2.1染整工艺流程
全涤DTY纬弹、全涤DTY双弹、全涤FDY双弹、锦纶纬弹和锦纶双弹这五种面料构成了早期涤纶弹力面料和锦纶弹力面料的主要部分全涤弹力面料和锦纶弹力面料工艺流程如下:
(1)全涤弹力面料(全涤DTY纬弹、全涤DTY双弹和全涤FDY双弹):平幅精练一预缩一预定一染色一定形一检验一包装。
(2)锦纶弹力面料(锦纶纬弹和锦纶双弹):平幅精练一吊线一预缩一预定一染色一定形一检验—包装。
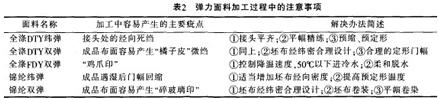
凡是在涤纶弹力面料和锦纶弹力面料加工过程中遇到的问题.在涤锦交织弹力面料和涤锦复合丝弹力面料加工过程中都会遇到表2中列出了早期的全涤弹力面料和锦纶弹力面料加工过程中需要注意的一些关键问题。
从锦纶弹力面料加工的工艺流程中不难看出.该类面料加工过程中除了要消除容易产生的主要疵点外,还必须解决布面擦伤问题。在涤锦交织弹力面料和涤锦复合丝弹力面料加工过程中.也是如此涤锦交织弹力面料和涤锦复合丝弹力面料加工工艺流程为:平幅精练一吊线一预缩一预定一染色一定形一检验一包装。
涤锦交织弹力面料和涤锦复合丝弹力面料工艺流程中的主要工艺参数如下:
平幅精练:清水精练,先冷水,后热水,再冷水,热水槽水温不超过85℃;
吊线:为避免斜纹织物擦伤,将织物反面朝外,于边处每隔5m缝合一次:
预缩:染缸内预缩,120℃,30min,精练剂3g/L,染缸内要干净:
预定形:170℃,车速35m/min,预定门幅比成品定形门幅窄2~3cm:
染色:见2.2染色:
后整理:见2.4后整理;
定形:200℃。车速35~45m/min,结合布面平整程度调整定形门幅和超喂大小。
上述工艺的制定.过多考虑了布面的平整程度染色过程中需要解决的问题远比保持布面平整度复杂得多。
2.2染色
用高温高压喷射溢流染色设备对涤锦交织弹力织物进行绳状染色.可以最大限度地掩盖染色过程中织物表面可能出现的染色质量问题涤锦交织弹力织物用分散染料套平经纬两种原料是非常困难的。用分散染料一浴法对涤锦两相染色,两相的得色深浅和得色色光都有区别。染后的牢度测试表明.涤锦交织弹力织物的摩擦牢度、皂洗牢度和日晒牢度都比分散染料染涤纶降低一级左右。为了尽量避免涤锦交织物的两相色差.最好浅中色用分散染料染色。深色用分散染料/酸性染料一浴两步法染色。即使染浅中色。也要对分散染料进行精选.对助剂进行选择。同时严格控制染浴pH值的稳定性。在升温的初期,要尽早控温。为了延长工艺时间.使涤锦两相尽可能多的获得“拉平效应”,也可以采用分段升温的工艺方法。
用分散/酸性染料一浴两步法对涤锦交织物染色.染色工艺可以参照前面分散染料染浅色的工艺不同的是在降温阶段,降至95℃时,保温30min,这有利于酸性染料的充分上染。降温至50℃以下进冷水.可以避免进冷水过早引起布面出现“碎玻璃印”采用分散/中性染料一浴两步法对涤锦交织物染中浅色,也是可行的。
<<上一页[1][2][3][4]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


