⑶由于涡流纺纱速度高:旋转的涡流对纱的加捻要比机械式加捻效率高的多MVS851纺纱机的引出速度为400m/min ,MVS861的引出速度达到450m/min 。高速回转的涡流只作用在纤维上,与前罗拉引出纤维的功能一起形成对纤维的加捻作用。因此高速回转的涡流除了完成加捻任务外,并不影响纱线支数的高低。由于MVS纺纱体系的基础“Vortex”气流对纤维的加工,纤维受到具有声速的喷气涡流及卷取罗拉作用而形成真捻,这种特殊的加捻作用是其它纺纱机械不能取代的,高的纱线回转速度下的成纱结构比环锭纱线结构较紧密,因而结构稳定,使印染加工后的最终纺织品具有许多优点。
⑷涡流纺纱技术纺纱适应性广,可以加工不同纤维长度的短纤混纺纱,生产纱线质量比较高。
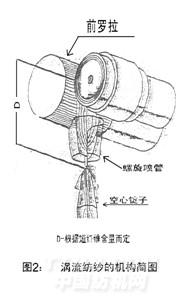
⑸纱线的结头方法:1纺纱过程中纤维从牵伸装置进入喷嘴内部,接头动作自动即完成,这种方法与筒子纱接头一样也叫空气捻接接头法。见图2
2、MVS861在MVS851的基础上有了许多改进:
⑴新型号MVS861生产的短纤纱的筒子卷绕角度为5057,,往复导纱动程为127毫米及146mm,卷绕的筒子纱角度可根据需要进行调节。不论筒子纱卷绕角度如何改变,其卷绕速度不降低,像转杯纺的卷绕角度为402,,卷绕速度已达到极限。
<<上一页[1][2][3][4][5]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


