根据各种纤维的性能特征及实际情况,采用50%兔绒、30%山羊绒、20%新型复合纤维混纺,以粗梳毛纺织系统加工。纺纱工艺流程为,原料(兔绒、山羊绒、新型复合纤维)一和毛(B262)一梳毛(英国TATHAM)一走锭(意大利Bigagli)一络筒(意大利sAVIO)一并纱(国产FA706)一倍捻(德国Saure)一成品。
2.1.1和毛
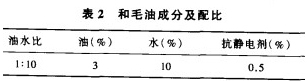
积极调整和毛工艺,选用合理的和毛助剂及混用比例,既要保证可纺性,又要兼顾成纱效果。和毛过程中,先对新型复合纤维进行开松,再进一步与兔羊绒纤维进行混合。由于兔羊绒的吸湿性强、缩绒性好,如果直接加油,兔羊绒易粘并纠缠,应采取间接的给油方式,把和毛油水喷洒在兔羊绒上,闷毛至少24h,使油水均匀渗透,减少梳理时纤维的损伤。兔羊绒的比电阻大、易产生静电,导致可纺性差,因此在和毛油中可加入一定量的抗静电剂;兔绒纤维滑爽,纤维之间抱合力差.因此要加适量的防滑剂(增磨剂),以提高纤维的抱合力,提高可纺性。和毛后的上机回潮率夏季必须控制在20%~24%之间,冬季必须控制在22%一26%之间。兔绒含量越高,和毛油用量越大;抗静电剂的用量也随着兔绒含量的增加而加大,加水量的多少一般要根据原料回潮率、车间相对湿度、上机工艺来确定。和毛油成分及配比见表2。
2.1.2梳毛
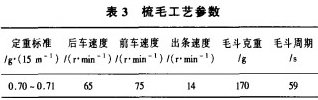
梳毛机是英国TATHAM公司的。由于兔绒光滑,为了避免断网、粗纱大量断头等问题,对梳毛机的速度应适当降低,以后车锡林转速65r/min为佳。为保证梳理效果,梳毛机的工作辊针布选用应尽量细,初梳选用34号针布,末梳选用粗纺最高号35号针布。并在喂毛时均匀添加原料,严格控制喂毛量,回条及时均匀地添加到毛斗内,以保证毛纱支数偏差及不匀率在标准范围内。为避免纤维受到损伤,在纺制高比例纱时,车速不宜太快。兔绒含量高时,车速要适当减慢,为减少机械式喂毛产生的不匀,落毛不匀应采取单位时间里增加喂毛次数,减少喂毛量。适量放大隔距,减少梳理环,由于兔绒轻柔易拉伤,要合理调整各辊隔距,宜大不宜小。梳毛工艺主要参数见表3。
2.1.3走锭
走锭机的型号是Bigagli,规格为540,意大利进口,其自动化程度高,速度高,质量稳定,维护方便。走锭机在牵伸的同时就施加捻度,粗细不匀的纱段在纺纱时能受到自调匀整的作用,毛纱条干均匀度得到提高。走锭纺纱机适合纺长度较短的高档纤维,或长度短、长度差异大的低档原料。为了不增加梳毛机负荷,避免产生毛粒,不宜选择大牵伸比。高比例兔毛产品要求毛感丰满,为体现兔毛毛感,捻度不宜过大。其主要参数为:牵伸1.25倍,捻度380捻,m。
2.1.4络筒
络筒机是意大利Savio公司的。络纱工艺应注意的事项有:①应尽量使纱的强力、捻度、伸长等物理机械性能以及光洁度不受损伤。②络纱的张力尽量保持均匀,以保证卷绕条件不变。③络纱时的结头应小而坚牢,以保证后序准备工程或织造工程顺利进行。④应尽量除去纱上的疵点,以提高织造生产率,减少修补工时。
2.1.5合理选择纱线的捻系数
<<上一页[1][2][3][4]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


