培养72h以后,将培养皿取出,用游标卡尺测量菌落直径(十字交叉测量2次,取平均值)。以3次重复菌落直径的平均值计算抑制率n,%。
n=(D1一D2)/(D2 — 0.4) (1)
式中:D1为对照菌落直径,D2为处理菌落直径。
对药剂质量浓度的对数值与抑制率的几率值I,进行相关分析,得出毒力回归方程、相关系数、抑制中质量浓度(ECS0)和95%受抑制质量浓度(EC95)。
3结果与讨论
3.1产物分析
产物重结晶后得到白色针状结晶,熔点为218.5—219℃。其他分析数据见表1。
由以上检测结果分析,确定产物为4一氨基-5-特丁基-3.甲硫基一1,2,4.三嗪_5(4H).酮硫酸盐。
3.2工艺优化
3.2.1硫酸质量分数对反应的影响
硫酸在反应中既是溶剂又是催化剂,原料中的硫酸甲酯易水解,因此硫酸质量分数的选择对反应的影响较大。反应温度小于7O℃,硫酸甲酯过量,反应时间为3h,考察硫酸质量分数对反应收率的影响,结果见表2。
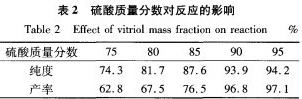
由表2看出,产品纯度、产率随着硫酸质量分数的增大而逐渐增大,在90%和95%左右反应的产率和产品纯度最高,原因可能是一方面对原料硫酸甲酯的分解减少,另一方面是高质量分数的硫酸提高了催化效率,使得纯度和产率都有提高。综合考虑整体工艺选择90%的硫酸作为反应溶剂。
3.2.2温度对反应的影响
在质量分数为90%的浓硫酸中滴加硫酸甲酯过量,反应3h,考察不同反应温度对产物的影响,结果见图1。
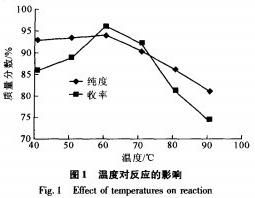
从图1看出,在40-60℃反应时,产物的纯度基本维持在一个水平上,差异不大,产率随着温度升高而提高,在60.70℃增高较快;反应温度在70℃以上后,产物纯度、收率开始逐步下降,收率的下降幅度较大。这与反应机理有关,反应中甲基化过程可以选择三嗪上的一NH:、一sH中的任意一个基团,温度较高使得甲基化的选择性强度减弱,从而出现2种甲基化产物,并可能导致副反应增加。因此,反应温度以不超过60℃为宜。
3.2.3原料投料比对反应的影响
在质量分数90%硫酸中溶解三嗪,滴加硫酸甲酯,60℃反应时间为3h,考察三嗪和硫酸二甲酯的投料比(摩尔比)对反应收率的影响,结果见表3。
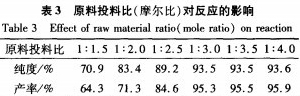
为了保证s一甲基化的顺利完成,作为甲基化的试剂的硫酸甲酯的摩尔比要比三嗪高些。从表3看出,随着硫酸甲酯摩尔比的逐渐加大反应产率和纯度都得到了提高,当二者的摩尔比达到1:3时收率和纯度基本达到了最高水平。
3.2.4时间对反应的影响
反应温度为60℃,三嗪和硫酸甲酯的摩尔比为1:3考察反应对反应收率的影响,结果见表4。
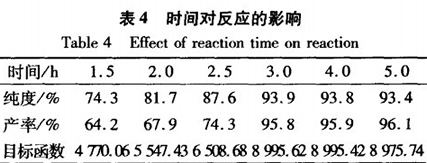
由表4中看出,随着反应时间的延长,产率和产品纯度逐步增加,当反应时间达到3h后,产品的产率增加,而产品纯度有所下降,原因可能是较长时间的受热使得副反应增多导致纯度下降。在实际应用中,可根据对纯度和产率的具体要求选择合适的反应时间。本实验以纯度和产率的乘积为目标函数,以反应时间为变量,得到最佳反应时间应为3h,即反应时间为3h时,纯度可达93.8%,回收率为95.8%。
最佳的工艺条件:在90%的浓硫酸中溶解三嗪,滴加3倍的硫酸甲酯,6O℃反应3h,冷却后倒入冰水中,有白色固体析出,过滤、干燥。
<<上一页[1][2][3]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


