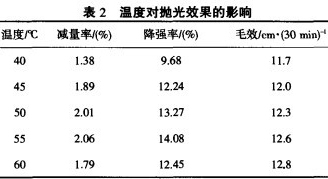
2.1.2温度
纤维素酶催化反应速度随着温度的升高而增大,但酶会高温失活,影响生物抛光效果.只有在最适温度下,酶催化反应才表现出最大的反应速度.温度对酶催化作用的影响表现为对酶失活和反应速度的影响.从表2知,40~55℃下,减量率和降强率随温度的升高而增大,60℃时出现下降,这时纤维素酶已经开始部分失活.而毛效随处理温度的升高有不同程度的改善.根据实验结果,纤维素酶的整理温度为45~55℃.
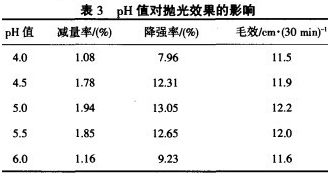
2.1.3pH值
纤维素酶在最适pH下催化速度最大.实验条件为酸性纤维素酶50℃处理50min,浴比1:15,由表3知,减量率和降强率随pH的变化呈左右对称的钟罩型,毛效也随pH值的变化而变化.pH值对酶及其反应系统的影响:(1)破坏酶的空间构象,使酶变性失活;(2)改变反应系统的组成,影响酶催化反应速度.pH值也能改变和影响酶、底物及酶一底物络合物的解离状态.在pH4.5~5.5时,织物的减量率和经向降强率大,且毛效有一定的改善.酶处理苎麻的最适pH为4.5-5.5.
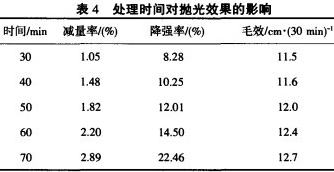
2.1.4处理时间
由表4可知,随着时间的延长,苎麻织物的减量率和经向降强率也随着增加.原因是在催化反应时,酶首先作用于纤维的表面和无定形区,然后作用于结晶区的边缘,使结晶区不断减小.当处理时间超过50min后,织物的降强率超过15%,损伤过于严重;反应时间过短,酶作用不充分,表面绒毛去除不净,抛光效果不佳.因此,纤维素酶处理的时间控制在40~60min.
2.1.5浴比
由表5可知,处理浴比为1:15时,织物的毛效最好,减量率和强降率也最大,不影响服用性能.当浴比<1:15时,织物和酶液接触不充分,造成织物减量不均匀.当浴比>1:20时,酶用量减少,减量率下降,达不到处理的最佳效果,还造成浪费.故选用浴比为1:15.
.jpg)
2.2生物抛光工艺优化
从上述单因素研究可知,生物抛光整理的酶用量l%一3%,温度45~55℃,pH4.5~5.5,处理时间40~60min浴比为1:15,生物抛光效果良好,而且强力下降不影响织物的服用性能,吸水性能得到改善.但这些结果都是各实验参数均为单因素的影响,最佳工艺还需用正交分析法解决,实验结果见表6。
.jpg)
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


