摩擦纺纱的工作原理
1.纤维供给
摩擦纺纱机以条子喂入,纺纱质量取决于对纤维的开松和喂给状态,尤其是喂给纤维流在时间、空间上的均匀性和单纤维在输送过程中的形态,即纤维与回转纱尾接触时(添加上去)的伸直与排列状态是非常重要的。
DREF型摩擦纺纱机由分梳辊对纤维条进行开松,刺辊直径一般为180mm,转速在3000~4000r/min。它对纤维条有较强的开松和分梳作用并具有去除杂质功能。分梳后的单纤维,借本身的离心力和吹、吸风的气流作用脱离刺辊,有的在刺辊下还增设剥取刀,经输送管道落到两尘笼楔形区,如图6—3所示。
输送纤维的方法有垂直和侧向两种:
1)垂直于纱轴输送纤维
输送纤维的主气流速度方向与纱线输出方向垂直,且纤维输送速度比成纱输出速度高许多倍。DREF型纺纱属此类型,如图6—8所示。此时,单纤维与楔形区回转纱尾接触,其伸直与定向排列状态极差,纱中纤维的长度利用率小,成纱强力低。这种纤维供给方式违反了纺纱系统中纤维加工过程逐渐加速运动的规律,但这种纤维喂给方式有并合效应,对凝聚区内纤维数量均匀度有补偿作用;且纤维添加到纱尾上时有规律分布,自纱体断面中心起,从里层到外层可按条子的排列顺序分布。因此,可利用这一特点,用不同质量和性能及不同颜色的原料,纺制具有复合成份和分层结构的多花样的花色纱。
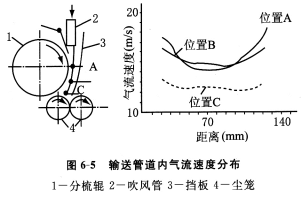
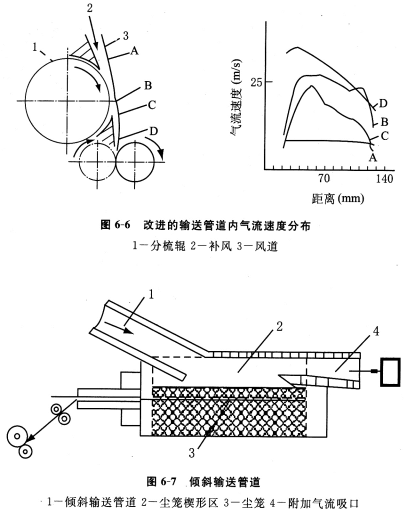
通过测定纤维输送管道内气流速度分布可以看出(如图6—5所示):气流速度自输送管道人口至出口是减速的,这对纤维伸直不利。C处的气流速度分布沿’纱轴方向接近均匀,可为均匀添加纤维到纱尾创造条件。因此,输送管道的设计应尽量使气流运动均匀分布且处于加速流动,有利于纤维伸直和添加到纱尾上。图6—6为改进的管道气流分布。
2)倾斜于纱轴输送纤维
如图6—7所示,经分梳呈单纤
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


