刺辊部分的气流与除杂作用
(一)刺辊部分的气流
1、气流附面层的概念
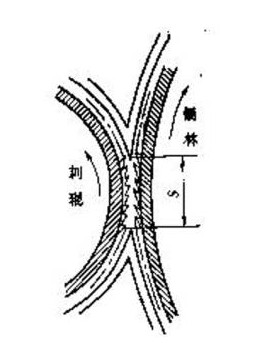
刺辊转动时,带动周围一定层度的气流层流动,随刺运动的气流层称为附面层。其厚度一般为:13-16mm。附面层中的速度分布是:靠近刺辊表面气流速为刺辊表面速度。
2、附面层中纤维杂质的运动
开始阶段:纤维与杂质被锯齿带走,并随之一起运动;部分杂质与纤维脱离锯齿,悬浮于附面层中。
而后纤、杂随面层作回转运动;由于离心力的作用,使纤、杂沿法向运动,纤、杂的运动为二者运动的合成。
由于纤维及细小杂质的重量轻、离心小,随附面层前进的距离长;杂质的重量重,法向离力大,易脱离附面层而形成落棉。
3、刺辊落棉区的划分
第一落杂区:给棉板与刺辊隔点到除尘刀;
第二落杂区:除尘刀到小漏底入口;
第三落杂区:小漏底落杂区。
(二)刺辊落棉的控制
1、除尘刀的位置
除尘刀的位置:高低、角度、与刺辊的隔距。
(1)高低位置:有以下三种情况
高刀工艺:除尘刀高于车面线;第一落除杂长,除大杂多,落棉多。
平刀工艺:除尘刀顶部与车面线平齐:
低刀工艺:除尘刀低于车面线;第一落除杂短,除大杂少,落棉少。
调整范围:以机框面线为准±mm。
(2)角度:是指除尘刀的工作面与机框面线的夹角,一般范围是70-110度。
采用小角度,除尘刀对气流的阻力大,落棉多;采用大角度,除尘刀对气流的阻力小,落棉少。
纺棉时,采用低刀大角度,多落多回收;
纺化纤时,采用高刀小角度,少落少回收。
(3)与刺辊的隔距:4.7mm-9.5mm。
此隔距大时,落棉少;小时落棉多。
2、小漏底工艺
(1)小漏底入口隔距:此隔距小时,进入小漏底的气流量少,而进入车肚的气流量多,刺辊落棉量多;反之落棉少。此隔距一般为:4.7-9.5mm。
(2)
3、其它因素
(1)刺辊速度:高时,落棉多;但纤维损伤多。
(2)锯条规格:如锯齿工作角等。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


