈżŒșËÖž±êĄŁžùŸĘÉŽÏß”ÄÓĂÍŸżÉ·ÖÎȘÈęžöÖž±êżŰÖÆÌćÏ”ŁŹŒŽ»úÖŻÓĂÉŽĄąŐëÖŻÓëžîÈȚÓĂÉŽșÍÆđÈȚÓĂÉŽŒŒÊőÖž±êŁŹÈç±í9-2-9ËùÊŸĄŁ
Ó°ÏìŚȘ±ÉŽÖÊÁż”ÄÒòËŰłę±Ÿč€Đò”Äč€ÒŐÌőŒțÍ⣏ÔÁÏŃĄÔńŒ°°ëÖÆÆ·”ÄœáččÓëÖÊÁżÔòÊÇčŰŒü”ÄÒòËŰĄŁÔÚÓ°ÏìłÉÉŽÇżÁŠ”ÄŒžžöÏËÎŹĐÔÄÜÖž±êÖĐŁŹÏËÎŹÏßĂܶȔÄÓ°ÏìŚîÎȘÏÔÖűŁŹËùÒÔŚȘ±ÉŽŃĄÓĂ”ÄÏËÎŹÓŠÏžÒ»Đ©ŁŹÒÔ±ŁÖ€Ëù·ÄÆ·ÖÖœŰĂæÄÚŸßÓĐÒ»¶š”ÄÏËÎŹžùÊ꣚120žùŁ©ŁŹ”«ÒČČ»ÄÜčęÏžŁŹÒÔ±ÜĂâ·ÖÊáʱËđÉËÏËÎŹ¶űČúÉúĂȚœáĄŁËùÒÔĂȚÏËÎŹ”ÄÏßĂܶÈŃĄÔńÓŠœáșÏłÉÊì¶ÈŚÛșÏżŒÂÇŁŹÒ»°ăÔÚ1.54~1.67dtexĄŁÓÉÓÚŚȘ±·ÄČÉÓĂÁË·ÖÊáÆűÁśÇŁÉìŁŹčʶԶÌÏËÎŹșÍ»ŰÓĂÂäĂȚ”Ä·ÄÉŽÊÊÓŠĐÔœÏÇżŁŹÒòŽËÏËÎŹ”Äł€¶È¶ÔłÉÉŽÇżÁŠ”ÄÓ°ÏìČ»ÈçÏßĂܶÈĂśÏÔŁŹ·ÄĂȚʱÒÔ26~28mmÎȘÒËĄŁ
ÎȘÁËŒőÉÙłÉÉŽÖĐ”ÄĂȚœáÓëÉŽŽĂĄŁÓŠżŰÖÆÔĂȚșŹÔÓÂÊșÍĂȚœáÔÓÖÊÁŁÊ꣏șŹĂȚœá¶à”ÄŐ¶”¶»šŒ°Ÿ«ÊáÂäĂȚ”Ä»ìÓñÈÀęČ»ÒËčęžßŁŹÊčÓĂ·ÏĂȚÏÂœĆĐèŸčęÔ€ŽŠÀíĄŁČ»ÍŹÔĂȚĆä±È¶Ô”„ÉŽÇżÁŠCV%Ö””ÄÓ°ÏìŒû±í9-2-10ĄŁ
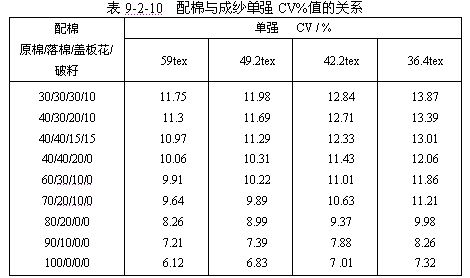
ŽÓ±íÖĐżÉÒÔżŽłöŁŹĆäĂȚ”ÄŐûÆë¶ÈÓúČ¶ÌÈȚÂÊÓúžßŁŹÆœŸùł€¶ÈÓú¶ÌŁŹșŹÔÓÂÊÓúžßŁŹÔòłÉÉŽÇżÁŠČ»ÔÈÂÊÓúŽóŁŹÆäÖОǰ滚șÍÆÆŚŃ”ÄÓ°ÏìŚîŽóŁ»ÔÚÍŹÒ»ĆäĂȚ·œ°žÊ±ŁŹ·ÄÉŽÌŰÊęÓúĐĄŁŹÇżÁŠČ»ÔÈÂÊÓúŽóĄŁËùÒÔŚȘ±·ÄÔÚÔÁÏ”ÄŃĄÓĂÉÏÓŠżŒÂÇČúÆ·”ÄÒȘÇóșÍ·ÄÉŽ”ÄŸŒĂЧÒæŁŹČąÔÚŽË»ùŽĄÉÏŸĄżÉÄܔ۷ą»ÓĆäĂȚ”ÄÓĆÊÆŁŹÒÔÀûÓÚłÉÉŽÖÊÁż”ÄžÄÉÆĄŁ
ÎčÈëÌőŚÓÁŒșĂ”ÄŸùÔÈ¶ÈŁŹÇćœà¶ÈșÍÏËÎŹ·ÖÀë¶ÈÊÇ·ÄÖÆžßÖÊÁżŚȘ±ÉŽ”Äžù±Ÿ±ŁÖ€ŁŹËùÒÔÔÚÇ°·Äč€ÒŐÖĐŁŹÓŠșÏÀí”ŰŃĄÔńÇćÊáÁȘșÏ»ú”ÄŚéșÏ”„»úŒ°żȘËÉ»úŒțĐÍÊœŁŹÀ©ŽóÊáĂȚ»ú”ÄÊáÀíÇűÓòŁŹÒÔÌážßÇćÊáÁȘșÏ»ú”ÄłęÔÓЧÂÊĄą·ÖÊáЧčûŒ°ĂȚÍűÇćÎú¶ÈŁ»ÓĐЧ”ŰÀûÓĂÇćÊáÁȘÉ豞ÖжԎąĂȚÏäŽæĂȚžß¶È”ÄżŰÖÆșÍŚÔ”śÔÈŐû»úččÀŽżŰÖÆÊäłöĂȚÌő”ÄŸùÔÈ¶ÈŁŹČąÔÚÍ·ČąÎčÈëʱʔĐĐÇáÖŰŽîĆ䥹ĩȹÖđÌš¶šÁżżŰÖÆŁŹÊčÎčÈëŚȘ±·ÄÉŽ»ú”ÄÏËÎŹÌőÖŰÁżČ»ÔÈÂÊĐĄÓÚ1%ŁŹșŹÔÓÂÊĐĄÓÚ0.15%ŁŹŚîŽóÔÓÖÊÖŰÁżČ»łŹčę0.15mgĄŁ
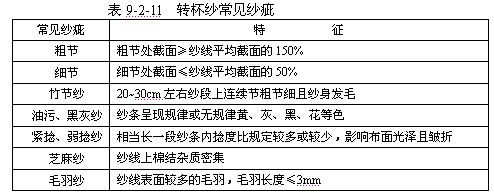
ŁšÈ꣩ɎŽĂŒ°ÆäČúÉú”ÄÔÒò ÉŽŽĂÊÇ·ÄÉŽčęłÌÖĐČúÉú”ÄÉŽÏߎÔ㣏ÊÇżŒșËĂȚÉŽÏßÖÊÁż”ÄÒ»ÏîÖŰÒȘÄÚÈĘĄŁŚȘ±·Ä”ÄłŁŒûÉŽŽĂŒû±í9-2-11ĄŁ
ŚȘ±ÉŽÉŽŽĂČúÉú”ÄÔÒòłęÔÁÏĄąÎčÈëÆ·ÖÊÁżĄąč€ÒŐĆäÖĂÍ⣏֜ÒȘÓëÉ豞”ÄÔËŚȘŚŽÌŹŁ»ČÙŚśĄąÎŹĐȚĄąčÜÀ팰ł”ŒäÎÂÊȘ¶È”ÈÒòËŰÓĐčŰŁŹÏÖ·ÖÊöÈçÏÂŁș
ą±É豞»úĐ”ŚŽÌŹÓëÉŽŽĂ É豞»úĐ”ŚŽÌŹČ»ÁŒÊÇČúÉúÉŽŽĂŒ°łÉĐÎČ»ÁŒ”ÄÖśÒȘÔÒòĄŁ
Łš1Ł©łÉÉŽ”ÄŽÖÏžœÚÉŽŽĂÖśÒȘÎȘÎčÈëČż·ÖŚŽÌŹČ»ÁŒËùÖÂŁŹÆä»úĐ”ÔÒòÖśÒȘÓĐÎčžűÀź°ÈË𻔣ŹÎčžűÂȚÀ»ę»šŁŹÖáłĐË𻔥ąÔțÉ·ĄąŽò¶ÙŁŹÀëșÏÆśŒäžôČ»”±ŁŹłĘÂÖÄ„Ëđ”ÈĄŁ
Łš2Ł©łÉÉŽÖĐ”ÄÖńœÚÉŽŽĂÓë·ÖÊáčőŚŽÌŹČ»ÁŒÓĐčŰŁŹÈç·ÖÊáčőŸâłĘĂ«ŰĘĄą”čłĘĄą¶ÏłĘÈÆ»šŁŹŚȘËÙčęÂꥹčőÖáÔËŚȘŽôÖÍŁŹÓëŐÖżÇŒäÏ¶Č»”±”ÈĄŁ”±·Ä±ÓëĂÜ·âžÇŒä϶čęŽóŁŹ·Ä±ÄęŸÛČÛĂ«ŽÌčÒ»šÊ±ŁŹÒČ»áČúÉúÖńœÚÉŽĄŁ
Łš3Ł©łÉÉŽÈőÄíÖśÒȘÓë·Ä±”ÈŒÓÄíÔȘŒțÓĐčŰŁŹÈç·ÄÉŽÆśÎŽËűœô¶ű·ąÉú©Æű»òĂÜ·âÈŠÊ§Đ§ŁŹ·Ä±ŃčÂÖŃčÈëÁżčęĐĄ»òŚȘ¶ŻČ»Áé»îÖÂÊč·Ä±ŚȘ¶ŻŽò»ŹŁŹ·Ä±žșŃč”ÍŁŹÁúŽűËđ»””È¶Œ»áÔìłÉÈőÄíÉŽĄŁ
Łš4Ł©”±ŚèÄíÍ·ĄąÒęÉŽčÜĄą”ŒÉŽÆś”È»úŒțËđ»”ÆđĂ«Ê±ŁŹ±ŰÈ»»áÓëÉŽÌőÄŠČÁ¶űÀĂ«ÉŽÏßĐÎłÉĂ«ÓđÉŽĄŁ
Łš5Ł©”±ĆĆÔÓČż·ÖŚŽÌŹČ»ÁŒÊ±ŁŹ»áČúÉúĂȚœáÔÓÖÊĂÜŒŻ”ÄÖ„ÂéÉŽĄŁÈç·ÖÊáčőŸâłĘÄ„ËđÓ°ÏìÔÓÖÊ”ÄÇćłęŁ»ĆĆÔÓżŚ¶ÂÈûĄąĆĆÔÓÇ»»ęÔÓŁ»č€ÒŐĆĆ·ç¶ÂÈûʱÔÓÖÊĆĆČ»łöÈ„”ÈĄŁÌ۱đÊÇŚÔĆĆ·çÊœŚȘ±·ÄÉŽ»úŁŹ”±č€ÒŐĆĆ·çČ»ł©Ê±»áÊ賔ͷȿ·Ö”ÄÈôžÉ¶§ŚÓŃÏÖ۶ÏÍ·ŁŹÄŃÒÔżȘł”ĄŁ”±ÓČÔÓÖÊǶÈë·Ä±ÄęŸÛČÛʱŁŹ»č»áÔìłÉÉŽÏß”ÄčæÂÉĐÔČ»ÔÈŒ°ÇżÁŠČ»ÔÈĄŁ
Łš6Ł©ÍČŚÓłÉĐÎČ»ÁŒÖśÒȘÓÉÒęÉŽŸíÈÆČż·ÖŚŽÌŹČ»ÁŒËùÖÂŁŹÈçÒęÉŽÆ€čőÆđČÛĄąŒÓŃčČ»”±ŁŹŐĆÁŠÇŁÉìčęŽó»òčęĐĄŁŹ”ŒÉŽÆśËđ»””ÈĄŁ
ąČÔËŚȘČÙŚśÓëÉŽŽĂ ŚȘ±ÉŽ”ÄĐí¶àÉŽŽĂÊÇÓÉÓÚÖ”ł”耔ÄÔËŚȘČÙŚśČ»”±¶űÔìłÉ”ÄĄŁ
Łš1Ł©œÓͷʱŽűÈë·É»šŁŹ»ŰËżŁŹĂȚÌőœÓÍ·°üŸíČ»ÁŒ”ȶŒ»áÔÚłÉÉŽÖĐĐÎłÉŽÖœÚĄąÏžœÚ»òÖńœÚÉŽĄŁ
Łš2Ł©œÓͷʱ·Ä±ÇćɚȻłč”ŚŁšŚÔĆĆ·çÊœŁ©ŁŹ¶ÏÍ·șół€Ê±ŒäČ»œÓŁ»ČÉÓĂÓÍÊÖœÓÍ·ŁŹœÓͷʱŽűÈëÓÍÎÛŽĂ”ăŁ»ÍČŚÓÂä”ŰĄąÈĘÆśČ»Çćœà”È»áÎÛÈŸÉŽÏߣŹÔìłÉșÚ»ÒÉŽșÍÓÍÎÛÉŽĄŁ
Łš3Ł©Ö”ł”ʱĐŸÉĂȚÌő»ìÓĂ»òĂȚÌőŽíÓĂŁŹÎčÈëĂȚÌőÆÆÌőŁŹœ«»áÔìłÉÉ«Čî»òÍČŚÓłÉÉŽÌŰÊęÓëčæžńČ»·ûĄŁ
ąłÎŹĐȚ±ŁŃűÓëÉŽŽĂ ÎŹĐȚ而ś”ÄÖÊÁżșĂ»”ŁŹÒČÖ±œÓÓ°ÏìłÉÉŽÉŽŽĂ”ĶàÉÙĄŁ
Łš1Ł©Îčžű°ćŒÓŃččęÖŰ»òčęÇᣏ»áÊčĂȚÌő·ÖČă¶űČúÉúÒâÍâÇŁÉìŁŹÔìłÉłÉÉŽÖŰÁżČ»ÔÈÂÊÔöŒÓĄŁ
Łš2Ł©ÎčžűÀź°È°ČŚ°Č»”±ŁŹŒŻÌćÉúͷʱÎčžűÂȚÀčęÔçžűĂȚŁŹ¶Œ»áÔìłÉłÉÉŽ”Ď֜ڻòÏžœÚĄŁ
Łš3Ł©žôÀëĆÌ°ČŚ°Č»”±ŁŹ·Ä±ÇćÉšÖÜÆÚČ»”±»òÇćɚȻłč”ŚŁŹ»áÔìłÉÉŽÌőžÉČ»ÔÈșÍĐÎłÉșÚ»ÒÉŽĄŁŚèÄíÍ·ÓĂŽíʱŁŹłÉÉŽ»áÒòÄí¶ÈČ»ÔȶűĐÎłÉÉ«Čî»òÔìłÉĂ«ÓđÉŽĄŁ
ąŽč€Śś»·ŸłÓëÉŽŽĂ ł”Œä而ś»·Ÿł°üÀšÁœžö·œĂæŁŹŒŽł”ŒäżŐÆűșŹłŸÁżșÍł”ŒäÎÂÊȘ¶ÈĄŁ¶țŐ߶ŒÓëłÉÉŽÉŽŽĂÓĐÒ»¶š”ÄčŰÏ”ĄŁ
Łš1Ł©ł”ŒäșŹłŸÁżÖ±œÓÓ°ÏìŚȘ±ÉŽ”ÄÉŽŽĂŁŹÈôł”ŒäłŸ°ŁœÏ¶àʱŁŹłŸ°ŁŁš°üÀš5mmÒÔÏ”ĶÌÈȚŁ©»áËæŽóÁżżŐÆű±»ÎüÈë·ÄÉŽÆśĄŁÔÚÉŽ”À͚·ÉÏÀÛ»ę”œÒ»¶šłÌ¶ÈʱŁŹ»áČúÉúŽÖÏžœÚŁŹĐÎłÉÖńœÚÉŽŽĂșÍĂș»ÒÉŽĄŁÒòŽËŒőĐĄŚȘ±·Äł”ŒäșŹłŸÁżÊÇÌážßłÉÉŽÖÊÁżŁŹŒőÉÙÉŽŽĂ”ÄÖŰÒȘŽëÊ©ĄŁŒőĐĄł”ŒäżŐÆűșŹłŸĆš¶ÈŁŹÓŠŽÓÁœžö·œĂæÈëÊÖŁŹÒ»ÊÇœ«ŚȘ±·ÄÉŽ»ú”„¶ÀÉèÔÚÒ»žöł”ŒäŁŹÓëÇ°·ÄłŸÔÓĆĆłöœÏŽó”Äł”ŒäžôżȘŁŹ¶țÊÇŒőÉÙŚÔÉíłŸÔŽ”ÄČúÉúŁŹŒŽŒÓŽóĆĆÔÓÎü·çÁżșÍč€ÒŐĆĆ·çÁżŁŹ·ÀÖčĆĆ·çčÜ”À¶ÂÈûŁŹ±ÜĂâłŸÔÓÒçłöĄŁ
Łš2Ł©ł”ŒäÎÂÊȘ¶È¶ÔÉŽŽĂ”ÄÓ°ÏìŒûÍŒ9-2-22ĄŁŽÓÍŒÖĐżÉÖȘŁŹÎ¶ÈÔÚÒ»¶š·¶Î§ÄÚʱŁŹÉŽŽĂ±ÈœÏÎȶšŁŹ”«”±ÎÂÊȘ¶ÈłŹčęÒ»¶šÏȚ¶ÈʱŁŹÉŽŽĂłÊÉÏÉę”ÄÇśÊÆŁŹËùÒÔŚȘ±·Äł”ŒäζÈÓŠżŰÖÆÔÚ28C0ŁŹÏà¶ÔÊȘ¶ÈżŰÖÆÔÚ60%~70%ʱœÏÎȘșÏÊÊŁŹ”«ÓÉÓÚ¶ŹÏÄŒŸÆűșò”ÄÓ°ÏìȻ͏ŁŹÆäÎÂÊȘ¶ÈżŰÖÆ”ÄÒȘÇóÒČÓĐËùȻ͏ŁŹ¶ŹŒŸÎ¶ÈÓŠŽóÓÚ20C0ŁŹÏà¶ÔÊȘ¶ÈÔÚ60%~65%ŁŹÏÄŒŸÎ¶ÈÓŠĐĄÓÚ30C0ŁŹÏà¶ÔÊȘ¶ÈÔÚ65%~70%ĄŁ
|





