| 后处理 | |||||||||||||
| pH值 | E(%) | F(%) | T(%) | |
| | 4 | 98.0 / 27.1 | 11.9 / 19.6 | 11.7 / 5.3 |
| 6 | 83.9 | 21.9 | 18.4 | |
| 7 | 81.6 / 23.4 | 21.1 / 14.0 | 17.2 / 3.3 | |
| 8.5 | 82.4 | 35.7 | 29.4 | |
| 10 | 80.9 / 29.3 | 52.4 / 23.7 | 42.4 / 6.9 | |
| | 4 | 98.7 / 37.1 | 18.9 / 9.0 | 18.7 / 3.3 |
| 6 | 91.8 | 33.6 | 30.8 | |
| 7 | 84.2 / 30.6 | 39.3 / 11.1 | 33.1 / 3.4 | |
| 8.5 | 88.4 | 79.4 | 70.2 | |
| 10 | 80.9 / 31.2 | 86.8 / 44.6 | 70.3 / 13.9 |
 在酸性浴中,带有阴电荷的活性染料可与蚕丝纤维以离子键发生结合,这是酸性浴中活性染料上染蚕丝纤维的主要原因。在酸性条件下仍有氨基与蚕丝纤维的共价反应,但蚕丝纤维上的氨基含量很低(0.2摩 尔 / 千 克)[4],故酸性条件下的共价键合有限。 在碱性浴中染色,主要是蚕丝纤维上的氨基和羟基氧负离子与染料分子
在酸性浴中,带有阴电荷的活性染料可与蚕丝纤维以离子键发生结合,这是酸性浴中活性染料上染蚕丝纤维的主要原因。在酸性条件下仍有氨基与蚕丝纤维的共价反应,但蚕丝纤维上的氨基含量很低(0.2摩 尔 / 千 克)[4],故酸性条件下的共价键合有限。 在碱性浴中染色,主要是蚕丝纤维上的氨基和羟基氧负离子与染料分子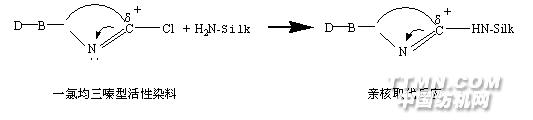 而纤维分子结构相对较单一,反应性基团只有羟基,且羟基须在碱性条件下才能离子化和活性染料发生共价结合,故在酸性条件下很难上染。2.2乙烯砜型活性染料对蚕丝织物的染色性能研究把活性艳蓝KN-R染蚕丝的染色数据转化为pH与上染率的关系曲线,见图1:
而纤维分子结构相对较单一,反应性基团只有羟基,且羟基须在碱性条件下才能离子化和活性染料发生共价结合,故在酸性条件下很难上染。2.2乙烯砜型活性染料对蚕丝织物的染色性能研究把活性艳蓝KN-R染蚕丝的染色数据转化为pH与上染率的关系曲线,见图1: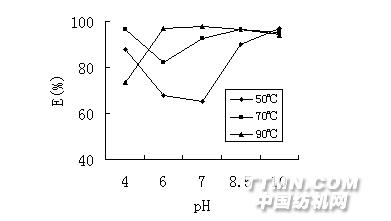 图1 活性艳蓝KN-R染蚕丝上染率与pH的关系 从图1可知:从pH为4-10时,均有较高的上染率。pH=6时,50℃、70℃染色的上染率较pH=4时降低,这可能是由于染色pH高于蚕丝的等电点,离子键大大削弱,而此时的共价键比例也不高,故表现为纤维上染率降低[5]。90℃时, pH=10时上染率反而低于pH=8.5,这可能是由于在高pH值、高温度条件下染料的水解所致[6]。 由图2可以看出,活性艳蓝KN-R染蚕丝时,随着pH值的升高,染料的固着率逐渐提高。随着pH值的增大,蚕丝纤维除了氨基以外,其它反应性基团如羟基也参与共价键合,染料的共价固着增加;且随着温度提高,纤维不断膨化产生孔道,染料随之扩散进入纤维内部,使得固着率进一步提高。
图1 活性艳蓝KN-R染蚕丝上染率与pH的关系 从图1可知:从pH为4-10时,均有较高的上染率。pH=6时,50℃、70℃染色的上染率较pH=4时降低,这可能是由于染色pH高于蚕丝的等电点,离子键大大削弱,而此时的共价键比例也不高,故表现为纤维上染率降低[5]。90℃时, pH=10时上染率反而低于pH=8.5,这可能是由于在高pH值、高温度条件下染料的水解所致[6]。 由图2可以看出,活性艳蓝KN-R染蚕丝时,随着pH值的升高,染料的固着率逐渐提高。随着pH值的增大,蚕丝纤维除了氨基以外,其它反应性基团如羟基也参与共价键合,染料的共价固着增加;且随着温度提高,纤维不断膨化产生孔道,染料随之扩散进入纤维内部,使得固着率进一步提高。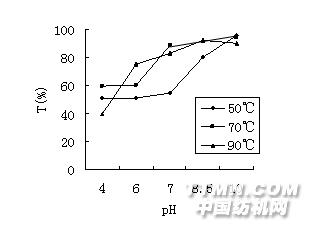 图2活性艳蓝KN-R染蚕丝固着率与pH的关系
图2活性艳蓝KN-R染蚕丝固着率与pH的关系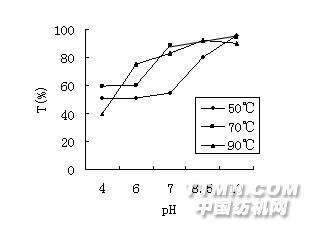 图3 活性艳蓝KN-R染蚕丝总固着效率与pH的关系 由图3可以清楚地看出,活性艳蓝KN-R染蚕丝时,在50—70℃,pH9附近有较高的总固着率。总固着率是上染率和固着率的乘积,是两种趋势的综合,因为上染有一个平衡的过程。2.3织物的物理性能测试 为了研究染色后织物的物理性能的变化,对KN-R染蚕丝织物进行如下性能测试。2.3.1断裂强力的测试对断裂强力的测试结果如下: 表2 染色后织物的断裂强度
图3 活性艳蓝KN-R染蚕丝总固着效率与pH的关系 由图3可以清楚地看出,活性艳蓝KN-R染蚕丝时,在50—70℃,pH9附近有较高的总固着率。总固着率是上染率和固着率的乘积,是两种趋势的综合,因为上染有一个平衡的过程。2.3织物的物理性能测试 为了研究染色后织物的物理性能的变化,对KN-R染蚕丝织物进行如下性能测试。2.3.1断裂强力的测试对断裂强力的测试结果如下: 表2 染色后织物的断裂强度| 温度 | 原坯 | | | | |||||||||
| pH值 | 4 | 7 | 8.5 | 10 | 4 | 7 | 8.5 | 10 | 4 | 7 | 8.5 | 10 | |
| 断裂强度/N | 335 | 329 | 349 | 326 | 338 | 304 | 332 | 325 | 319 | 335 | 350 | 309 | 319 |
表3 织物耐洗牢度测试等级
| 温度 | | | | |||||||||
| PH值 | 4 | 7 | 8.5 | 10 | 4 | 7 | 8.5 | 10 | 4 | 7 | 8.5 | 10 |
| 等级 | 4-5 | 4-5 | 4-5 | 4 | 4-5 | 5 | 4-5 | 4-5 | 4-5 | 4-5 | 4-5 | 4-5 |
表4 蚕丝在最佳染色条件下耐耐摩擦牢度测试等级
| 染料 | 活性艳蓝KN-R | 科华素艳橙3R | |
| 等级 | 干摩 | 4-5 | 4-5 |
| 湿摩 | 3-4 | 3-4 | |
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


