目前先进的络纱技术已走上自动化、高速化阶段,自动络纱机线速度高达2000米/分, 实现了生头、接头、清纱、防叠、线检验纱疵等自动化功能,集机电仪于一体,但也产生许多增加纱线毛羽的不利因素,如络纱速度高会使纱线与通道及槽筒之间的磨擦增加。由于自动化程度的提高使纱线从纱管上退绕下来要经过许多自动关卡,接受清纱、接头等处理,使加工路线加长,增加纱线受磨损的机会。为了减少因络纱而增加的纱线毛羽,国内外在高速自动络纱机上主要采取以下措施:
1、络纱机的络筒速度采用变频调速技术,使纱线退绕张力及络筒时的气圈都得到控制,基本做到一致,减少因张力过大而使纱线与通道零部件及空气的磨擦,同时也减少了筒子纱与槽筒之间的滑移而造成的摩擦从而减少毛羽的产生。像德国Autoconner-238、338, 意大利沙维沃的Espero型都采用单锭调速技术,使络纱张力均匀一致,我国青岛纺机沙维沃Espero自动络纱机及上海二纺机生产的Autoconner238自动络筒机均有变频调速、均匀控制络纱张力的机构。
2、日本村田公司生产的PC21型自动络筒机加装了气圈控制器,它是一项专利。控制器可随管纱上纱退绕的部位而升降,有效控制了张力变化,对减少毛羽有利。此外,机器上还装有栅式张力控制装置,自动调节络纱张力,使整个络纱张力均匀一致。
在1999年巴黎国际纺织机械展览会中,日本村田公司展出的PC21型自动络筒机上加装了一种新设计的涡流喷咀装置,代替了Balcon气卷控制器,纱线在被卷绕成筒前经过这种涡流喷咀机构时,伸出纱体较长的毛羽在涡流喷咀的气流作用下被捻入纱体,从而减少纱在线的毛羽,提高了纱线外观质量,由于纱线毛羽的减少,进而也改变了后工序运转状态,提高了织机效率及匹布织物外观质量。
3、Autoconner338及PC21型自动络筒机采用气圈破裂器,Autoconner
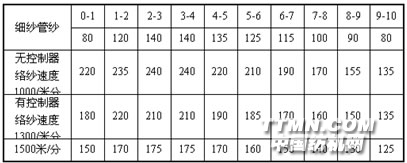
表3.加装与不加装气圈控制器,加工纱线毛羽状况对比
( 络纱时细纱管上纱的位置分为10段。)
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


