摘要:分析了企业对A512细纱机牵伸机构进行改造以及选择P5+INA—V型牵仲装置的原因,并对实际纺纱结果进行对比,说明该方案比较可行。
关键词:细纱机;传动;牵仲;罗拉;摇架;改造
0 前言
随着时代的发展,纺织行业设备的技术水平也在日新月异地提高,特别是新型棉纺织设备的开发和投入使用,使纺织行业的生产能力和产品质量有了很大的提高。对于设备水平相对落后的企业来讲,如果不加快设备的技术改造,将落后于行业的发展。我厂下属的第一棉纺织公司始建于1976年,拥有5万枚纱锭,以A512型细纱机为主,在当时还属于比较先进的水平;但是,与近年来刁;断涌现出的新型纺机相比,无论从产品产量和质量上讲,还是从设备的适纺性能上讲,都已日趋落后。面对存在的现实问题,我们加快了技改步伐,对部分A512牵伸机台进行了改造。尤其是在A512细纱机上实施INA-V型牵仲机构改造A512—P5V,取得了比较好的效果,对产品产量和质量的提高起到了非常关键的作用。
1 INA—V牵伸装置
现代细纱牵仲装置提高了对喂人粗纱结构不匀的适应性和对纤维运动控制的完善性。上世纪80年代后期,相继推出了称为“世界名牌”的SKF、PK系列牵伸机构,立达R2P牵伸机构、INA-V牵仲机构和绪森HP牵仲机构等。而INA-V型牵伸机构的特点是:将后区传统的直线牵仲改进为曲线牵伸,扩大了粗纱须条与后罗拉的接触包围弧,增加了对纤维的控制能力。其工艺特征为:罗拉钳口握持距长,非控区长度短:后区牵伸倍数选择有较大范围,提高细纱总牵仲能力。
选择1NA-V型牵伸装置的依据如下:
1.1 气动加压是纺纱牵伸加压的较好形式,也是其发展方向。其压力充分、稳定,能满足“重压力、强控制”的原则。
1.2 由于该装置牵仲工艺采用较成熟的机织工艺,工艺可靠,锭问差小,加压值不疲劳衰变,吸振能力强,可无级凋节,集体加、卸压方便;其独特的半释压、全释压可防止钳口滑移破坏纱条结构,避免开车时产生细节和断头及胶辊受到压痕损坏,有利于保护高弹性低硬度胶辊。
1.3 在提高总牵仲倍数方面有独特之处,可缓解粗纱机供应的压力。
2 对国产牵伸传动装置的选择
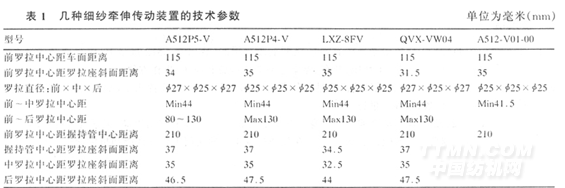
对国内的数个细纱牵仲传动装置生产厂家进行了考察,对各装置的传动形式、传动装置的结构、罗拉直径、技术参数、市场占有率、产品报价、交货期等方面进行了综合评价。
2.1 几种细纱牵伸传动装置的技术参数见表1。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


