2 硫化介质
橡胶硫化过程需要一种能传递热能的物质即硫化介质。常用的硫化介质有:饱和蒸汽、过热蒸汽、过热水、热空气、热水、红外线、紫外线、γ射线等。饱和蒸汽是应用最广泛的一种硫化介质,其热量主要来自于蒸发潜热,给热系数大,导热效率高,放热量大。其缺点:①硫化罐中易产生局部低温;②易产生大量的冷凝水阻滞罐内温度均匀化;③部份材料易水解;④由于罐壁腐蚀的有害气体使产品沾染污点及外表暗钝,并有水渍和黄锈。热空气也是常用的硫化介质,其特点是罐内温差小,干燥不含水份,用热空气硫化的产品表面光滑、外观漂亮;其缺点是:空气的热容量和导热性都比蒸汽低,空气中的氧在高温下对橡胶起破坏作用。
3 对产品硫化体系和生产工艺过程的改进
3.1 交联度
橡胶硫化形成网状结构即交联度,交联度可以比较清楚的反映交联程度。在硫化网中,交联键的分布呈现不规则,交联点之间的链长度(Mc)亦出现很大差别,当网状结构受外力作用发生变形时,出现不均匀的应力分布,即有些链段承受较大的应力。如果交联键的键能较高,就有可能在主链段部位断裂、产生分子流动,加剧了应力分布的不均匀性、使应力更为集中,以致整个网构发生破坏、橡胶被拉断。如果交联键较弱,则在应力作用下会很快被解脱并转移给邻近的链段上去、使应力分散,网构作为一个统一整体承受外加应力;而且交联键的较早断裂有利于部分链段作伸长结晶。同时,弱键在断裂后还可再度形成交联键,如下式:
R—sx—R应力Rs*y+*sy—R→交联
这种交联过程,亦起着调整交联键分布均匀化的作用。网构同时存在强键与弱键的交联,则弱键起着均匀分散应力作用,而强键则在弱键断裂后维持着网构,两者协同作用,可获得更高的强度。我公司根据生产产品的要求,在生产配方设计为有效硫化体系,即促进剂与硫黄用量之比采用高比值;使用足量的脂肪酸以增加对锌盐的溶解能力;硫化促进剂采用并用提高硫化活性,降低促进剂的用量;采用无硫的高效硫载体硫化;生产的产品具有硬度低,交联密度大,表面滑爽等特点。
3.2 质密度
橡胶硫化形成网格大小决定了橡胶表面的质密度,如果网格已经确定,合理的增加填充剂的用量可达到所要求的质密程度。填充剂与橡胶的结合包括物理结合和化学结合,这取决于填料的粒径、结构性和表面性质。由于填充剂具有强的物理吸附作用和一定的化学反应能力,在胶料中形成了强固的“结合点”,从而体现出橡胶表面的质密度和补强作用。填充剂分散在胶料中,与橡胶分子发生了化学结合和物理结合;但在应力作用下填充剂本身是不变的,仅仅是橡胶相发生了较大的变形,根据葛茨(Guth)方程:a=a[1+2.5φ+14.1φ2]式中a′是橡胶相的有效变形,a是未加填料试片的变形量,φ是填料容积百分率。填料胶料中橡胶相的变形量比未加填料的变形量大,是(1+2.5φ+14.1φ2)倍,这种补强作用称为“容积放大效应”。这种现象是基于橡胶大分子链在填料表面被吸附、呈现特殊的平面取向状态,增加了分子间的作用力,从而提高了橡胶的质密性和强力。如果橡胶与填料的吸附结合较弱,橡胶在拉伸时产生“空隙现象”,在空隙处形成应力集中,当应力变大时产生橡胶与填充剂粒子剥离,即通常所说的粉点脱落时产生的砂眼;而橡胶与填料吸附结合较强时没有“空隙现象”,从而提高了制品的质密程度。我公司为改进产品的质密性,选择了能增加橡胶定向排列二维状态分散性良好的填料;填料表面进行活化处理,引用不同类型的表面活性剂,增加橡胶的湿润能力和结合强力。
3.3 硫化度
硫化是一个交联过程,在一定温度下必须通过一定时间完成;因此,硫化时间必须服从于达到正硫化时的硫化效应,硫化效应E是硫化强度I与硫化时间(t2-t1)的乘积。对于厚制品来说,由于各层温度不同,所以在相同的硫化时间下所得的各层硫化效应亦不等。另外胶辊硫化通常为包水布,用直接饱和蒸汽硫化,硫化时是利用蒸汽的汽化潜热来完成的;由于水包布的存在,释放热量的冷凝水滞留在水布上,随着产品的硫化,热量不断释放滞留在水布上冷凝水不断集聚和汽化,这样从水布上就消耗了一定的热量;而产品硫化是横放,上面的水向下流动,产品上下面之间存在一定的温差,产品硫化后有着明显的阴暗面。这样的产品各层的硫化效应就不等。另外,由于产品在硫化过程中分子的热运动和分子的扩散,热运动理想状态是分子在胶料中进行,而分子扩散是高密度向低密度、高浓度向低浓度、高压力向低压力方向进行,这就导致了产品硫化过程中产生了浓度梯度,使产品硫化后硬度不匀。产品硫化采用模具、热空气、高能辐射等只能克服硫化效应不等的问题,但生产效率等因素方面考虑均不够理想,分子的扩散问题还没解决,济南华星纺织器材有限公司研制了——种既能保证产品的定型、又能提高生产效率、更能保证产品在硫化过程中具有等同的硫化效应,并防止分子在硫化中扩散的新的方法;从而保证了硫化强度和产品质量的稳定性。
3.4 温度的均匀度
温度是橡胶硫化工艺中最主要的控制条件之一,标准硫化温度和实际硫化温度呈2的几何积数的倍数;如果硫化罐内温度不一致,就很难使产品达到一致的正硫化时间。对于纺织橡胶制品硫化一般采用饱和蒸汽的汽化潜热来完成;为了充分利用蒸汽热量,应最大限度地利用汽化潜热,消除冷凝水,防止罐内产生的局部低温。我公司就现硫化罐进行了测试,罐中心和罐边部温度相差3℃~7℃,因此我们对硫化罐进行了改造:硫化前将罐内空气排出,防止蒸汽与空气混合使罐内的压力升高,从而改变饱和蒸汽的的温度和罐内的压力,同时也防止增加生成冷凝水的可能性;在生产中逐步充人蒸汽,用蒸汽吹洗硫化罐,消除可能出现的空气滞积区。
4 产品的表面结构和使用性能
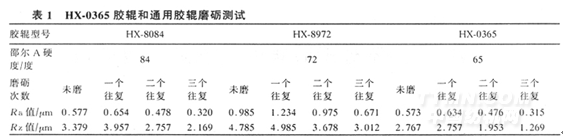
表面粗糙度只9是指物体表面上具有的较小间距和峰谷所组成的微观几何特征,纺纱胶辊表面粗糙度即是表面经磨砺后的微观几何特征,尽管在控制后加工工艺方面起了一定的作用;但胶辊的配方体系和制造工艺的影响是至关重要的,因此我公司控制了胶辊生产配方的硫化体系和生产工艺,生产的产品具有生产所设汁的、生产加工和使用所要求的表面状态。HX-0365胶辊和通用胶辊用同一台磨床和相同的磨砺工艺进行磨砺测试,结果见表1。
从表l可以看出,我公司经配方体系和硫化工艺的调整生产的HX-0365胶辊具有HX—8084胶辊同等的表面粗糙度。
5 成纱质量
<<上一页[1][2][3]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


