| ЗжРыНгКЯВПЗжЃК
ЗжРыНгКЯВПЗжЕФзїгУЪЧНЋОЋЪсЮ§СжЪсРэЙ§ЕФУоДдгыЗжРыТоРЕЙШыЛњФкЕФУоЭјНјааДюНг,ЖјКѓЗжРыТоРПьЫйдЫЖЏ,НЋЯЫЮЌДгЯТЧЏАхгыИјУоТоРЮеГжЕФУоДджаПьЫйГщГі,МДЮЊЗжРыЃЛЭЌЪБЃЌЯЫЮЌЕФЮВЖЫЪмЕНЖЅЪсЕФЪсРэЁЃ
ЮЊСЫЪЕЯжЯЫЮЌВуЕФжмЦкадНгКЯЁЂЗжРыМАУоЭјЕФЪфГіЃЌЗжРыТоРЕФдЫЖЏЗНЪНЮЊЃКЕЙзЊЁњЫГзЊЁњЛљБООВжЙЁЃЮЊБЃжЄСЌајВЛЖЯЕФЪфГіУоЭјЃЌЗжРыТоРЕФЫГзЊСПвЊДѓгкЕЙзЊСПЁЃ
вЛЁЂЗжРыТоРДЋЖЏЛњЙЙ
SXF1269AаЭОЋЪсЛњЕФЗжРыТоРДЋЖЏЛњЙЙШчЭМ4-6-1ЫљЪОЁЃЗжРыТоРДЋЖЏЛњЙЙЪЧгЩЦНУцСЌИЫЛњЙЙКЭЭтВюЖЏаааЧТжЯЕзщГЩЃЌЃЈМзЃЉЭМЮЊЦНУцСЌИЫЪЕМЪЛњЙЙЭМЃЌЃЈввЃЉЭМЮЊЦНУцСЌИЫЕФМђЛЏЭМЃЌЭМ4-6-2ЮЊаааЧТжЯЕВПЗжЁЃЖЏСІЗжХфжсЩЯЙЬзАЕФ29TГнТжДЋЖЏгыЮ§СжжсOЭЌжсЕФ143TДѓГнТжЃЌдк143TДѓГнТжЩЯгУТнЫЈСЌНггыЗжРыТоРЖЈЪБЕїНкХЬЯрСЌ(ВЮМћЭМ4-8-1)ЃЌЮ§СжжсOЭЈЙ§143TДѓГнТжЩЯЕФЖЈЪБЕїНкХЬЃЌЪЙЧњБњЯњЃЈЙЬзАгкЖЈЪБЕїНкХЬЩЯЃЉAвд77mmЮЊАыОЖШЦЮ§СжжсКуЫйзЊЖЏЁЃдкЮ§СжжсOЩЯЛюЬзвЛЙЬзАгкЧНАхЩЯЕФЦЋаФТжзљЃЌЦфжааФOlЦЋРыЮ§СжжааФ28mmЃЌСНжааФЕФЯрЖдЮЛжУШчЭМЃЈввЃЉЫљЪОЁЃЦЋаФТжзљЩЯЬзгаЦЋаФТжЃЌЦЋаФТжжааФCЦЋРыOlЕу25mmЁЃЖЈЪБЕїНкХЬЕФЧњБњЯњЭЈЙ§105mmГЄЕФСЌИЫЃЌДјЖЏЦЋаФТжЩЯЕФвЛИіНТНгЯњBЃЌНТНгЯњЦЋРыЦЋаФТжзљжааФOlЕу77mmЃЌетбљЃЌOAB01зщГЩвЛИіЫЋЧњБњЛњЙЙЃЌЕБOAЫцЮ§СжжсКуЫйЛизЊвЛжмЃЌЪЙЦЋаФТжЩЯЕФНТНгЯњBШЦЦЋаФТжзљжааФOlБфЫйдЫЖЏвЛжмЁЃДЫЪБЃЌЦЋаФТжжааФCвВШЦЦЋаФТжзљжааФOlБфЫйдЫЖЏвЛжмЁЃдкЦЋаФХЬЩЯгжЛюЬззХзЊЬхЃЌЦфзѓЖЫНТНгЯњDЃЌгыЛюЬздкЧЏАхАкжс02ЩЯЕФАкИЫНТНгЁЃЕБзЊЬхЫцЦЋаФТжЛизЊвЛжмЪБЃЌАкИЫD02ШЦЧЏАхАкжсжааФЧАКѓАкЖЏвЛДЮЁЃзЊЬхЕФзѓЖЫEПЩПДзїЪЧИеЬхCDEЩЯЕФвЛИібгЩьЕуЃЌЕБCгыDЕуЕФдЫЖЏШЗЖЈЪБЃЌEЕуЕФдЫЖЏвВЫцжЎШЗЖЈЁЃгыEЕуНТНгЕФСЌИЫEFЃЌДјЖЏЪзТжАкБлF03ЃЌзїжмЦкадЕиАкЖЏЃЌДгЖјЪЙЭтВюЖЏаааЧТжЯЕжаЕФ32TЕФЪзТжзїе§ЗДЯђзЊЖЏЁЃ

ШчЭМ4-6-2ЫљЪОЃЌЮ§СжжсЩЯЙЬзАЕФ15TГнТжО56TЙ§ЧХТжДЋИј95TЕФЯЕИЫ(ВюЖЏБл)зїКуЫйзЊЖЏЃЌЪЙЗжРыТоРВњЩњЫГзЊЁЃЖјгЩЫЋЧњБњЛњЙЙМАЖрСЌИЫЛњЙЙЭЈЙ§ЪзТжАкБлF03ДЋИј32TЪзТжЃЌЪЙжЎзїБфЫйдЫЖЏЁЃдквЛЧЏДЮжаЃЌЦНУцСЌИЫЛњЙЙЪЙF03е§ЗДЯђАкЖЏвЛДЮЃЌЪзТжвВЫцжЎе§ЗДЯђзЊЖЏвЛДЮЃЌОКЭЮ§СжжсЩЯЕФ15TГнТжДЋРДЕФКуЫйКЯГЩКѓДЋЯђЗжРыТоРЃЌЪЙЗжРыТоРВњЩњЁАЕЙзЊвЛЫГзЊвЛЛљБООВжЙЁБЕФдЫЖЏЁЃвЛЧЏДЮжаЃЌЗжРыТоРЕФЫГзЊСПДѓгкЕЙзЊСПЃЌвдТњзуЗжРыНгКЯЕФЙЄвевЊЧѓЃЌЫГзЊСПгыЕЙзЊСПЕФВюжЕГЦЮЊгааЇЪфГіГЄЖШЁЃ

дк143TДѓГнТжЩЯзАгаЗжРыТоРЖЈЪБЕїНкХЬЃЌ143TДѓГнТжгыЗжЖШХЬЭЌжсЁЃИФБфЧњБњЯњAгы143TДѓГнТжЕФЯрЖдЮЛжУЃЌПЩИФБфЦНУцСЌИЫЛњЙЙгыЗжЖШХЬЕФЯрЖддЫЖЏЙиЯЕЃЌвдДЫЕїећЗжРыТоРЕФЫГзЊЖЈЪБЁЃ
ЖўЁЂЗжРыТоРдЫЖЏЧњЯп
1ЁЂЗжРыТоРЮЛвЦСПЕФМЦЫу дкЭМ4-6-2жаЃЌЩшЃК
n1ЁЊЪзТжзЊЫйЃЌМД32TзЊЫйЃЈn/minЃЉЃЛ
n2ЁЊФЉТжзЊЫйЃЌМД25TзЊЫйЃЈn/minЃЉЃЛ
nHЁЊЯЕИЫзЊЫйЃЌМД95TзЊЫйЃЈn/minЃЉЁЃ
дђИљОнаааЧТжЯЕЕФМЦЫуЙЋЪНЕУЃК


2ЁЂЗжРыТоРдЫЖЏЧњЯп ИљОнЪН4-6-6ЁЂ4-6-7ЁЂ4-6-8РћгУМЦЫуЛњЫуЕУSXF1269AаЭОЋЪсЛњS1 ЁЂS2ЁЂSжЕЃЌвдЗжЖШЪ§ЮЊКсзјБъЁЂУПЖШЗжРыТоРЮЛвЦСПЮЊзнзјБъЃЌзјБъдЕуДг6 ЗжЖШПЊЪМЃЌЗжРыТоРЕФЮЛвЦСПЮЊСуЃЛгЩДЫЕУЕНЗжРыТоРдЫЖЏЧњЯпМћЭМ4-6-3ЁЃSXF1269AЁЂFA261ЁЂA201DаЭОЋЪсЛњЕФЗжРыТоРЮЛвЦСПМћБэ4-6-1ЁЃ
3ЁЂгааЇЪфГіГЄЖШ гЩЭМ4-6-3ПЩжЊЃКSXF1269AаЭОЋЪсЛњЗжРыТоРзд6ЗжЖШПЊЪМЕЙзЊЃЌ17ЗжЖШЕЙзЊНсЪјЃЌдђЗжРыТоРЕФзмЕЙзЊСПЮЊЃКS17-S6=-47.52-0=-47.52(mm)ЁЃЗжРыТоРзд17ЗжЖШПЊЪМЫГзЊЃЌ6ЗжЖШЪБЫГзЊНсЪјЃЌдђЗжРыТоРЕФзмЫГзЊСПЮЊЃКS6-S17=26.48-(-47.52)=74(mm)ЁЃвђДЫУПвЛИіЙЄзїбЛЗЗжРыТоРЪЕМЪЪфГіГЄЖШЮЊзмЫГзЊСПгызмЕЙзЊСПЕФОјЖджЕжЎВюЃЌМДЮЊЃК74-47.52=26.48(mm)ЃЌДЫГЄЖШГЦЮЊЗжРыТоРЕФгааЇЪфГіГЄЖШЁЃ

ЭМ4-6-3 SXF1269AаЭОЋЪсЛњЗжРыТоРдЫЖЏЧњЯп
Ш§ЁЂЗжРыНгКЯЙЄвеЗжЮі
ЃЈвЛЃЉЗжРыНгКЯЙЄзїИХПі
дкЗжРыЙЄзїПЊЪМжЎЧАЃЌЗжРыТоРвбНЋЩЯвЛбЛЗЗжРыГіЕФЯЫЮЌДдЕЙШыЛњФкЃЌзМБИгыаТЗжРыЕФЯЫЮЌДдНгКЯЁЃ
ОЮ§СжЪсРэКѓЕФЯЫЮЌДдЃЌЦфЭЗЖЫВЂВЛдквЛЬѕжБЯпЩЯЁЃЕБЧЏАхЃЈЛђЮЙИјЛњЙЙЃЉЁЂЖЅЪсНЋЯЫЮЌДдж№НЅвЦЯђЗжРыЧЏПкЪБЃЌЭЗЖЫЧАУцЕФЯЫЮЌЯШЕНДяЗжРыЧЏПкЃЌБЛЗжРыЧЏПкЮеГжЃЌвдЗжРыТоРЕФЫйЖШПьЫйЧАНјЁЃвдКѓИїИљЯЫЮЌЭЗЖЫТНајЕНДяЗжРыЧЏПкЃЌЪЙЧАКѓЯЫЮЌВњЩњвЦОрБфЛЏЃЌЗжРыЧЏПкж№ВНДгЯЫЮЌжаГщГіВПЗжЯЫЮЌЃЌаЮГЩвЛИіЗжРыЯЫЮЌДдЕўКЯдкЩЯвЛЙЄзїбЛЗЕФЯЫЮЌЭјЮВВПЩЯЃЌДгЖјЪЕЯжЗжРыНгКЯЁЃЯЫЮЌДдЕФНгКЯаЮЬЌШчЭМ4-6-4жаЃК




ЃЬЃЗжРыЯЫЮЌДдГЄЖШ(mm)ЃЛ
ЃгЃгааЇЪфГіГЄЖШ(mm)ЃЌМДУПЧЏДЮЗжРыТоРЪфГіЕФаыДдГЄЖШЃЛ
ЃЧЃНгКЯГЄЖШ(mm)ЁЃ
гЩЭМжаЕФМИКЮЙиЯЕПЩжЊЃК
ЃЬЃНЃгЃЋЃЧ Лђ ЃЧЃНЃЬЃЃг 4-6-9
гЩЃЈ4-6-9ЃЉЗжРыЯЫЮЌДдГЄЖШЃЬгњГЄЃЌгааЇЪфГіГЄЖШЃггњаЁЪБЃЌНгКЯГЄЖШЃЧгњГЄЃЌЯЫЮЌЭјЕФНгКЯжЪСПКЭЬѕИЩОљдШЖШгњКУЁЃ
ЃЈЖўЃЉЗжРыЙЄзїГЄЖШгыЗжРыДдГЄЖШ
ЗжРыДдГЄЖШПЩИљОнЗжРыТоРЮЛвЦЧњЯпЫуЕУЁЃШчЭМ4-6-5ЫљЪОЃЌ

дкЗжРыТоРЮЛвЦЧњЯпЩЯЃЌaЮЊЗжРыТоРПЊЪМЕЙзЊЕуЃЌbЮЊЗжРыТоРПЊЪМЫГзЊЕуЃЌcЗжРыНгКЯПЊЪМЕуЃЌdЗжРыНгКЯНсЪјЕуЃЌeЗжРыТоРЫГзЊНсЪјЕуЃЌeЕужС fЕужЎМфЗжРыТоРЦфБООВжЙЁЃУоОЋЪсЛњЕФПЊЪМЗжРыгыЗжРыНсЪјЪБМфМћБэ4-6-2ЁЃ
Бэ4-6-2ПЊЪМЗжРыгыЗжРыНсЪјЪБМф ЕЅЮЛЃКЗжЖШ

ЗжРыТоРздЗжРыПЊЪМЕНЗжРыНсЪјЗжРыТоРЕФЪфГіУоЭјГЄЖШГЦЮЊЗжРыЙЄзїГЄЖШЁЃдкSXF1269AаЭОЋЪсЛњЩЯЃЌЕквЛИљЯЫЮЌЭЗЖЫНјШыЗжРыЧЏПкЪБПЊЪМЗжРыЕФЪБМфcдМЮЊ18ЁЊ19ЗжЖШЃЛзюФЉвЛИљЯЫЮЌЭЗЖЫНјШыЗжРыЧЏПкНсЪјЗжРыЕФЪБМфdдМЮЊ24ЗжЖШЁЃвђДЫЕквЛИљКЭзюФЉИљЯЫЮЌЭЗЖЫОрРыБиШЛЪЧЗжРыТоРдЫЖЏЧњЯпЩЯПЊЪМЗжРыКЭНсЪјЗжРыЪБЕФЮЛвЦВюжЕЃЌетвЛВюжЕМДЮЊЗжРыЙЄзїГЄЖШЁЃЗжРыЙЄзїГЄЖШгыЯЫЮЌГЄЖШжЎКЭГЦЮЊЗжРыЯЫЮЌДдГЄЖШЁЃгУЙЋЪНБэЮЊЃК



гЩгкЗжРыЙ§ГЬжаЕФЧЃЩьЃЌЪЙЕУЗжРыаыДдРГЄСЫЁЂБфБЁСЫЃЌЕЋгЩгкЪЧВЛОљдШЕФЧЃЩьЃЌДгЖјМгОчСЫЩДЬѕЕФНсЙЙВЛдШЁЃ
ЃЈЫФЃЉЗжРыДдЕФНгКЯГЄЖШгыНгКЯТЪ
ШчЭМ4-6-4ЫљЪОЃЌЗжРыДдЕФНгКЯГЄЖШЃЧжБНггАЯьЯЫЮЌЭјЕФНгКЯРЮЖШЁЃОЋЪсЛњИпЫйКѓЃЌЪфГіЕФЯЫЮЌЭјЪмЗжРыТоРЕФЭљИДЧЃв§КЭЖЖЖЏИќМгОчСвЃЌШчЙћЯЫЮЌЭјЕФНгКЯРЮЖШВюЃЌЛсВњЩњвтЭтЩьГЄЛђЦЦСбЖјгАЯьОЋЪсЬѕЕФжЪСПЁЃвђДЫдкаТаЭОЋЪсЛњЩшМЦЁЂРЯЛњИФдьМАЙЄвеЩшМЦЪБЃЌгІОЁПЩФмМгДѓЗжРыДдЕФНгКЯГЄЖШЁЃИљОнЙЋЪНЃЈ4-6-9ЃЉПЩжЊЃЌдіДѓЗжРыДдЕФНгКЯГЄЖШЃЧЕФАьЗЈЦфвЛЪЧдіДѓЗжРыДдГЄЖШЃЬЃЌЖўЪЧМѕаЁгааЇЪфГіГЄЖШЃгЁЃШ§жжОЋЪсЛњЕФЗжРыДдГЄЖШЃЬЁЂгааЇЪфГіГЄЖШЃгМАНгКЯГЄЖШЃЧЕФМЦЫуНсЙћМћБэ4-6-4ЁЃ
Р§ШчЃЌSXF1269AаЭОЋЪсЛњПЊЪМЗжРыЖЈЪБЮЊ18ЗжЖШЃЌНсЪјЗжРыЖЈЪБЮЊ24ЗжЖШЃЌЯЫЮЌГЄЖШЮЊ30mmЃЌИљОнЙЋЪНЃЈ4-6-9ЃЉЕУЃК
ЃЧЃНЃЬЃЃгЃН77.19Ѓ26.48ЃН50.71mm
ЯЫЮЌЭјЕФНгКЯГЄЖШЗДгІСЫЧАКѓСНИіЗжРыЯЫЮЌДдЕФНгКЯГЬЖШЁЃдкЯЫЮЌЭјжаЛЙДцдкзХЧАЁЂжаЁЂКѓШ§ИіЗжРыДдЕФжиЕўЧщПіЃЌШчЭМ4-6-6ЫљЪО,дквЛИіЗжРыДдГЄЖШШ§ВуЕўКЯГЄЖШЮЊ3a=72.61mmЃЌеМ94%ЃЛЖўВуЕўКЯГЄЖШЮЊ2b=4.5mm,еМ4.5% ЁЃЯЫЮЌЭјжаЯЫЮЌжиЕўГЬЖШгњКУЃЌЯЫЮЌЭјЕФКёЖШдіМгЃЌНгКЯДІвѕгАМѕаЁЃЌНгКЯжЪСПНЯКУЁЃ
ЗжРыДдЕФжиЕўГЬЖШПЩгУНгКЯТЪБэЪОЃЌЫќЪЧНгКЯГЄЖШЃЧЯргыгааЇЪфГіГЄЖШЃгЕФБШжЕЃЌгУАйЗжТЪБэЪОЁЃ

ЃЈЮхЃЉМЬајЫГзЊСПЁЂЧАЖЮЕЙзЊСПКЭЯрЖдЫГзЊСП
1ЁЂМЬајЫГзЊСП ЗжРыдкЗжРыНсЪјКѓЃЌМЬајЫГзЊЯђЧАЪфГіЕФаыДдГЄЖШЃЌГЦЮЊЗжРыТоРЕФМЬајЫГзЊСПЁЃШчЭМ4-6-7ЫљЪОЃЌЃгedЮЊМЬајЫГзЊСПЃЌЃгeЮЊгааЇЪфГіГЄЖШЃЌSdЮЊЗжРыНсЪјЪБЗжРыТоРЕФЮЛвЦСПЁЃдђЫќУЧжЎМфЕФЙиЯЕЮЊЃК

ЃгedЃНЃгeЃSd 4-6-14
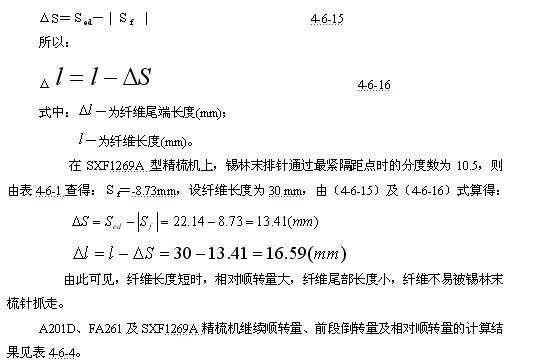
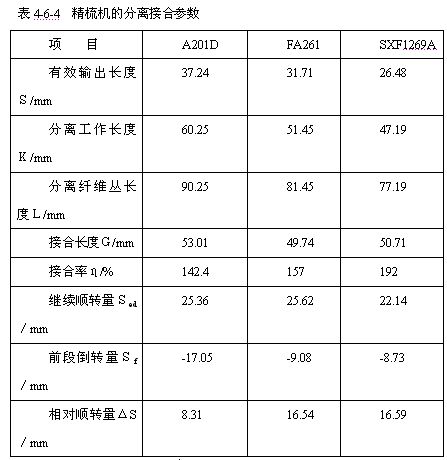
ПЩИљОнБэ4-6-1МАЪНЃЈ4-6-14ЃЉМЦЫуЗжРыТоРЕФМЬајЫГзЊСПЃгedЁЃР§ШчЃЌ SXF1269AаЭОЋЪсЛњЃЌЗжРыНсЪјЮЊ24ЗжЖШЃЌгааЇЪфГіГЄЖШЮЊ26.48mmЃЛВщБэ4-6-1жЊЃЌSdЃН4.34mmЁЃдђгаЪНЃЈ4-6-14ЃЉЕУЃК
ЃгedЃНЃгeЃSdЃН26.48Ѓ4.34ЃН22.14(mm)
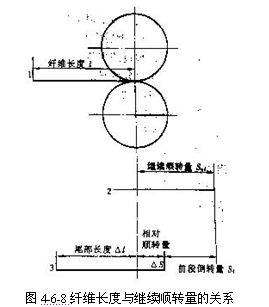
МЬајЫГзЊСПВЛФмЙ§ДѓЁЃШчЭМ4-6-8ЫљЪОЃЌМйЖЈЗжРыНсЪјЪБвЛГЄЖШЮЊ ЕФЯЫЮЌЭЗЖЫНјШыЗжРыЧЏПкЃЌШчЙћЗжРыТоРЕФМЬајЫГзЊСПДѓгкЯЫЮЌГЄЖШЃЌЕБЗжРыТоРЕЙзЊЪБЯЫЮЌФбвдНјШыЛњФкЃЌвзв§Ц№аыДддкСНИљЗжРыТоРжЎМфЙАЦ№ЃЌДгЖјгАЯьЯТвЛбЛЗЗжРыНгКЯЕФе§ГЃНјааЁЃвђДЫМЬајЫГзЊСПгІаЁгкЫљЗФЯЫЮЌЕФЦНОљГЄЖШЁЃ
СПЁЃвђДЫЃЌЧАЖЮЕЙзЊСППЩИљОнЮ§СжФЉХХеыЭЈЙ§зюНєИєОрЕуЪБЕФЗжЖШЪ§ЃЌгЩБэ4-6-1ВщЕУЁЃ
ЗжРыТоРЕФЧАЖЮЕЙзЊСПВЛФмЬЋДѓЃЌвдУтЗжРыТоРЕЙШыЛњФкЕФаыДдЮВЖЫЯЫЮЌБЛЮ§СжЪсеызЅзпЃЌдьГЩГЄЯЫЮЌНјШыТфУоЃЌЩѕжСГіЯжЯЫЮЌЭјЦЦЖДЃЌВЛФме§ГЃЩњВњЁЃНјвЛВНЗжЮіПЩжЊЃЌаыДдЮВЖЫЯЫЮЌЪЧЗёЛсБЛЮ§СжФЉХХЪсеызЅзпЃЌВЛНіКЭЧАЖЮЕЙзЊСПгаЙиЃЌЛЙКЭМЬајЫГзЊСПМАЯЫЮЌГЄЖШгаЙиЃЌЫќУЧжЎМфЕФЙиЯЕШчЭМ4-6-9ЫљЪОЁЃМЬајЫГзЊСПКЭЧАЖЮЕЙзЊСПОјЖджЕжЎВюГЦЮЊЯрЖдЕЙзЊСПЃЌгУІЄSБэЪОЃЌМДЃК
ЃЈСљЃЉЗжРыТоРЫГзЊЖЈЪБ
ЗжРыТоРЫГзЊЖЈЪБЪЧжИЗжРыТоРгЩЕЙзЊНсЪјПЊЪМЫГзЊЪБЃЌЗжРыХЬжИеыжИЪОЕФЗжЖШЪ§ЁЃЗжРыТоРЫГзЊЖЈЪБЕФдчЭэгАЯьЗжРыТоРгыЧЏАхЁЂЗжРыТоРгыЮ§СжЕФдЫЖЏХфКЯЙиЯЕЁЃИљОнЗжРыНгКЯЕФвЊЧѓЃЌЗжРыТоРЫГзЊЖЈЪБвЊдчгкЗжРыНгКЯПЊЪМЖЈЪБЃЌЗёдђЗжРыНгКЯЙЄзїЮоЗЈНјааЁЃЗжРыТоРЫГзЊЖЈЪБгІТњзувдЯТвЊЧѓЃК
ЃЈ1ЃЉЗжРыТоРЫГзЊЖЈЪБЕФШЗЖЈгІБЃжЄПЊЪМЗжРыЪБЗжРыТоРЕФЫГзЊЫйЖШДѓгкЧЏАхЕФЧААкЫйЖШЁЃШчЙћЗжРыТоРЫГзЊЖЈЪБЙ§ЭэЃЌдђгаПЩФмЪЙПЊЪМЗжРыЪБЗжРыТоРЕФЫГзЊЫйЖШаЁгкЧЏАхЕФЧАНјЫйЖШЃЌБЛЮ§СжЪсРэЙ§ЕФУоДдЭЗЖЫЛсгыИјУоТоРБэУцЗЂЩњХізВЖјдьГЩЭфЙГЃЌдкећИіУоЭјЩЯГіЯжКсЬѕЭфЙГЃЛЛђепгЩгкЗжРыТоРЕФЫГзЊЫйЖШТдДѓгкЃЈЛђепЕШгкЃЉЧЏАхЕФЧАНјЫйЖШЃЌЫфШЛаЮВЛГЩЭфЙГЃЌЕЋЗжРыЧЃЩьБЖЪ§ЬЋаЁЃЌУоДдЕФЭЗЖЫУЛгаБЛЧЃЩьПЊЪЙУоЭјНЯКёЃЛЖјЧАвЛбЛЗЕФУоЭјЮВЖЫвдНЯБЁЃЌНгКЯЪБгЩгкСНепКёЖШВювьЙ§ДѓЃЌЕМжТаТОЩУоЭјЕФНгКЯСІЙ§аЁЃЌдкУоЭјеХСІЕФгАЯьЯТЃЌаТУоЭјЕФЧАЖЫвзгкЧЬЦ№ЃЌдкУоЭјЩЯаЮГЩЁАгуСлАпЁБЁЃ
ЃЈ2ЃЉЗжРыТоРЫГзЊЖЈЪБШЗЖЈгІБЃжЄЗжРыТоРЕЙШыЛњФкЕФУоЭјВЛБЛЮ§СжФЉХХЪсеызЅзпЁЃШчЙћЗжРыТоРЫГзЊЖЈЪБЙ§дчЃЌдђЗжРыТоРЕЙзЊЖЈЪБвВдчЃЌвзгкдьГЩЕЙШыЛњФкЕФУоЭјБЛЮ§СжФЉХХЪсеызЅзпЁЃ
ЗжРыТоРЫГзЊЖЈЪБгІИљОнЫљЗФЯЫЮЌГЄЖШЁЂИјУоГЄЖШМАИјУоЗНЪНЕШвђЫиШЗЖЈЁЃР§ШчЕБВЩгУГЄИјУоЪБЃЌгЩгкПЊЪМЗжРыЕФЪБМфЬсдчЃЌЗжРыТоРЫГзЊЖЈЪБвВгІЪЪЕБЬсдчЁЃдкШЗЖЈЗжРыТоРЫГзЊЖЈЪБЃЌгІЭЌЪБПМТЧЮ§СжЖЈЮЛЃЌвдЗРЮ§СжФЉХХеызЅзпЯЫЮЌЁЃ
SXF1269AаЭОЋЪсЛњЗжРыТоРЫГзЊЖЈЪБЕФЕїећЗНЗЈЪЧИФБфЧњБњЯњAгы143TДѓГнТжЃЈЛђГЦЗжРыТоРЖЈЪБЕїНкХЬЃЉЕФЯрЖдЮЛжУЁЃЗжРыТоРЖЈЪБЕїНкХЬЩЯПЬгаПЬЖШЃЌПЬЖШДгЁА-2ЁБЕН ЁА+1ЁБЃЌЦфМфвд0.5ЮЊЛљБОЕЅЮЛЁЃЗжРыПЬЖШгыЗжРыТоРЫГзЊЖЈЪБЕФЙиЯЕМћБэ4-6-5ЁЃ
Бэ4-6-5 ЗжРыПЬЖШгыЗжРыТоРЫГзЊЖЈЪБЕФЙиЯЕ

ЃЈЦпЃЉЗжРыТоРдЫЖЏзмЕЙзЊМАзмЫГзЊСП
ЗжРыТоРдЫЖЏзмЕЙзЊМАзмЫГзЊСПгАЯьЗжРыЛњЙЙдЫЖЏЦНЮШадЁЃЗжРыТоРДЋЖЏЛњЙЙЪЧОЋЪсЛњжаЕФвЛИіжївЊДЋЖЏЛњЙЙЃЌЫќЕФЭљИДдЫЖЏСПНЯДѓЃЌЖдЛњЬЈЕФИпЫйадФмгАЯьНЯДѓЃЌЫљвддкЗжРыНгКЯЛњЙЙЩшМЦжаЃЌВЛНігІПМТЧЫќЕФЙЄвевЊЧѓЃЌЖјЧвБиаыПМТЧЦфдЫЖЏЕФЦНЮШадЃЌЪЙЦфеёЖЏаЁЁЂдывєЕЭЁЃГ§СЫЛњМўЕФжЦдьОЋЖШКЭШѓЛЌЬѕМўЭтЃЌгАЯьИпЫйЭљИДЦНЮШадЕФжївЊвђЫиЪЧДЋЖЏЛњМўЕФЙпадСІОиЁЃЙпадСІОиЕФДѓаЁгЩЛњМўЕФНЧМгЫйЖШКЭзЊЖЏЙпСПСНИівђЫиЫљОіЖЈЃЌвђДЫдкЗжРыТоРдЫЖЏЧњЯпЕФЩшМЦЩЯгІЪЙЗжРыТоРдЫЖЏЧњЯпЕФаБТЪБфЛЏвЊаЁЃЌвдНЕЕЭНЧМгЫйЖШЃЌМѕЩйЙпадГхЛїЁЃдкЗжРыТоРЕФдЫЖЏжаЃЌДгЕЙзЊЯђЫГзЊзЊЯђЪБМгЫйЖШзюДѓЃЌЫљвдЃЌЕЙЁЂЫГзЊБфЯђЪБЖдгІЕФЧњЯпЕзВПБЧЖЫБфЛЏгІБШНЯЛККЭЃЌвдЗРжЙВњЩњЙ§ДѓЕФНЧЫйЖШв§Ц№ЛњаЕеёЖЏЁЃЗжРыЛњЙЙЕФдЫЖЏСПШЁОігкЗжРыТоРзмЫГзЊСПКЭзмЕЙзЊСПЃЌЖјгааЇЪфГіГЄЖШМДЮЊзмЫГзЊСПКЭзмЕЙзЊСПЕФВюжЕЁЃВЛЭЌЛњаЭЕФЗжРыТоРзмЫГзЊСПКЭзмЕЙзЊСПМћБэ4-6-6ЁЃаТаЭОЋЪсЛњЕФЩшМЦЃЌдкПМТЧМѕЩйгааЇЪфГіГЄЖШЕФЭЌЪБЃЌгІЩшЗЈМѕЩйзмЕЙзЊСПКЭзмЫГзЊСПЃЌвдРћгкИпЫйЁЃ
Бэ4-6-6 ЗжРыТоРзмЫГзЊСПКЭзмЕЙзЊСП

|





