1、收获的皮棉进入轧花厂后,受到烘干及轧花清棉的技术加工后打成棉包供给棉纺厂或其它市场,因此加工后的棉花等级及类别等原棉质量指标因轧花技术的好坏而异。
轧花技术包括烘干,从籽棉中去除什质,将皮棉籽从棉花中分离及成包等生产过程。皮棉中的含什多少及回潮高低都会影响轧花后的原棉质量。
收获的原棉在轧花厂的轧花处理大致都要经过四种设备,以达到开松籽棉及去除什质碎片的目的,这四种设备是角钉锡林,沟槽锯齿锡林或一组角钉锯齿混合式锡林,轧花后的皮棉还要经过一组有比较细密锯齿的锡林的清洁处理。
传统的轧花厂在轧花生产中,不论原棉中的含什程度及色泽差别,均受到同样程度的加工处理。老式的轧花设备中更设有自动监测手段来实现对原棉在轧花生产中含什情况的监控。
轧花生产过程也比较复杂,产量很高,一般每小时可加工16包,加工后的原棉分为8级,这8级传统的分级方法主要是依靠目光评定来完成的而没有应用电子仪器,这种评定一方面评定级别不准确,另一方面在轧花生产过程中更不能进行在线监测。
2、美国农业科学研究院一试验室研制出一整套适应不同回潮,不同含什量的原棉轧花加工艺技术,共计有以下几种工艺:
①、受控分离机——喂棉机及传统式20齿锯齿轧花机一道(EFGS);
②、Lummus锡林式除什机及EFGS;③、传统小型棒式轧花机及EFGS;④、传统冲击式除什机及EFGS;⑤、EFGS及一道皮棉除什机;⑥、EFGS及二道皮棉除什机;⑦、EFGS及三道皮棉除什机;⑧、锡林式除什机、棒式轧花机,Lummus除什机,EFGS及两道传统式16—D皮棉除什机;⑨、Lummus除什机及EFGS。
为了测试皮棉及籽棉的特性,在轧花之前先备制好样品,经过预除什及烘干处理后不打包即进行性能测试。
经过轧花加工后的皮棉(三种工艺加工)回潮分别设定为4.0%、5.
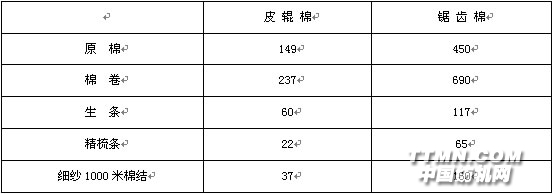
表1不同轧花方法生产的原棉及各工序棉结含量对比(粒/克)
5、原棉初加工中原棉性质的在线检测与在线质量监控
国外许多轧花设备由电子计算机在线对质量的监控,不同回潮及含杂的皮棉,经传感器检测后,由电子计算机控制轧花工艺流程,应用乌斯特的轧花监控体系,实现轧花生产的在线监控。对不同回潮、和含杂的原棉优化工艺进行针对性的轧花工艺加工,轧后的原棉棉结含量减少。
一套智能型轧花监控技术,在三个空气运输通道中设置传感器,自动监控皮棉加工,可实现人机对话,在线调节喂入及轧花速度,配备适当机组优化轧花生产,以适应不同回潮及含杂等情况的皮棉加工。
国外轧花生产的在线监控技术,主要完成纤维棉结、籽壳屑棉结、含杂及短绒等指标的控制,轧花生产的在线监控技术是轧花生产的重大进步。
在轧花生产中,一般使用红外线回潮测试计,电阻式或导电式仪表等用于生产工艺的控制体系,应用电视扫描的仪器检测棉花的颜色及含什以实现对原棉的分级,也可应用这种技术检测轧花生产过程中棉花的颜色及含什。
可经过软件程序的设定,编组最佳的轧花设备流程。在轧花生产中,设置检测原棉回潮、颜色及含什等指标的电子传感器,对轧花生产流程进行在线监控。
红外线回潮测试仪及HVI色泽,含什测试仪等的传感器主要装在轧花生产线的三个部分:①喂入控制部分,②每台单机的前面的控制,③分离—清洁机的上方的控制。其它还可装在预清洁器,凝棉器及打包机的前面等部位。
实践证明,经过电子计算机对轧花生产的自动监控可以获得最大的产量、效益及最佳的轧花质量,并可使棉纤维损伤最少。对于纤维其它性质的评价不需要离线测试。
此外, 原棉成熟度差的纤维强力、弹力都比成熟纤维差,在生产加工中因轧花、开清棉的加工而产生应力时容易断裂及产生棉结,对于成熟度差的原棉,应当在抓包机上混配棉及逐包检验中剔
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


