| 清梳联与自调匀整:
一、清梳联的意义
将开清棉联合机输出的散棉,直接均匀地输配给多台梳棉机,由此组成的联合机称为清梳联合机,简称“清梳联”。清梳联将清花、梳棉两个工序联接成一个工序,取消了清棉成卷过程,省略了落卷、储卷、运卷和换卷等操作,减轻工人劳动强度提高了劳动生产率。取消成卷还可避免压辊压碎棉层内杂质,消除了退卷粘层以及接头不良等弊病,有利于减少生条含杂粒数和改善生条均匀度。清梳联是清梳生产技术的发展方向之一,是纺纱技术的一个重要标志,也是实现纺纱过程连续化、自动化、优质高产和低消耗的重要途径。
二、 一、清梳联的工艺流程
清梳联的工艺流程如图3-8-1的所示,清棉机打手输出的原料由输棉风机均匀地分配到各台熟棉机的喂棉箱中,其给棉过程采用电子压差开关进行控制。当箱内压力低于设定值时停止给棉。喂给装置控制灵敏度准确,气流稳定,可保证棉层的均匀喂给。
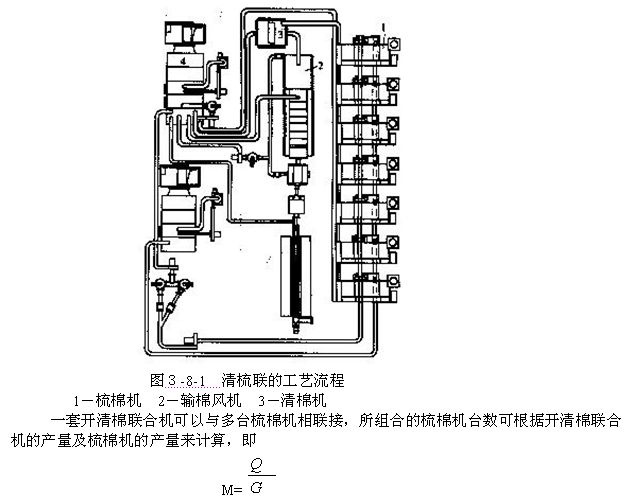
式中:M——梳棉机配套台数;
Q——开清棉联合机的台时产量(kg/台.h);
G——梳棉机的台时产量(kg/台.h。)
三、清棉联的连接装置
采用清梳联后,清棉机的机构大为简化,从清棉机打手部分输出的原料,由输棉风机经管道送入梳棉机机后的喂棉箱。
⒈配棉头 输棉管与梳棉机后部喂棉箱连接处起分配原棉作用的部分称配棉头,配棉头有高流速迫降式和低流速沉降式两种,如图3-8-2所示,图中(1)为高流速迫降式配棉头,内有挡棉板2(俗称羊角)、调节板1和插入板3,三者相配合,迫使输棉管内水平运行的棉块向下落入喂棉箱内,挡棉板的高度,调节板的角度和插入板的深度经适当调整,可控制落入棉箱中的棉量。
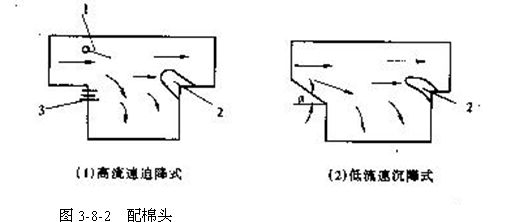
图中(2)为低流速沉降式配棉头,其上方的输棉管在临近配棉头处,有一扩散角为α的斜面,使输棉管截面扩大,气流扩散,棉流速度降低,在挡棉板的配合下,使棉块落入喂棉箱内,改变挡棉板倾斜角度和扩散角的大小,可调节落入喂棉箱的棉量,扩散角α一般在30°~45°范围内调节。
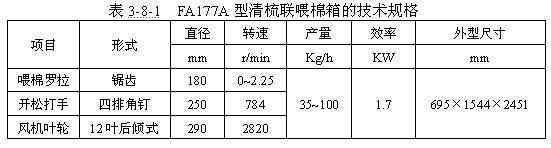
⒉喂棉箱 喂棉箱以FA177A型为例,如图3-8-3所示,其规格见表3-8-1。

喂棉箱为上下棉箱结构,上下棉箱壁上均有排气网眼,两棉箱之间有一喂给罗拉6和一开松打手7。在棉流进入上棉箱4后,气流从棉箱壁上网眼排出,进入排尘风管2,当箱内棉花容量达到一定高度堵住排气网眼时,箱内气压增高,通过设在配棉总管1中的压力传感器控制清棉机给棉系统的喂给量,喂给罗拉将上棉箱的原料喂给开松打手,在开松后原料进入下棉箱10。下棉箱底部的气流出口网11通过闭路循环系统5可自动调节棉层的均匀度,当棉层横向高度某处下降时,气流会因出口网面积增大而自动吹向棉量较少的位置,从而大大提高了输出棉层的均匀度,排出气流由风机通过静压扩散箱循环向下棉箱吹气,使棉箱内整个机幅的压力均匀,下棉箱容量可通过压力传感器9控制上棉箱喂给罗拉来调整,使棉箱工作压力在300Pa时的波动小于20Pa。棉箱下方的一对送棉罗拉12将棉层输出并喂给梳棉机的给棉罗拉13。
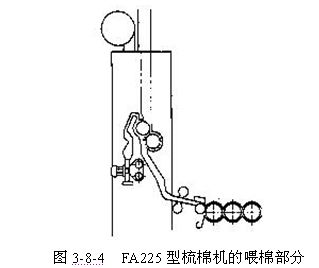
FA225型高产梳棉机为清梳联专用梳棉机,其喂棉箱与梳棉机采用一体化设计,如图3-8-4所示。喂棉机构的特点是:
⒈喂给罗拉采用浮动可调式,且顺向喂棉,有利于纤维的顺利转移和减少损伤。
⒉开松打手的角钉呈螺旋状排列,使开松更为细致。
⒊棉箱风机出风口的设计,有利于喂棉罗拉握持转移纤维,避免喂给罗拉的意外返花现象。
⒋下棉箱取消了传统的出棉罗拉,与梳棉机给棉罗拉直接相连接。从而消除了棉箱与梳棉机之间的意外牵伸。
⒌梳棉机给棉罗拉为顺向喂棉,在罗拉上方设有活动式喂棉板和数块弹簧检测板以检测棉层变化。
⒍在棉层进入给棉罗拉前,设有一对带梳子板的吸风口以清除散棉中的杂质。
四、自调匀整
由于开清棉加工过程中对原料的开松程度并不均匀,所以纤维束的大小存在着差异。在清梳分开时,尚可以正卷率来控制生条的重量偏差及长片段均匀度,在采用清梳联后,生条和成纱重量不匀率的稳定就只能依靠稳定的棉层密度和输出厚度来保证,但由于开松程度的不均匀性和各台梳棉机喂棉箱中落棉的差异,使筒与筒,台与台,班与班之间生条长片段不匀率在配棉成份或开清工艺变化时发生较大波动,从而影响成纱的重量偏差和重量不匀率。所以,要保证清梳联生条的质量,必须在梳棉机上使用自调匀整装置。
(一)自调匀整装置的组成 当梳棉机输出的生条定量或厚度发生较大波动时,利用自调匀整装置可自动改变原料的喂入速度或生条的输出速度,通过调节牵伸倍数,使输出产品定量或厚度的波动大为降低,使产品获得匀整效果。
自调匀整装置一般由三部分组成:
⒈检测部分 利用机械或气压等方式检测喂入品或输出品在输入或输出过程中重量或厚度的波动量。检测部位可选在输出方的大压辊或小压辊处,也可选在喂入方的给棉罗拉处。
⒉控制部分 控制部分由转换机构和调节机构组成。转换机构将检测所得的重量或厚度波动的机械量,转换成相应的电信号。调节机构将电信号按比例放大,控制调速部分变速。
⒊执行部分 即变速机构。调节喂入机件或输出机件的速度,使输出半制品的定量等于或接近设计定量。
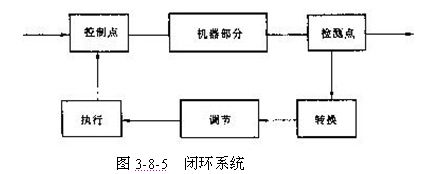
(二)梳棉机的自调匀整装置 根据检测与控制位置不同,可将自调匀整装置分为闭环、开环和混合环三种类型。当检测点在机器输出方某处,控制点在喂入处,将检测点到控制点的匀整过程和产品的运动过程连接起来,成为一个封闭的环状,称为闭环型自调匀整系统,如图3-8-5所示。在梳棉机上采用闭环型自调匀整系统,一般是在输出生条的大、小压辊附近检测,控制给棉罗拉变速。开环与闭环相反,检测点在机器输入处的某部位,而控制点则在输出处,匀整过程和产品运动过程不成为一个封闭环状。在梳棉机上开环一般有两种,一种是在喂入给棉罗拉之前或给棉罗拉处检测,控制给棉罗拉变速;一种是梳棉机有预牵伸机构,在后罗拉处检测棉条,控制前罗拉和圈条器变速。混合环系统是开环与闭环两个系统的结合。
⒈机前检测机后变速的闭环型 机前检测的对象是单根棉条,检测方法简便、精度较高。由于机前检测点与机后变速点之间相隔一段距离,匀整作用在时间上必然“滞后”,所以对5~10m以下中、短片段的匀整效果较差,但机前检测可对匀整效果进行“再检测”。该自调匀整型式主要控制重量偏差和30m及其以上的长片段不匀,其中在250~300m片段上匀整效果更为明显。闭环式长片段自调匀整装置,特别适合清梳联梳棉机的工作特点,所以得到广泛应用。
⒉机前检测机前变速的开环型 一般在具有预牵伸装置的高产梳棉机上采用。在牵伸装置的后罗拉检测、前罗拉变速调节,配以延时记忆装置,使变速调节时间和检测相配合,可控制较短片段的不匀率,即对1~5m中、短片段的不匀率匀整效果较好。但开环式无“再检测”的可能,与闭环式比较,对长片段的匀整效果较差,其应用范围有较大的局限性。
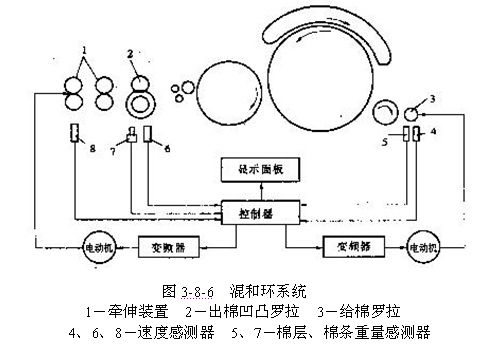
⒊混合环型 如图3-8-6所示。混合环型式的构成,可以在两处检测一处执行,也可以在一处检测两处执行。如梳棉机输出方设计有预牵伸装置,可在后罗拉一处检测,分别控制前牵伸罗拉和后给棉罗拉变速,从而组成混合环型式的自调匀整装置。混合环将开环和闭环的优点结合在一起,能修正由于各种因素变化造成的波动,提高匀整效果。它不仅能匀整中、短片段不匀,而且也能匀整长片段不匀,这对于缩短工艺流程、省去粗纱工序、减少并条工序是有利的,可应用于为转杯纺或其它棉条直接纺纱的生条生产。
|





