实验材料、染化药品和实验仪器
1.1 材料
防蚊剂:氟氯氰菊酯
织物:蚊帐a、克重
1.2 染化药品
药品名称 规格 生产厂家
氢氧化钠 分析纯 汕头市西陇化工有限公司
精练渗透剂 分析纯 自主研制
交联剂 分析纯 自主研制
1.3 试验设备
仪器名称 生产厂家
试验用小轧车 台湾Rapid公司
试验用小轧车 台湾Rapid公司
试验用中型定型烘干机江苏靖江华泰有限公司
1.4 前处理工艺与浸轧工艺
氢氧化钠(g/L) 2
精练渗透剂 20
温度℃ 100
浴比 1:20
处理时间/min 10
因为蚊帐a、蚊帐b纺丝工艺时,所用油剂均为水溶性的,所以前处理时氢氧化钠的浓度为
取蚊帐布20×2Ocm,配制氟氯氰菊酯浓度X g/L放进有标号的烧杯中,用保鲜膜密封保存待用,将浸渍蚊帐布按照标记顺序浸渍经过小轧车,进行二浸二轧,并计算轧液率。
1.5 后整理工艺
两种蚊帐布的后整理工艺:前处理→二浸二轧→定型
2 蚊帐布后整理工艺研究与优化
2・1定型温度
按照
|
|
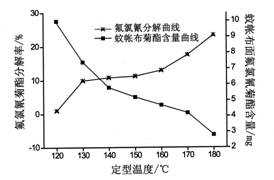
| 图2-1氟氯氰菊酯的分解率和含量 |
测试结果表明:氟氯氰菊酯分解率和蚊帐布面氟氯氰菊酯含量的变化随温度的升高均有明显的变化。前者随着温度的增加氟氯氰菊酯分解率逐渐增加,最高达到2O%以上,其中
2.2 定型时间
按照
|
|
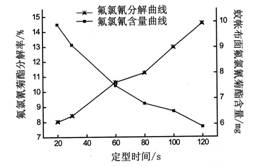
| 图2-2氟氯氰菊酯的分解率和含量 |
测试结果表明:随着定型时间的增加,氟氯氰菊酯分解率逐渐增加,从8%逐渐增加到14.5%;同样随着定型时间的增加,蚊帐布面氟氯氰菊酯含量在120s定型时间降到了6%以下;在30s时氟氯氰菊酯分解率低,蚊帐布面氟氯氰菊酯含量在13%左右,考虑到电能消耗和实际操作,选择30s为最佳。
2.3 氟氯氰菊酯浓度
按照
|
|
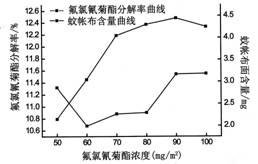
| 图2-3氟氯氰菊酯的分解率和含量 |
测试结果表明:随着氟氯氰菊酯浓度的增加,氟氯氰菊酯分解率总体呈现上升的趋势,但前后变化不明显均在11%左右摆动;而蚊帐布面氟氯氰菊酯含量是逐渐增加但最后趋于平缓并有下降的趋势,这表明蚊帐布面氟氯氰菊酯含量不是随着菊酯浓度的增加而一直增加,存在一饱和值;考虑到现在的WT0的要求,选择8Omg/m2为宜。
2.4 中型定型机车速
按照
|
|
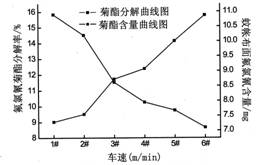
| 图2-4氟氯氰菊酯的分解率和含量 |
测试结果表明:氟氯氰菊酯分解率和蚊帐布面氟氯氰菊酯含量随车速的变化特征与定型时间的变化趋势类似,有着共同的规律。
3 长效防蚊蚊帐布定型最佳工艺的确定
在上述实验的基础上,为确定长效防蚊蚊帐布定型后整理最佳工艺,进行了正交实验。实验结果如表3-1所示。
表3-1长效防蚊蚊帐定型温度、定型时间、菊酯含量、车速对定型工艺的影响
| A/℃ | B/min | C/(mg/m2) | D (m/min) | F/% | |
| 1 | 150 | 20 | 70 | 80 | 10.12 |
| 2 | 150 | 30 | 80 | 30 | 10.08 |
| 3 | 150 | 40 | 90 | 15 | 10,21 |
| 4 | 160 | 20 | 80 | 15 | 10.36 |
| 5 | 160 | 30 | 90 | 30 | 10.74 |
| 6 | 160 | 40 | 70 | 15 | 10,81 |
| 7 | 170 | 20 | 90 | 30 | 10,84 |
| 8 | 170 | 30 | 70 | 15 | 10.97 |
| 9 | 170 | 40 | 80 | 80 | 11.53 |
注:A为定型温度,B为定型时间,C为菊酯含量,D为车速
对测试结果进行极差分析,极差分析如表3-2所示。f2 43-0.26-d yid
表3-2 正交试验极差分析表(%)
| 水平 | 因素 | |||
| A温度 | B定型时间 | C菊酯含量 | D车速 | |
| K1 | 30.41 | 31.32 | 31.90 | 32.39 |
| | 31.91 | 31.79 | 31.97 | 31.73 |
| K3 | 33.34 | 32.55 | 31.79 | 31.54 |
| R | 1.43 | 0.26 | 0.01 | 0.13 |
测试结果表明:影响长效防蚊帐定型工艺中的菊酯含量的最主要因素是定型温
由正交实验表可以看出:优化长效防蚊蚊帐布的最佳工艺如下:
定型温度:
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置: