一、贝宁格公司展出的Ben-Direct体系的整经速度达到1200米/分,爬行速度20米/分,经轴直径800-1400毫米,经轴宽度在1400至2800毫米之间,应用西门子Simatic自动体系进行整经控制。
机上配有自动卷绕防护罩安装在机器上方,将整个经轴区罩盖起来,以防护操作者并防止灰尘从机器两侧进入卷绕区。配有自动横动装置,保证了排列在机器上的纱线在起动后能迅速复位。间接加压配以有效的反冲装置,保证经轴卷绕达到完美的圆柱形。
有观察与诊断联合系统,可很容易的准确指出运转中的难点或差错及产生原因并进行校正。
自动清洁系统可将粗支短纤维纱产生的灰尘、细绒等自动吸走。
二、美国西点公司生产的923型及951型,经轴直径在1270毫米以上,两边盘间距2440毫米,大约比直径1000毫米的经轴增加60%的容量,提高浆纱效率15%-17%。
三、先进的电子控制系统,可完成对机器运转性能的监控。如压力罗拉的压力控制,主传动系统的启动、落轴及速度的设立、梳齿的运动等。
四、GT-2000型整经机经轴宽度1384或1829毫米,直径1016毫米以上就像经编及拉舍尔经编轴一样。机器应用Alien-Bradley程序逻辑控制,具有彩色触摸式荧屏人机对话系统。直径为457毫米的橡胶覆盖层的罗拉具有反冲的特点,以防止纱线受到摩擦。经轴全部由受控的液压系统完成,经过触摸式荧屏输入对整经的要求及监控。
五、4MCCOY ELLISON350型整经机设计直径1270毫米,整经速度1370米/分以上,可自动上落很重的经轴,有各种经轴宽度。40马力电动机有AC正反转驱动能力,电动机由Alien Bradley Sle程控,使电动机运转平稳,并在高速运转时保持匀速。机器配备微机处理,对停台等数据收集体系,还具有报警功能,监控机器上每根经
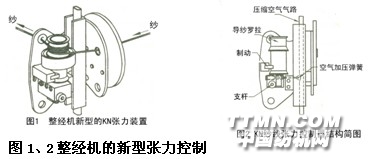
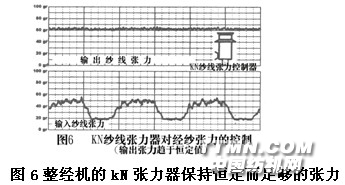
2、美国研制出了用于整经机的新型张力控制装置KN(图1、2),不仅使退绕张力均匀一致而且机构简单。KN张力控制系统可以精密而恒定的控制任何退绕速度范围内的纱线张力,而不受任何输入张力的影响。(图2)
纱线沿着自由回转的导纱罗拉退绕以阻止纱线滑移。正常情况下纱在罗拉绕3转已足够,弹簧压力对罗拉加压相对于制动缓冲器,经过缓冲器与弹簧加压,从而产生所需要的纱线退绕张力,这个受控的纱线初始张力使进入张力控制器的纱线自动减少制动影响 KN—张力控制装置主要有两部分机械组成,(图3)即一个弹簧加压的纱线退绕罗拉及制动衰减器。
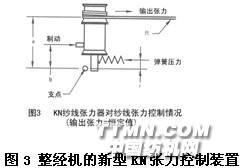
正确选择两者的比率,使制动力受到精确的
KN式张力控制器是通过调节罗丝来设定所需要的输出张力,调节螺丝可改变弹簧的压力。应用空气加压系统同时加压可以更好的控制KN张力器上由压缩空气软管将压缩空气传统输到每个张力器上。
KN式张力器可以同时根据需要的张力值,经过调节空气压力值改变对KN张力器输出张力值,此外,每个张力器可以进行精细的调节以达到对整经架上不同纱线长度的张力补偿。(最前面与最后面筒子纱之间的张力差异)。这种精细调节是在正常情况下进行的,假如突然停止出纱罗拉,空气软管会关闭,使供气停止。
电子式空气压力的调整可以
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


