弯钩纤维在牵伸过程中若得不到伸直,在高速回转的罗拉和皮辊剧烈搓擦下,就可能形成棉结。所以,普梳头并、精梳预并的牵伸工艺,应有利于前弯钩纤维的伸直;普梳二并的牵伸工艺,应有利于后弯钩纤维的伸直。
以此类推,普梳喂入粗纱机的是以前弯钩纤维居多的熟条,粗纱的牵伸工艺,应有利于前弯钩纤维的伸直;普梳喂入细纱的是以后弯钩纤维居多的粗纱,故细纱牵伸工艺应利于后弯钩纤维的伸直。精梳准备工艺纤维弯钩变化,亦可按此类推。但经精梳后,弯钩纤维已基本伸直,均可按后弯钩纤维伸直要求设计牵伸工艺。
(2)生条中纤维分离度和平行伸直度差。
梳棉棉结虽不多,但纤维分离度和平行伸直度差。紊乱的纤维在牵伸过程中被抽拉时,本来蓬松不成结的纤维,被拉成了死结。
(3)生条中短绒高。
开清和梳理过程中,纤维损伤严重,至使生条中短绒大幅度增加。短绒在高速牵伸过程中易聚集在纱条的某一局部,或飞散积聚在纱线通道的机件上,积到一定数量,便进入纱条,经与纱线通道机件摩擦,便形成棉结。
鉴于上述,可采取如下对策:
(1)普梳头并、精梳预并、普梳粗纱牵伸工艺应符合前弯钩纤维伸直的理论;
(2)普梳二并、精梳并卷或条并卷、普梳细纱牵伸工艺应符合后弯钩纤维伸直的理论;
(3)提高生条的纤维分离度和平行伸直度;
(4)减少生条短绒率;
(5)严格控制各工序温湿度。
2 头、预并牵伸工艺应符合前弯钩伸直的理论
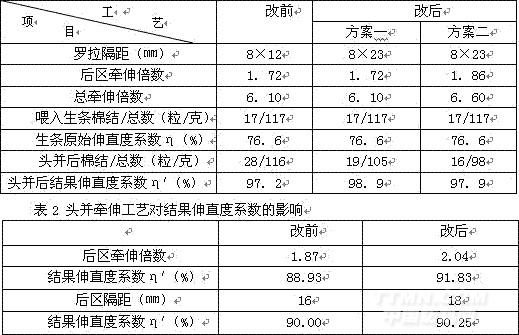
2.1头、预并并合根数宜少不宜多,总牵伸倍数宜小不宜大鉴于前述牵伸倍数越大,前弯钩伸直效果越差,故头、预并并合根数应少。只有并合数少,才能减小总牵伸倍数。一般可控制在5~6根,使头、预并的总牵伸控制在6倍以内。
2.2头、预并的后区牵伸倍数宜大不宜小鉴于前弯钩在较小牵伸倍数时提高牵伸倍数,可提高前弯钩的伸直效果,故后区牵伸倍数应尽量增大,一般可在1.8~2.0内(E后=1/3E总),以使前区牵伸控制在3倍左右,不要大于3.5倍,使其处于前弯钩伸直的最高点(见图3中的②区曲线的最高峰对应的牵伸倍数区间)。当生条中原始伸直度系数较小时,后牵伸倍数取下限;当生条中原始伸直度系数较大时,后牵伸倍数取上限(见图3中②区内不同原始伸直度系数曲线最高峰点对应的牵伸倍数)。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


