片梭引纬概述
片梭(gripper)引纬是以带有梭夹的片梭作为引纬器握持纬丝,在击梭作用下,片梭在梭口内导梭片方向控制下飞越梭口,将纬丝引入梭口,使经纬交织成织物。
一、片梭引纬特点
片梭引纬质量高,能应用于加工高档产品。片梭引纬是以片梭夹持纬丝,使纬丝处于受控状态的一种积极引纬方式。梭口内的纬丝得到精确的张力调整,减少了纬缩等织物疵点及在引纬过程中纬丝退捻现象,同时,对纬丝的夹持和释放是在两侧梭箱内静止状态下进行,失误较少。
片梭引纬使用扭轴(torsionrod)投梭,由于片梭不装载纬丝,体积小,重量轻,仅起到引纬器的作用。扭轴投梭使击梭过程参数与主轴转速无关,因此,实现了片梭引纬高速化,并且在任何主轴转速条件下都能顺利引纬,片梭引纬织造门幅宽,最大门幅现已达8.6m,是目前无梭引纬中的最宽门幅。因此,片梭引纬特别适合门幅较宽的装饰织物加工,如:窗帘、帷幕等。
片梭引纬用的片梭规格多,适应性很强,能满足各种原料的引纬要求。从天然纤维到化学纤维,纯纺或混纺短纤纱到长丝、金属丝以及各种花色线等。弱捻丝、强度低的丝线不适用于片梭引纬。
片梭引纬的纬丝选色功能具有2~6色任意换纬,能满足一般织物的纬丝选色要求,因此,片梭引纬能用于多色装饰织物、毛织物等的加工。
二、片梭引纬系统
片梭引纬有单向多片梭(multipleprojectiles)引纬和双向单片梭(singleprojectile)引纬二种方式。前者使用扭轴投梭,完成一次引纬后的片梭由专门的输送链送回投梭侧,技术成熟,使用广泛;后者使用双气缸空气压缩机的气动式投梭,由于片梭具有头尾方向性,完成一次引纬后的片梭要改变方向(旋转1800),进行下一次的引纬,技术尚未成熟,使用极少。
单向多片梭引纬过程如图2-32所示。
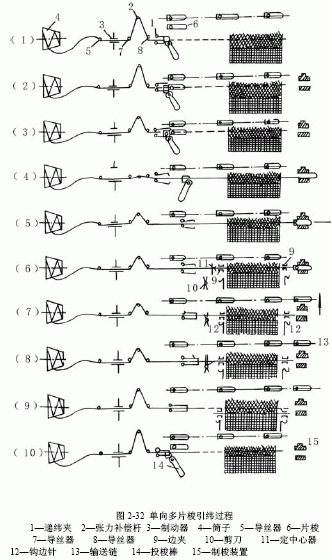
(1)片梭6从输送链13上升到引纬击
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


