



产品推荐
产品分类
友情链接


联系方式
- 联系人:褚春旭
- 邮 箱:sale@wxzh.com
- 地 址:江苏省无锡市滨湖区胡埭镇振胡路39号
- 手 机:13621515990
- 电 话:0510-85598535 85599585
- 传 真:0510-85594436
- 网 址:http://www.wxzh.com


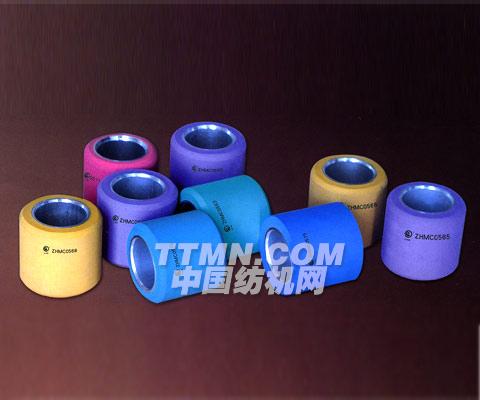
软弹性免处理胶辊
发布时间:2012-10-29
胶辊的加工、保养须知
1.压套时先对轴承作好表面清洁工作,清除表面的铁锈、残胶、油污等。在轴承表面涂一点润滑油,以增加压套时的润滑油性。
2.建议采用竖直压套机压套胶辊。将胶辊固定在特殊的压套头上,然后将降胶辊自上而下入轴承。套制胶辊时,轴承芯壳、套机的压轴、胶辊必须保持同心度,加压套制用力均匀一次到位。
3.使用单层辊,单层辊切割必须一刀切准、切整、切断,禁止切不到位,用手扳断。使用单层辊,因有套差(棉纺1~3mm,毛纺3~4mm)胶辊内部应力使硬度上升,影响成纱质量,不但缩短使用寿命,而且制作费时费工,建议使用双层及铝衬结构胶辊。
4.双层胶辊套制中进行二次压圆为宜,即套后先压圆一次,粗磨后再压圆一次,以便压套时产生的内应力分布均匀,防止双层辊局部应力集中,避免中凹。
5.磨砺是胶辊制作之关键,磨床运转必须平稳无振,一次进刀量必须小,砂轮必须锋利无胶屑粘积,粗磨后胶辊至少须停放一天方可精磨。
6.建议软弹性胶辊最佳的加压为10~12公斤/双锭。使用表面不处理胶辊,遇特殊情况如湿度过大.化纤比例较高等,发生绕花时,可用双组份涂料1:8~10笔涂一次,或者紫外线轻度照射。
7.停车时,胶辊施压不应超过6小时,超过6小时须卸压,否则会使胶辊表面产生压痕,在任何情况下切记不要让胶辊堆放挤压。
8.普通胶辊需涂料处理,涂料处理方法有笔涂和板涂,建议笔涂处理最佳。涂料前,胶辊表面必须全面清洁,并保持干燥。预热(35°45°半小时方可操作,这样能增强涂料的渗透性。)
9.胶辊上车前应在车间温湿度条件下停放一天,使用中胶辊如果绕花,切勿用小刀割,以免割伤胶辊。有割痕的胶痕的胶辊会增加纱线断头率,胶辊也会提前报废。
10.应用中请随时检查横动装置的运转情况,确保其灵活匀速,横动距8mm~10mm为佳。