刺辊对棉层的梳理过程
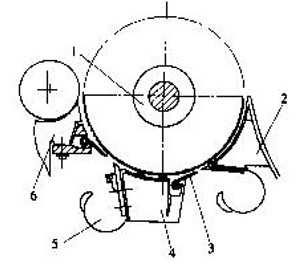
1、梳理方式:给棉罗拉与给棉板握持棉层尾端,刺辊梳理头端。
2、梳理过程:可分为三个结段
(1)梳开阶段:棉束尾端被牢固握持,头端被刺辊高速梳理—梳束梳开;
(2)梳理阶段:锯齿与纤维产生相对滑移与摩擦,产生梳理(纤维伸直、横向分开);
(3)分解阶段:随着棉束的喂给,对同一棉束尾端的握持渐弱,锯齿将棉束抓走—梳束分解。
3、梳理效果的评价可采用以下两种方式:
(1)单纤百分率:取100克经刺梳理后棉层,将棉束与单纤维分离,并计算单纤百分率;一般为75-85%。单纤百分率越大,梳理效果越好。
(2)棉束百分率:取100克经刺梳理后棉层,将棉束与单纤维分离,并计算棉束占的百分率;一般为15-25%。棉束百分率越大,梳理效果越差。
(二)影响梳理效果的因素
1、刺辊锯条规格(介绍刺辊锯条规格参数)
(1)工作角α:α大时,穿刺与抓取能力强,但刺辊落棉率低,返花多。α应根据所纺纤维长度而定;纺棉时α=65-75º;纺化纤,α=80-90º。
(2)齿密N:单位针上的针齿个数。N大时,针面抓纤维的能力强,梳理效果好;但纤维转移困难。
(3)齿顶高h:h小,针齿强度高,纤维易向外转移;h=2.7-4mm。
(4)齿尖角γ:γ小,针齿穿刺能力强。
2、刺辊转速
在棉卷定量及给棉速度不变的情况下,刺辊转速越高,每根纤维所受的作用齿数增多(梳理度增大),棉束百分率减少,梳理效果好;但短绒增多。刺辊转速一般为800-1200转/分。
3、给棉板
(1)给棉板的有关长度:给棉工作面长度、隔距点以上工作面长度、分梳工艺长度。
分梳工艺长度:刺辊与给棉板以上工作面长度与鼻尖
![]()
式中:a为鼻尖宽度,L3为刺辊中心水平线以上的工作面长度,R为刺辊半径,Δ为隔距,α为给棉板工作面的倾角。
(2)分梳工艺长度对梳理效果的影响
任一层纤维始梳点到握持点间的距离LX:
![]()
式中:YX为任一层到给棉板工作面的距离。
LA↓→LX↓→梳理长度↑→梳理效果↑
→短绒率↑
分梳工艺长度与梳理效果的关系见下表:
LA/mm |
23 |
24.5 |
26.5 |
28.5 |
棉束百分率 |
6.3% |
7.26% |
8.12% |
8.96% |
短绒百分率 |
29.68% |
28.48% |
26.51% |
24.42% |
(3)给棉板分梳工艺的选择
根据经验LA≈棉纤维的主体长度
当LA>棉纤维的主体长度时,棉束百分率高;
当LA<棉纤维的主体长度时,短绒百分率高。
4、刺辊与给棉板的隔距:隔距越小,纤维越易被齿针抓取,梳理效果越好。实验结果见表:
隔距(mm) |
0.23 |
0.305 |
棉束百分率(%) |
8.96 |
10.14 |
短绒百分率(%) |
24.42 |
23.35 |
此隔距为0.18-0.305mm。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


