片梭引纬参数
片梭引纬是各机构运动时间精确配合投梭时间、投梭力和制梭力来进行的。
1.主要机构运动时间配合
表2-10所示为片梭引纬主要机构运动时间配合实例。
(1)投梭时间(picking time)按织机的标准投梭时间设定,表2-11所示,在扭轴处于零位状态,调节投梭凸轮8在轴上的安装位置,如图2-34所示。不同的织机门幅,标准投梭时间不同,门幅越宽,投梭时间越早。
表2-10片梭引纬主要机构运动时间配合实例
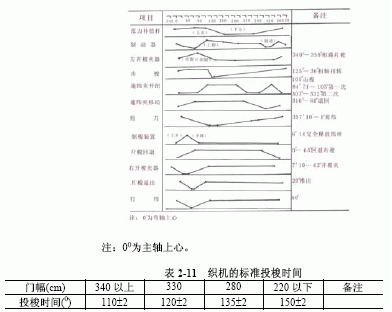
(2)在每次引纬过程中,递纬夹必须有两次打开和闭合的过程。当递纬夹位于最左侧纬丝交接的极限位置时,片梭的梭夹闭合并夹住纬丝头后,递纬夹打开,片梭飞入梭口后,递纬夹闭合。当递纬夹位于最右侧夹持纬丝的极限位置时,递纬夹打开,定中心片将纬丝送入递纬夹后,递纬夹闭合。
(3)在每次引纬过程中,梭夹有两次打开和闭合的过程。当片梭位于最左侧从输送链上开始提升时,梭夹逐渐打开,进入纬丝交接与击梭位置,梭夹闭合后夹持纬丝。引纬结束后,当片梭被推回右侧布边处,钩边夹将纬丝夹住后,梭夹打开,释放纬丝。
(4)张力补偿杆与制动器相互配合控制纬丝张力,确保引纬顺利进行。在片梭开始被加速引纬时,制动器已完全释放,张力补偿杆开始下降,便于引纬时纬丝无曲折,保证顺利引纬;在引纬后期,制动器逐渐对纬丝产生作用,张力杆开始上升,使纬丝保持一定的张力,防止纬缩;在片梭回退时,张力补偿杆上升拉紧梭口内的纬丝,制动器对纬丝发生最大制动,只有当纬丝在梭口内伸直到具有一定张力时,张力补偿杆才能通过制动器将纬丝从筒子上退解一小段,从而对梭口中的纬丝实现精确的张力调整;当递纬夹夹持纬丝后退时,张力补偿杆继续上升拉紧纬丝,而制动器上升到中等位置,使纬丝张力减小。
2.投梭力与制梭力
投梭力(picking force)由扭轴
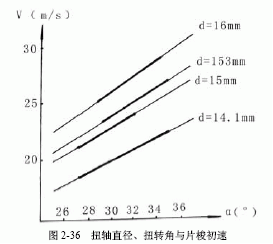
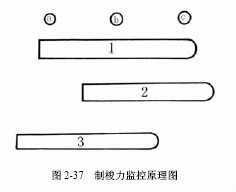
如图2-35所示,制梭力由制梭脚的高低位置控制,即制梭通道间隙越小,制梭力越大。在片梭引纬中实现自动调整制梭力,在制梭脚前侧安装有接近开关a、b、c,如图2-37制梭力监控原理图所示,接近开关b用于检测片梭飞行到达时间,如果在规定时间未能触发接近开关b,则片梭投梭力不足,进入制梭装置的时间太迟。接近开关a、c用于监测片梭的制停位置。在规定的时间,当片梭制停在位置1时,接近开关a、c均产生信号,说明制梭力正常,制梭马达6不发生作用;当片梭制停在位置2时,接近开关a没有产生信号,说明制梭力不足,制梭马达6立即发生作用,使制梭脚1下降一级;当片梭制停在位置3时,接近开关c没有产生信号,说明制梭力太大,如果连续27次引纬中有20次制梭力偏大,制梭马达6发生作用,使制梭脚1抬高一级,反复几次调整直至片梭制停在位置1上。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


