一、开环式并条机的自调匀整
1、自调匀整器形式有开环式,闭环式及混合式等,开环式自调匀整系统多在并条机上应用,具有检测点喂入棉条的速度比输出检测点的线速度低很多的优点以及喂入部分棉层比较厚的特点,比闭环式对条干的检测准确,尤其新式自调匀整器原理匀整电路完全实现数字化,匀整频率不是以时间作为扫描基础,而是以喂入棉条经过检测罗拉的长度为基础,先进的乌斯特匀整扫描长度为每次1.5毫米,有的还缩短到1毫米,扫描检测一次所需时间达到毫秒级,速度快,精度高,匀整频率高,一般可将±25%范围内的喂入棉条匀整到±1%以内,因此,并条机匀整器的形式,目前已大都确定为开环式,即检测点与调整系统同在喂入侧。
传感器与AC同服电机工作原理如图4
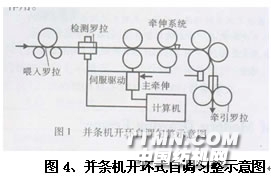
2、RSB-D35型并条机自调匀整系统是由一对沟槽及舌簧罗拉对全部喂入棉条进行检测,检测到的棉条均度讯号经舌簧的变形及时转换成匀整电量讯号,经计算机处理后,在原棉条即将进入主牵伸区时,由中央计算机指令高灵敏的伺服电机变频,修正喂入主牵伸区的棉条,达到对输入棉条匀整的目的,传感器对棉条的检测频率很高,而且不与速度变化相关,对输入棉条每1.5毫米检测一次,自调匀整通过一个具有极高动态性能的伺服电机,将匀整后的棉条立即输向喂入系统,这种开环式匀整系统反应时间可缩短到毫秒级,所匀整的棉条片段长度被缩短到几公分。即使并条机引出速度达到1000米/分,自调匀整整功能也足以相适应,而且对于生条,半生熟条及精梳条,人工接头所造成的不匀,也起到很好的匀整作
3、自调匀整器的正确应用
由于自调匀整器设计原理具有不同的探测棉条的频率,因此,不同的自调匀整系统,适应于不同的喂入棉条线速度。
像乌斯特自调整系统可配备在速度较高的并条机器上,最高适应速度可达到1000米/分,国产BYD型自调匀整系统于引出速度为600-800米/分。车速在650
二、为了控制与改善细纱的重量不匀率的水平,减少与控制细纱的重量偏差,在末并条的引出处加装了熟条粗节监控系统,粗节是发生在棉条或细纱的在线的偶发性疵点,其外观是沿棉条长度方向上横截面粗大的偏差。一般纺纱厂大都利用试验室离线乌斯特条干仪对棉条进行检验,当通过检验发现纺纱过程中这种偶发性粗节疵点及产生的原因时,粗节点已流入到纱线阶段,除了切除以外,已无其它方法挽救,以致会造成一定程度的质量问题及浪费。
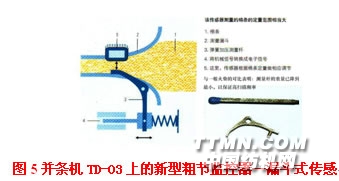
现代化高科技的并条机已配置了独立于自调匀整系统以外的单独检测与纠正粗节疵点在线自动监控体系,可直接在线检测一定长度内的棉条重量的偏差,这种在线监控技术是设在并条输出部分,可连续不停的在生产全过程中对棉条粗节疵点的质量监控。在TD-03并条机上还配有新型的棉条粗节疵点质量监控系统(图5),它的传感器很轻只有一根火柴棒那样重,可以及早发现并处理或报警棉条粗节疵点,减少对下游产品的危害。
棉条粗节自动监控装置是应用并条机的自调匀整系统的输出测量
三、乌斯特公司最新开发的 USTER SLIVERGUARD 在线棉条质量监控系统,适用于梳棉、并条及精梳机的质量监控,是全自动棉条在线质量监控系统,可优化纺纱工艺、提高纱线质量及生产能力。可100%的对支数变异、条干变异进行连续监控及对粗节的监测控制。尤其适用于梳棉、并条及精梳机的粗节监控,是有效的控制棉条质量的新的技术系统。非但与现行的并条机的粗节监控系统的功能一样,能在并条机上应用进行在线棉条粗节监控,而切已扩大到在梳棉机精梳机上的应用。对进一步改善棉条及成纱质量有很显著的作用。
3、匀整效果的讨论
⑴、电子计算机控制的自调匀整系统,通
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


