片梭织机的引纬过程
片梭织机的引纬系统主要包括筒子架、储纬器、纬纱制动器、张力调节装置、递纬器、片梭、导梭装置、制梭装置、片梭回退机构、片梭监控机构、片梭输送机构等。
片梭织机的引纬过程可分为十个阶段,如图8—3所示。

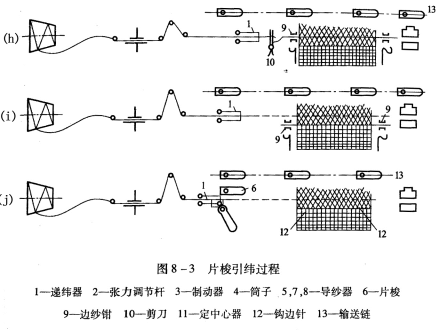
图8—3(a)中,纬纱从筒子4上引出,经导纱器5、7、8,纬纱制动器3和纬纱张力调节杆2,最后被递纬器1夹住纬纱头。此时张力调节杆处于最高位置,制动器压住纬纱,使纬纱不能从筒子上退绕下来,递纬器与制动器之间的纬纱被绷紧。引纬箱内的盛梭盒(图中未画出)翻转,使片梭6由垂直位置转向水平位置,梭夹打开钩(未画出)把梭夹的钳口打开。
图8—3(b)中,片梭已翻转到引纬位置,这时张开的梭夹钳口对准递纬夹的钳口,准备接纳纬纱。
图8—3(c)中,梭夹钳口闭合,握住纬纱,递纬器的钳口张开,完成纬纱从递纬器到梭夹的交接。纬纱制动器3开始上升,张力平衡杆2则开始下降,片梭6作好了向梭口飞行的准备。
图8—3(d)中,投梭以后,片梭带着纬纱向接梭箱方向飞行,纬纱从筒子上退绕下来,此时制动器3已上升到最高位置,完全解除对纬纱的制动,张力调节杆则降到最低位置。
图8—3(e)中,片梭6在制梭侧被制动后,依靠片梭回退器(图中未画处),将片梭推回到靠近布边处,其目的是为了使钩人布边的纬纱头长度控制在最低限度(1.2~1.5cm)内。这时纬纱制动器3压紧纬纱,张力调节杆2略微上升,以便将片梭回退后多余的纬纱拉紧。同时递纬器1移动到布边处并张开钳口,准备夹持剪断后左侧的纬纱头。
图8—3(f)中,定中心器ll向前靠近纬纱,将纬纱推入张开的递纬器钳口中心线上。两个边纱钳9则在布边夹持住纬纱。
图8—3(g)中,递纬器1的钳口第二次闭合夹住纬
图8—3(h)中,剪刀10在递纬器1和边纱钳9之间剪断纬纱,制梭箱内的片梭钳口再次被打开,释放所夹持的纬纱头。同时,制俊侧的片梭被推入输送链13,再由输送链送回引纬侧。
图8—3(i)中,递纬器1握持着纬纱向左移动,制动器3仍压紧纬纱,张力调节杆2上升,张紧由于递纬器回退而释放的纬纱。两只边纱钳9与钢筘一起运动,将纬纱打入织口,而剪刀10自投梭线位置下降。
图8—3(j)中,递纬器1再次回到最左侧位置,即与梭夹发生纬纱交接的位置。张力调节杆2上升到最高位置,使纬纱保持张紧。边纱钳9所夹持的纬纱头被两侧的钩边针12钩入下一梭口,由下次打纬时形成布边。与此同时,在引纬侧又有一个片梭开始从输送链13同投梭位置翻转。周而复始地执行上述步骤,就是片梭引纬的全部过程。其中一些主要动作的时间配合如表8—3所示。
表8—3各种主要动作的时间配合表
动作时间 动作项目 |
|
说明 |
调节杆升降 |
|
|
制动器升降 |
|
|
片梭开钳器 (左侧) |
|
340°-350°与片梭相遇 |
击梭 |
|
125°—36°扭轴扭转,105°击梭开始 |
递纬器开闭 |
|
85.18°第一次打开,105°开足;303°第二次打开,332°开始闭合 |
递纬器移动 |
|
60°-310°递纬器离开布边向右侧极限位置移动 |
剪刀剪切 |
|
357.17°开始剪纬,1°时 剪断 |
打纬 |
|
0°-50°打纬进程,50°—105°打纬回程 |
制梭器运动 |
|
6.23°制梭器完全释放片梭 |
片梭回退器 运动 |
|
0°—65°片梭回退器的回复动程 |
片梭开钳器 (右侧) |
|
7.17°开始开钳,63°开钳器离开片梭 |
片梭推出 梭箱 |
|
20°开始推梭 |
注主轴位置角确定时以50°为打纬时间。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置: