1 前言
聚乳酸是由乳酸脱水缩聚或由丙交酯开环聚合制得的线型聚酯类聚合物,根据相似相容原理,理论上可以应用有机酯类化合物来调控染色过程中聚乳酸纤维的微结构,提高纤维的溶胀性,从而促进分散染料向纤维内部的扩散,最终解决分散染料在聚乳酸纤维上上染率低的问题。因此我们根据溶解度参数原理选择了一系列与聚乳酸纤维溶解度参数接近而结构不同的有机酯类化合物,分别研究了其对各种分散染料在聚乳酸纤维上染色性能的影响;并通过乳化剂的筛选和复配,研制了一种环保、稳定性好的聚乳酸纤维分散染料染色促进剂。
2 实验材料及染化药剂
2.1 纱线及织物
聚乳酸(PLA)纱线:18,46tex(32s) (由山东德州华源生态科技有限公司提供);组成聚乳酸纱线的短纤维规格:
2.2 化学药剂及染料
醋酸钠、甲酸甲酯、乙酸乙酯、乙酸正丁酯、乙酸正戊酯、乙酸苄酯、优力乳、渗透剂JFC、分散剂NNO、净洗剂209、Tween80、Tween40、Tween2O、Span80、分散深蓝HGL200。
3 实验及测试方法
3.1 聚乳酸纤维染色工艺
在纯碱
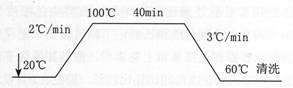
在红外染色机中按照下面的升温曲线进行染色:
 聚乳酸纤维染色实验工艺配方:
聚乳酸纤维染色实验工艺配方:
染色促进剂 x mL/L
商品分散染料 1%(o.m.f)
分散剂NN0
渗透剂JFC
醋酸/醋酸钠 (调节pH=4.5-5.0)
浴比 1 ∶50
在纯碱
3.2 实验测试方法
上染百分率采用残液比色法测定:分别将一定量的染
| E%=100[1- | A1 | ] 2-(1) |
| A0 |
本文测定了聚乳酸针织物染色后的表观色深度。每个试样在不同位置测三次,取平均值。
配制染料用量为(o.m.f)1%的染液10份,准确称取
pH值 5(醋酸/醋酸钠调节)
t(min) 10、 20、 40
浴比 1:50
利用LB-550型动态光散射粒度分析仪(日本HORIBA)公司测量乳液的粒径。
4 结果与分析
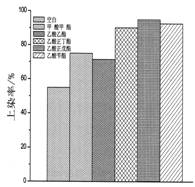
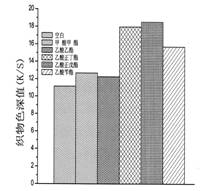
4.1 各种酯类化合物对聚乳酸纤维上染性能影响为了探索不同结构的酯类化合物对聚乳酸纤维分散染料染色性能的影响,分别测定并分析了甲酸甲酯、乙酸乙酯、乙酸正丁酯、乙酸正戊酯、乙酸苄酯(浓度都为5mL/L对分散深蓝HGL200和分散红玉SE-GFL200染聚乳酸纤维时上染率和织物色深值的影响。结果如图1-2所示。
|
|
|
| a | |
| 图1酯类化合物对分散深蓝HGL200 染聚乳酸纤维上染率和色深值的影响 | |
由图1可知:当在染浴中加入各种酯类化合物进行染色时,五种不同的酯类化合物在一定程度上都能够增加分散深蓝HGL在聚乳酸纤维上的上染率和织物色深值。对比这五种不同结构的酯类化合物对分散染料在聚乳酸纤维上的上染率和织物色深值发现,乙酸正戊酯和乙酸卞酯对提高染料在聚乳酸纤维上的上染率和织物色深值的效果最明显。仔细比较图1可知:乙酸正丁酯、乙酸正戊酯及乙酸苄酯都明显提高染料在聚乳酸纤维上的上染率和织物色深值,其中乙酸正戊酯对提高分散深蓝HGL染后的聚乳酸纤维的色深值效果明显。综上所述,在染浴中加入乙酸正丁酯、乙酸正戊酯和乙酸苄酯都能够较好地改善分散染料在聚乳酸纤维上的染色性能。
然而,实验中发现,在染浴中加入乙酸苄酯染后的聚乳酸织物手感较差,主要表现为织物手感较硬、弹性下降。而加入其它酯类化合物染后的色织物的手感都比较好,基本和未染色时织物手感一致。这可能是由于酯类化合物在染色过程中对聚乳酸纤维发生了增塑作用,而酯类化合物的链长与增塑效果之间有一定的关系,当酯类化合物的链较短时,在染色过程中对聚乳酸纤维的增塑效果不是很明显,因而,对提高分散染料在聚乳酸纤维上的上染率的效果也不是很佳;当链长增加到一定程度之后,酯类化合物对纤维有较好的增塑效果,并且也能够较好地改善分散染料在聚乳酸纤维上的染色性能,如乙酸正戊酯;而当酯类化合物碳链过长后,虽然染色性能也能有所提高,但是由于增塑作用过强而导致了聚乳酸纤维发生严重的收缩变形[2]。
因此,我们初步认为用乙酸正丁酯及乙酸正戊酯能够较好地改善聚乳酸纤维分散染料染色性能,同时对纤维机械性能影响较小。
4.2 酯类化合物对聚乳酸纤维上染速率的影响
根据4.1中不同酯类化合物对聚乳酸纤维染色性能影响结果,选定乙酸正丁酯、乙酸正戊酯及乙酸苄酯三种
|
|
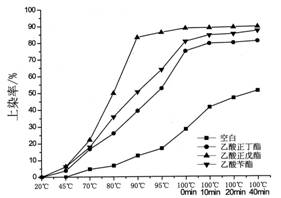
| 图2分散深蓝HCL200在三种酯类 化合物(6mL/L)促染条件下的上染速率曲线 |
从图2可以看出,当选用都能较好改善聚乳酸纤维染色性能的三种酯类化合物在6mL/L的浓度下来进行染色时,这三种酯都能够明显提高分散深蓝HGL200在聚乳酸纤维上的上染率,其中乙酸正戊酯对提高分散染料上染速率的效果最显著,染色在
由此可见,比较三种酯类化合物,乙酸正戊酯提高分散深蓝HGL200在聚乳酸纤维上的上染速率幅度最大,其最终的平衡上染率也最高,临界染色温度范围也比较小。因此,初步选用乙酸正戊酯作为聚乳酸纤维染色的促进剂。
4.3 乙酸正戊酯对聚乳酸纤维分散深蓝HGL200上染性能的影响
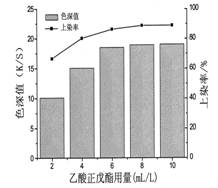
通过在染浴中加入不同用量的乙酸正戊酯(2、4、6、8、10mL/L),研究了乙酸正戊酯浓度对聚乳酸纤维分散深蓝HGL200染色性能的影响。
|
|
| 图3乙酸正戊酯的浓度对分散深蓝HGL200染聚乳酸纤维的上染率和织物色深值的影响 |
如图3所示,随着染浴中乙酸正戊酯浓度的提高,分散深蓝HGL200在聚乳酸纤维上的上染率和织物色深值都相应地提高了。当乙酸正戊酯的浓度为2-4mL/L时,上染率和织物色深值提升比较明显,当乙酸正戊酯的浓度为6mL/L时,分散深蓝HGL200在聚乳酸纤维上的上染率达
我们在实验中发现,用乙酸正戊酯作为染色增塑剂在6mL/L的浓度下用分散深蓝HGL200染聚乳酸纤维后,聚乳酸织物颜色分布不是特别均匀,隐约可见有染花现象,因此,应用乳化技术将乙酸正戊酯制成颗粒较细小而稳定性较好的乳液(染色促进剂),从而使得分散染料在聚乳酸纤维上均匀分布,防止出现染花现象。
4.4 各种乳化剂对乳化后的乳液性能和染色性能的影响
在乳化过程中,根据“亲者相近”的原理,表面活性剂分子的疏水性基团必须与被乳化的物质之间的界面张力小到一定程度时两者才有很好的接触,同时,针对不同的被乳化物质,对表面活性剂分子整体亲水和疏水性能的HLB值必须有不同的要求。因此,针对乙酸正戊酯的乳化,可以通过HLB值来筛选出适合乙酸正戊酯的乳化剂[3]。根据乙酸正戊酯有较好的亲水性的特点,先选用HLB较高的Tween类表面活性剂作为乳化剂来研究乳化性能。采用转相乳化的方法,乳化剂用量为乙酸正戊酯的龇,乳液中乙酸正戊酯含量为100mL/L,乳化温度为40
|
|
|
| 图4 乳化剂对乳液粒径和破 乳时间的影响 | |
各种乳化剂乳化后的乳液粒径如图4所示,从图中可以看出,随着乳化剂HLB值的提高,乳液粒径先提高后降低。此外,我们也采用了商品化的乳化剂如浙江华晟化学制品有限公司生产的优力乳,发现优力乳乳化的乳液粒径更低。从图4中不难看出,随着Tween类乳化剂HLB值的提高,破乳时间越来越长,也就是说随着非离子乳化剂亲水性的提高,所制得的乳液的稳定性也越来越好。
|
|
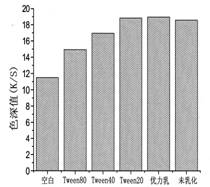
| 图5各种乳化剂乳化的乳液对聚乳酸纤维 分散深蓝HGL20O染色性能的影响 |
各种乳化剂乳化后的乳液对聚乳酸纤维分散深蓝HGL200染色性能的影响如图5所示,可以看出,Tween20和优力乳乳化后的乳液能够较好地改善分散深蓝HGL200在聚乳酸纤维上的染色性能,织物的色深值明显要比Tween80和Tween40乳化后的乳液所改善得要深,和未乳化的乙酸正戊酯相比,Tween20和优力乳乳化后的乳液所改善的织物色深值和未乳化的相当,但是明显不同的是,Tween20和优力乳乳化后制得的乳液不仅改善了分散深蓝HGL200在聚乳酸纤维上的染色性能,同时也大大改善了染料在聚乳酸纤维上的匀染性能,而加入未制成乳液的乙酸正戊酯后所染的织物即使分散染料的上染率和织物的色深值提升较明显但是匀染性能较差。商品化的优力乳虽然能够制得稳定性和改善染色性能很好的乳液,但是由于优力乳价格较贵,因此,可以尝试通过HLB值加和性理论来复配乳化剂,并进一步研究复配乳化剂对乳液性能的影响,从而研制更多适合乙酸正戊酯的乳化剂。
4.5 乳化剂复配比例对乳液性能和染色性能的影响
根据资料所阐述的原理[4],分别通过Tween20和span20制得HLB分别为9.41、10.22、11.03、11.84、12.65、13.46、1
|
|
|
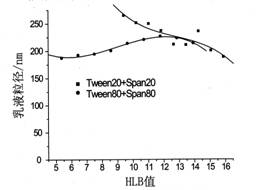
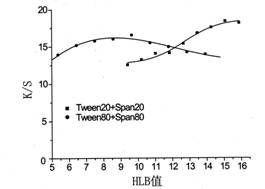
| 图6乳液粒径和HLB值之间的关系 | 图7织物色深值和HLB值之间的关系 |
由图6可知,随着复配乳化剂HLB值的逐渐提高,乳液粒径也在逐渐变化。Tween20和Span20复配的乳化剂乳化后的乳液粒径随着HLB值的增加而降低。而Tween80和span80复配的乳化剂乳化后的乳液粒径随着HLB值的提高先提高后降低。当Tween20和span20复配的乳化剂HLB值在15~16时,乳化后的粒径最低,也就是说当Tween20和spanzO复配的用量比为⒐1或者⒏2时,乳液的粒径最小,乳液也比较稳定。
各种复配的乳化剂乳化后的乳液对聚乳酸纤维分散深蓝HGL200染色性能的影响如图7所示。从图7不难看出,Tween80和span80复配的乳化剂对乳化后的乳液的染色性能有一些影响,随着HLB值的提高,织物的色深值先提高后降低,但是总体说来,Tween80和span80复配的乳化剂制得的乳液对染色性能的改善都不是很明显,所染得的织物色深值都不是很高。而Tween20和span20复配后制得的乳液能够很好地改善分散染料在聚乳酸纤维上的染色性能,随着HLB值的提高,织物的色深值也明显提高,当HLB在15-16时,织物的色深值达到了最高值,接近了Tween2O单独制得乳液的染色性能。因此,当采用Tween类乳化剂进行乳化时,可以单独使用非
4.6 乳化剂用量对染色促进剂染色性能的影响
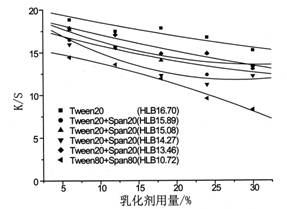
为了进一步研究乳化剂用量对制得的染色促进剂染色性能的影响,采用相对于乙酸正戊酯(体积比)6%、12%、18%、24%、30%的纯Tween20和各种HLB值的复配乳化剂Tween20和span20进行复配)来进行乳化。染色工艺同3.4。不同乳化剂用量所制得的染色促进剂对染色织物K/S值的影响如图8所示。
|
|
| 图8乳化剂用量对所制得的乳液聚乳酸纤维 分散深蓝HCL200染色性能的影响 |
如图8所示,随着每一种乳化剂用量的提高,制得的乳液对分散深蓝HGL200在聚乳酸纤维上的色深值都在逐渐下降,其色深值也低于用纯乙酸正戊酯来进行染色时,各种乳化剂的用量在相对乙酸正戊酯用量为5%-6%时,所制得的乳液的染色性能都较佳,随着HLB值的下降,乳液对分散深蓝HGL200在聚乳酸上的色深值也在逐渐下降,也同样低于纯乙酸正戊酯染色时的色深值,可能是因为所用乳化剂对分散染料有一定的增溶作用,乳化剂用量过高,将不利于上染率的提高;当Tween20单独作为乳化剂在相对乙酸正戊酯用量5%-6%使用时,其制得的乳液对分散深蓝HGL在聚乳酸织物上的色深值最高,和单纯应用乙酸正戊酯进行促染时的色深值基本相当, 匀染性也较好。因此采用亲水性较好的Tween2O制得的染色促进剂可以很好地改善分散染料在聚乳酸纤维上的染色性能。
4.7 染色促进剂对各种分散染料染色性能的影响
继续研究了各种类型的分散染料在加和未加染
|
|
|
| 图9染色促进剂对各种分散染料染色性能的影响 | |
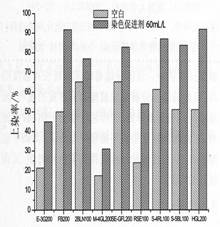
如图9,染浴中加入染色促进剂后,各只分散染料在聚乳酸纤维上的上染率显然都有明显的提高,和上染率的提高相对应,加入染色促进剂后织物的色深值也有了较大的提高。从图中可以看出,分散红SE-GFL、分散蓝RSE和分散深蓝HGL在聚乳酸织物上的色深值提高得最明显,而其它各种分散染料在加有染色促进剂的染色条件下其在聚乳酸织物的色深值也有所提高。这说明可以通过在染色过程中加入染色促进剂的染色方法来增塑聚乳酸纤维,提高分散染料在聚乳酸纤维上的上染率和在织物上的色深值。
|
|
|
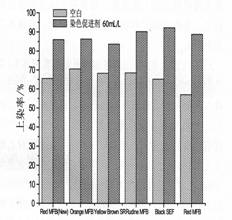
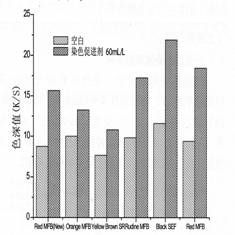
| 图10染色促进剂对多闻公司分散染料染色性能的影响 | |
选用了多闻公司生产的分散染料来进一步研究染色促进剂对各种染料的适用性能,结果如图10所示。从图中可以看出,多闻公司的分散染料在未加有染色促进剂时,大多数染料的上染率基本在60%-70%之间。加入染色促进剂染色,各只分散染料的上染率均明显提高,都超过了80%。从色深值的变化来看,染色促进剂对各只分散染料在聚乳酸纤维上的色深值的提升作用也很明显,部分染料的色深值提高一倍左右。这说明在
5 结论
(1)比较各种酯类化合物对聚乳酸纤维染色性能的影响研究发现:乙酸正戊酯能够较好地改善各种分散染料在聚乳酸纤维上的染色性能,其浓度在6mL/L
(2)研究三种酯类化合物在6mL/L下上染速率曲线发现:乙酸正戊酯能够较快地提高分散染料在聚乳酸纤维上的上染速率,临界染色温度范围也比较小,染色在
(3)乳化剂的HLB值影响着所制备乳液体系(染色促进剂)的性能,随着非离子型乳化剂HLB值的提高,所制得的乳液粒径也比较小,破乳时间也比较长,分散染料在聚乳酸纤维上的上染率和织物色深值也有较大提高。当Tween2O在用量为相对乙酸正戊酯(体积比)5%-6%,乳液中乙酸正戊酯含量为100mL/L时,乳化温度为40
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置: