自1999年巴黎ITMA以来,立达公司的Com4紧密纺纱机、绪森公司的Elite紧密纺纱机首次问世,它们可以加工生产各种短纤原料及纱支。而相继生产制造紧密纺纱机的公司还有青泽(Zinser)、丰田 (Toyota)、罗托克瑞夫特(Rotorcraft)等。他们的紧密纺技术的设计是不同的,可适应各种纤维长度。可以加工生产像棉纤维一类的短纤维,也有可加工像羊毛那样较长纤维的。纺纱品质很高。还可生产长绒棉高挡精梳纱。
1、瑞士立达公司的Com4紧密纺纱机(见图1)
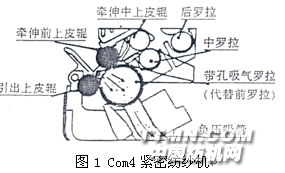
Com4紧密纺纱机由于前罗拉改为带孔的负压转笼起凝聚的纤维的作用,罗拉直经较大(59mm) ,因此在快速牵伸前区中浮游区较大,不适于纺短纤纱,在2007年幕尼黑ITMA上专家们认为Com4紧密纺纱机应向加工中长纤维(如羊毛)紧密纱方向发展,不适于纺短纤维。Com4紧密纺纱机仅能整机销售,不能以紧密纺专件形式对普通环锭纺纱机进行改装,使Com4纺纱技术的发展受到制约。棉纺厂不宜发展Com4紧密纺纱机。
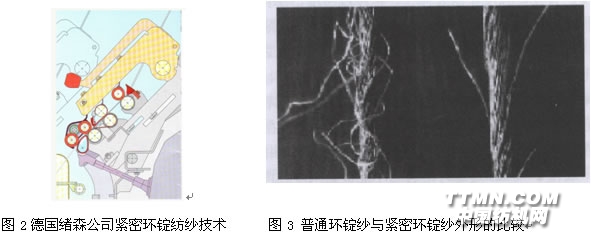
2、绪森(Sussen)Elite体系紧密纺纱机(见图2)
在1999年巴黎展会上展出以来,Elite体系紧密纺纱机已进入到发展期并由于应用范围广及改装使用方便而享有盛誉。在纤维离开牵伸体系时立即受到有负压的带孔的皮圈的负压凝聚作用的控制。
德国绪森公司也在普通环锭细纱机上进行了改进,在前罗拉钳口线外加装了一套消除纺纱三角区的机构,有效控制引出纤维束的运动,从而纺出毛羽少、强力高、条干均匀的细纱。
但绪森公司EliTe紧密纺生产高质量的紧密纺环锭纱的问题是紧密纺部分应用前上皮辊传动引导皮辊,对两个皮辊直径的要求很严格,两者的线速度要保持1.06%左右的前导,这对于前皮辊及引导皮辊的管理及消耗都要求很高,不是一般企业都能承受及管理了的。由此制约了EliTe紧密纺的发展。

我国目前除了少部分纺机企业完全按照绪森公司EliTe的形式在国内改造环锭细纱机外,大部分纺机企业已按照日本丰田公司EST紧密纺体系对我国的环锭细纱机进行改装并受到用户的欢迎,纺纱质量很好适应性好,销路大开。也加快了我国环锭细纱机进行改装紧密纺的速度。
4、青泽公司的紧密纺技术的基本原理与绪森公司紧密环锭纺纱技术基本相同,只是绪森公司紧密环锭纺起凝聚作用的是网格圈而青泽公司的紧密纺起凝聚作用的是带孔的胶圈。
5、其它还有罗卡斯(Rocos)紧密纺技术,是应用磁-机械原理实现生产紧密纱的,适于加工棉、棉与合成纤维的混纺纱及纯化纤纱。可纺粗支纱到细支纱。其结构主要由牵伸皮辊、引纱皮辊、磁性紧密器、皮辊连接支架及在后胶辊与中铁辊之间配有一个粗纱集棉定位器等组成。(见图5)。
每种紧密纺技术各有特长及不足,但都能减少或消除细纱毛羽、减少飞花并提高单纱强力。
6、丰田公司、绪森公司及青泽公司紧密纺体系都对生产车间的空气环境要求很高,空调的设计要能做到上送下吸基本平衡,甚至下吸要比上送风量大一些,以使整个车间净化,紧密纺的负压吸嘴及负压吸风管组成。负压吸风管由整体吸风管改为分段设置的负压风机及吸风管对紧密纺凝聚,以使负压逐锭均匀。另外要加强纺纱各工序机器本身的自我净化能力,并使生产车间净化,以使紧密纺生产达到好的效果。延长网格圈的清洁周期。
7、现在看来日本丰田公司EST紧密纺技术是目前我国环锭细纱机
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


