绒线是一种疏松结构的产品,既要保证产品柔软丰满,弹性丰富,蓬松的兔毛风格,又要防止在生产过程中兔绒掉毛和穿着过程中兔绒易滑出织物表面的现象。在工艺设计中应合理选择纱线的捻系数,经过优选确定为单纱捻度380捻/m,股线捻度180捻/m。
2.1.6合理控制车间的温湿度
兔绒纤维吸湿、放湿很快,在纺纱过程中,易产生静电和飞毛现象,所以保持车间良好的工作环境和温度,及时清扫机台也很重要。温湿度太大,则出现绕罗拉、绕皮板等现象;温湿度太低,飞毛严重,可纺性差;温湿度忽高忽低,对皮条张力影响较大,也可导致条干不匀。为防止静电,毛网产生波浪现象以及兔绒飞毛,空气相对湿度应严格控制在70%左右,温度冬天高于20℃,夏天低于30℃,一般在24℃左右。
2.2纱线性能测试
2.2.1实验条件及仪器
在标准状态下(温度(20±3)℃,相对湿度为(65±5)%)测试,YG086缕纱测长仪器、天平、烘箱,Y331A型纱线捻度机,YG021A一5型单纱强力机等。
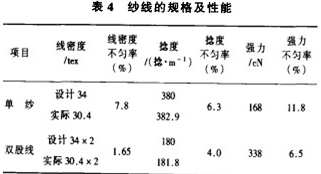
2.2.2纱线规格及性能
纱线规格及性能见表4。
3兔羊绒纺织品的编织
3.1产品规格设计
纱线线密度41.7texX2,成品幅宽225cm下机密度:纵向88行/10cm,横向72行/10cm;成品密度:纵向92行/10cm,横向72行/10cm。纱线原料:新型复合纤维与兔绒、羊绒的混纺纱。
3.2编织工艺
工艺流程为:编织一缩绒一整理一洗涤一熨烫
采用兔绒、羊绒、新型复合纤维的混纺纱线,在国产手动横机上编织,机号为12针,针密为10针/2.45cm,组织为平针组织,对织物进行缩绒后整理,整理过程加适量的抗静电剂,再进行一定时间的洗涤,然后在135~150℃下进行熨烫。新型复合纤维是一种皮芯结构的、皮层为低熔点而芯层为高熔点的复合合成纤维。对该混纺产品选择合适的熨烫温度,使低熔点的纤维皮层熔化而芯层性能不变,从而使兔毛与低熔点纤维之间形成点状粘结结构,既可防止兔毛掉毛,又避免了温度过高而使芯层熔化聚集成块,整个织物变硬,影响织物风格。
3.3织片性能测试
3.3.1实验条件及仪器
在标准状态下(温度(20±3)℃,相对湿度为(65±5)%)测试,仪器:HD026N型电子织物强力仪,YG606A型平板式保暖仪、YG501型织物起球仪、Y571型摩擦色牢度试验机等。
3.3.2织物性能
<<上一页[1][2][3][4]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


