涡流纺纱与喷气纺纱的成纱机理及开发
自1985年江苏丹阳首次引进喷气纺纱机以来,到2002年止,我国已有160多台日本Murata(村田)公司的喷气纺纱机(MJS),型号有MJS801、MJS802、MJS881、MJS802H、MJS802HR等。7~8台喷气纺纱机的生产能力相当1万纱锭的环锭纺纱机。
喷气纺纱技术在中国经过了一个马鞍形的发展过程:上世纪90年代以前被看好,认为是有前途的新型纺纱技术,丹阳、重庆、西安等地引进了近30台;但是由于MJS生产的产品有一定局限性,90年代它在中国遭遇冷落,好与不好两种观点争论激烈;90年代末和本世纪初,喷气纺纱在中国似乎开始升温。然而近期引进MJS802HR喷气纺纱机的厂家大多面临着困惑,设备投资昂贵,但产品档次及附加值未能提高,这是喷气纺纱在中国面临的一个现实问题。
由于喷气纺纱为假捻退捻包缠纱,所以它只在纺涤/棉混纺和纯化纤时,其产品才能走向竞争市场。在纯棉纺纱时,成纱强力过于低、纺纱困难,其纱线达不到较好的实用价值。自20世纪70年代末80年代初喷气纺纱(MJS)在市场销售以来,在中国一度(较长时间)对其发展前景持怀疑态度。Murata公司也深知这一难以解决的问题,因此在1997年又推出了喷气涡流纺纱(MVS),改变了原喷气纺纱非自由端假捻退捻包缠的成纱原理,成为自由端涡流加捻。从纺纱原理来看,MVS被认为是很有发展前景的又一种新型纺纱。
1喷气纺纱
1.1喷气纺纱工艺
棉条喂入→双皮圈罗拉牵伸→双喷嘴加捻器→筒纱。
1.2成纱机理
两种理论学说可全面阐述喷气纺纱的成纱机理。
1.2.1假捻→退捻→包缠成纱(图1)
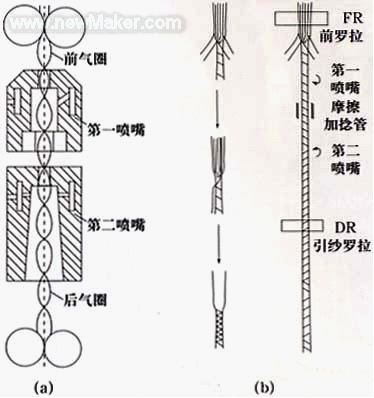
图1喷气纺纱成纱机理
图1喷气纺纱成纱机理
1.2.1.1成纱条件
<2)两喷嘴气流旋转方向相反,且第二喷嘴气流强度大于第一喷嘴。
1.2.1.2纱线形成
1)第二喷嘴至前罗拉钳口的整段纱条呈“S”捻,第一喷嘴至前罗拉钳口段的纱条受第一喷嘴反向旋转的气流作用呈弱“S”捻。
2)第二喷嘴至前罗拉钳口的整段纱条的纱芯为“S”捻,纱的表面附着“边纤维”在第一喷嘴捻转气流作用下呈“Z”方向倾斜或形成“Z”捻。
1.2.1.3成纱结果
1)当纱条从第二喷嘴输出时,纱芯的“S”捻解捻(往Z方向退捻);与此同时,纱表面附着的“边纤维”随纱芯“S”捻退解的同时而以“Z”捻方向紧密缠扎在纱芯须条上。
2)形成纱芯的纤维基本平行,并被表面“边纤维”包缠、结扎成为喷气包缠纱。
1.2.2捻差→退捻→真捻成纱(图2)

图2喷气纺纱成纱机理
图2喷气纺纱成纱机理
1.2.2.1成纱条件
1)前罗拉输出的须条有一定宽度。头端自由的“边纤维”(L)在输出一定长度以后头端与纱芯小气圈搭接(接触点C)。
2)此边纤维在搭接点C(即加捻点)被捻入纱体上,被加捻的时间滞后了一个时差。此时边纤维L另一端仍被罗拉钳口夹持。
1.2.2.2纱线形成
1)当边纤维L一端被加捻入纱体,另一端仍被罗拉握持,此时边纤维加捻点C将向前罗拉钳口回退移动:回退位移函数x=x(t),回退速度函数v=dx/dt。
2)加捻点C
1.2.2.3成纱结果
1)纱条从第二喷嘴输出后,纱芯“S”捻解捻,边纤维获得的捻度也随之解捻。当边纤维的捻度Te退捻完毕,纱芯的捻度Tc多,仍继续退解,边纤维就随之反向(Z方向)加捻成“Z”捻。
2)形成纱芯纤维平行,纱体表面层有一定的“Z”方向真捻。
1.3纱线结构
综合上述两种理论,喷气纱的结构应为:纱芯纤维无捻基本平行,纱体表面的纤维有少量或一定数量的“Z”向捻度,外表再有包缠纤维包扎成喷气包缠纱。
1.4喷气纱及其织物质量
1.4.1单纱质量对比
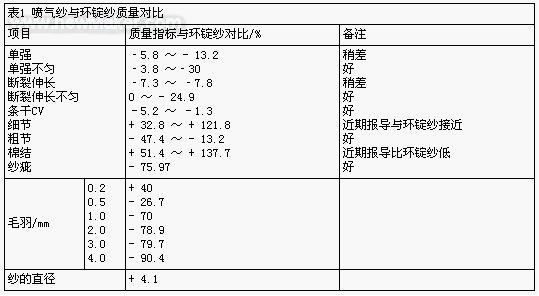
1)以国内某厂生产的15tex(40S)和13tex(45S)T/JC(65/35)喷气纱为例,与同厂相应环锭纱的质量对比如表1所示。
2)近期国内某厂用MJS802HR纺涤棉纱与相应环锭筒纱对比,如表2所示。
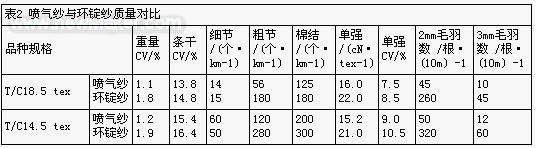
以上对比结果可以看出喷气纺纱适合纺涤/棉混纺纱,涤/棉喷气纱有以下特点:
1)喷气纱强力比相应环锭纱低(一般低10%左右),但强力不匀率则大大优于环锭纱。断裂伸长也是如此。喷气纺在纺纯棉纱时,强力比环锭纱低很多。
2)喷气纱条干不匀率比相应环锭纱低,细节和棉结有时还不如环锭纱好,但粗节及纱疵优于环锭纱。
3)喷气纱的毛羽比环锭纱少很多,3mm以上毛羽比环锭纱少80%~90%。但值得
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


