第三章引纬
|
|
一、引纬的作用:将纬纱引入由经纱所构成的梭口,以便经纬交织,形成织物。
|
|
第一节有梭引纬 |
|
一、梭子 |
|
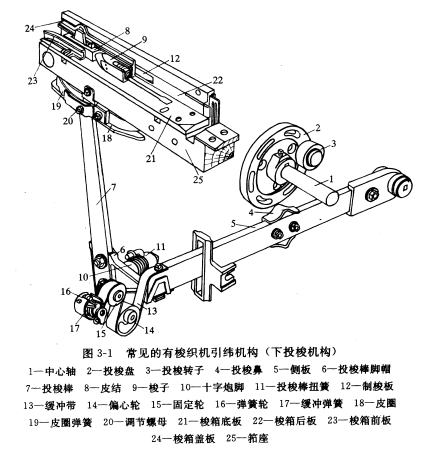
二、引纬机构 |
|
|
下投梭机构特点:投梭棒顶端作圆弧运动,所以皮结套在投梭棒上,击 梭前皮结的定位不十分准确,故只用于换梭织机(棉、丝),皮结,投梭棒易损坏,噪音大。 中投梭机构特点有铁鞋式和四连杆式。它的特点是:击梭时皮结相对筘座的运动轨迹为一直线,皮结与投梭棒上部铰接,皮结定位准确,有利于梭子平稳飞行,击梭,制梭噪音下降,皮结,投梭棒的损坏减小,可用于换纡织机(毛、丝)。 |
三、梭子引纬运动分析 |
|
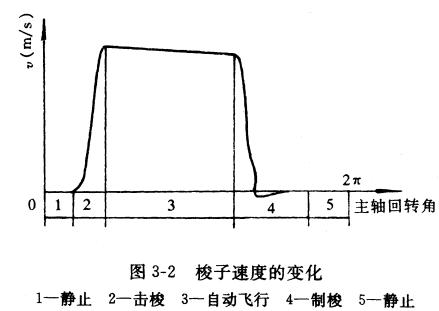
1.梭子在梭口中的飞行速度
|
|
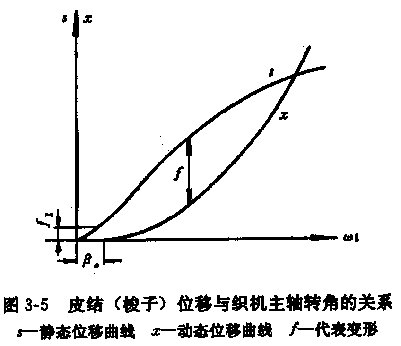
2、击梭 ,集中反映击梭过程中,投梭机构的变形。
|
|
(2)击梭工艺参数 (a)投梭动程(亦即投梭力):皮结与梭子共同移动的距离。或以静态位移规律中梭子(或皮结)的最大动程Smax表示。其大小直接决定梭子的飞行速度及进出梭口的时间。 生产中以击梭终了时,投梭棒的里侧到梭箱底板里端的距离s表示。
投梭力对织造影响: 投梭力过大:梭子进梭箱后产生回跳,定位不良,造成轧梭或者飞梭; 易产生崩纬,脱纬(特别是粗支纱); 梭子和机物料损耗大; 织机动力消耗增加,噪音、振动增加。 投梭力过小: 梭子出梭口比较迟,经纱对梭子挤压度大,摩擦也大,易成边经断头,且由于梭口较小,易产生跳花,跳纱等织疵; 梭子进梭箱时,由于速度小,不能进入梭箱中正常位置,换梭不良或易造成下次投梭时由于投梭力不足造成轧梭。 综上所述,在保证梭子能顺利通过梭口和不影响梭子正常定位的前提下,投梭力越小越好。
|
|
(b)投梭时间:织机运转中,投梭转子与投梭鼻开始接触时主轴的位置角,称为投梭时间。 ,不利于生产。
一般在条件允许的情况下适当提早投梭时间,以减小机物料消耗。 |
|
3、制梭 制梭过程=能量转化的过程,即梭子动能转化为热能、声能、变形能等。 1)作用:梭子进入对侧梭箱后,通过制动摩擦功和部件变形能来吸收梭子的动能,使梭子停止,准确定位。 2)对制梭的工艺要求: (a)梭子定位良好; (b)制梭过程缓和; (c)制梭装置各部分负荷均匀,减少机物料消耗; (d)制梭噪音低。 3)制梭过程: (a)梭子与制梭铁斜碰撞制梭; 斜碰撞使梭子v下降1%,但制梭铁获得w0,向外甩出,与梭子脱离,对摩擦制梭,吸收梭子动能不利。所以,应尽量使外甩时间,外甩动程。 (b)制梭铁及梭箱前板对梭子摩擦制梭; 制梭铁外甩后重新压紧梭子,梭子移动受到摩擦制动,吸收梭子动能; 为加强制梭,加大制梭弹簧对制梭铁的压力;加长制梭铁长度;在制梭铁表面包履皮革,以增加摩擦系数;皮革可对斜碰撞起缓冲作用,使制梭铁外甩动程。 (c)皮圈在皮圈架上滑行的摩擦制梭及三轮缓冲装置制梭过程。 过程:梭子撞击皮结; 皮结撞击投梭棒; 投梭棒撞击皮圈,皮圈产生拉伸变形; 投梭棒带动三轮缓冲装置,产生扭转和扭簧变形。 制梭过程起主要作用的是第三阶段!梭子的大部分动能为皮结、皮圈和三轮缓冲装置所吸收。 4)制梭力——制梭板与梭箱前板对梭子的摩擦力。 影响: 制梭力太大,制梭效率提高(但有限); 摩擦力增加,梭子磨损严重 ,投梭机构负荷增加;
制梭力太小,梭子易回跳,第二次投梭时投梭力小,易轧梭。
|
|
第二节无梭引纬 |
|
•定义:无梭引纬——以空气或水的射流,或以一种体积小、重量轻的引纬器代替梭子引纬。 •特点:织机速度提高,入纬率(单位时间内织机引入纬纱的长度)增加。 •引纬方式:剑杆、喷气、喷水、片梭、纬向多梭口引纬等。
|
|
一、剑杆织机 1、引纬过程
2、引纬的特征 1)产品适应性好。 2)夹持纬纱的运动独立于剑杆的引纬运动,有利于工艺调整和操作。 3)多色纬功能强:8-16色,设计灵活性强,不影响织机速度。 4)入纬率继续得到提高。
3、分类及特点: 1)按剑杆形式分 刚性剑杆织机——利用刚直、坚硬的引纬杆在梭口中往复移动,达到引纬目的。 特点:引纬可靠;因可悬空引入梭口,对经纱的磨损小;占地面积大。 挠性剑杆织机——利用截面形状扁平的钢带或尼龙带的伸卷作用进行引纬。 特点:机构紧凑,占地面积小;对经纱的磨损较大。 2)纬纱握持方式分 叉入式:圈状引纬,只适宜于少数织物,如帆布,带类,每次引入双纬。 特点:机构简单,交接纬纱可靠;纬纱易划伤;纬纱退绕速度2倍于引纬速度;纬纱易退捻。 夹持式:线状引纬,每次引入单纬,应用广泛。 特点:纬纱退绕速度等于引纬速 度,适合织机高速;纬纱不易划伤;剑头设计较复杂;纬纱不产生退捻。
4、剑杆运动配合 1)接纬剑比送纬剑先到运动的极限位置,且接纬剑先退出; 2)两剑杆存在交接冲程,两剑杆作同向运动,两者相对速度最小,此时,交接纬质量稳定。
5、剑杆引纬工艺特点及主要适用品种 最高入纬率:1000m/min; 最大织机幅宽:4600(mm); 多色纬功能:8-16色; 积极引纬,对纬纱握持良好,低张力引纬,适合强捻纬纱织造,抑制纬缩疵点。 适用纱线:多种纤维的长丝及短纤纱,适用于花式纱,变形纱及弱捻低强纬纱 适用织物:细布,府绸,卡其类,多色纬织物,花式纱,复合纱的厚重织物,特种工业用,精纺毛织物,毛圈织物,劳动布们,割绒,双层,多层织物。
|
|
二、喷气引纬 1、概述 1)引纬介质:气、水 2)喷射引纬原理 流体流经纬纱表面,流体对纬纱产生摩擦力。利用流体与纱线表面的摩擦所产生的牵引力,将纬纱引过梭口。 单元长度纬纱所受的射流牵引力正比与气流对纱线的摩擦系数、空气密度、(射流速度-纬纱速度)2、单元纱段直径、单元纱段长度。 3)喷射引纬从根本上不同于其它形式的引纬方式主要有: (a)载纬介质与纬纱之间存在速度差; (b)该速度差产生引导纬纱越过梭口的牵引力。 4)射流的运动 压缩空气从圆管的出流为自由射流。 自由射流即是将压缩空气无阻挡地喷向大气中,并随后消失在大气中的气流。 自由射流的特点: (a)轴对称射流; (b)边界上射流速度为0; (c)随着射流离喷嘴的距离愈远,流速愈低。 5)喷射织机的特点 (a)高速高产WIR=1500-2000m/min (b)占地面积小。 (c)需要定长储纬装置,目的是节约牵引力。 (d)停台主要是纬停。 2、喷气引纬系统 1)喷气引纬装置:气流、喷嘴、定长储纬装置、导流管道。 a)气流: 单独供气:用于单喷嘴一次性引纬,每台织机上都有空压机。 特点:供气量大;成本低;灵活性好;气流质量较差。 集体供气:用于多喷嘴接力引纬。 特点:引纬气流质量好且稳定;基建投资大;灵活性较差。 b)喷嘴——孔径、长度 孔径大,(气流速度一定时)耗气量上升,引纬距离增加; 孔径大,(耗气量一定时)气流速度下降,引纬距离减小; 孔径小,纬纱与喷管的磨损增加,能量损失太大; 孔径小,有利于引纬距离的延长。 一般喷嘴长度长有利于引纬(气流与纬纱接触长,牵引力增大) c)导流管道——管道片和异型筘 管道片 异型筘(风道筘) d)定长储纬装置 目的是减少引纬时牵引力的损失。 2)喷气引纬系统 (a)单喷嘴引纬系统 组成:定长盘——储纬; 主喷嘴——引纬; 管道片——限制压缩空气膨胀,抑制管道内引纬气流速 度的下降,减少气流对周围静止空气 的扩散;
吸嘴——对纬纱自由端进行牵引,减少纬缩。 (b)多喷嘴引纬系统(又称接力引纬) 组成:定长储纬器 主喷嘴 辅助喷嘴——使引纬气流的流速得到周期性补偿; 风道筘——纬纱穿越梭口的飞行通道。 3、气流引纬形式对纬纱飞行的影响 (a)单喷嘴引纬系统 飞行一段时间后,气流头断速度减慢,而尾端喷嘴处仍很快,纬纱经一段距离后浮动、成圈,纬纱前端速度小于后端速度,造成“前拥后挤”现象。 (b)多喷嘴引纬系统 纬纱头端气流不断得到补充。
4、喷气引纬综合讨论 WIR=1500-2000m/min;多色纬功能:4-6色; 引纬方式:消极引纬(自由端引纬); 适用纱线:多种短纤纱及长丝,粗重结子纱、圈圈纱等花式纱线不宜作为纬纱。 适用织物: 管道式:因为采用普通钢筘,翻改品种方便,但加工高密织物时下层经纱会夹塞在管道片的间隙中,引起经纱磨损和开口不清。所以适宜于中档和部分高档短纤纱织物的中速度生产,如细布、府绸、卡其。 风道筘式:品种适应性广。
|
|
三、喷水引纬 以洁净的水引导纬丝飞越梭口,常用于疏水性合纤长丝织物的加工,能耗小,品种局限性较大。
1、喷水引纬系统 定长装置、水泵、喷嘴、水滴密封器、成边装置等。 2、喷水引纬对水质的要求 3、喷水引纬的特点 入纬率高达1700-2000 m/min,适用于大批量、高速度、低成本的织物加工;
最大织机幅宽为2.3m;多色纬功能:2色; 引纬方式:消极引纬;开口装置:连杆,多臂; 适用纱线:疏水性纤维(涤,锦,玻璃)长丝及短纤纱。 适用织物:合纤长丝织物,变形丝织物,用于高经密,原组织及小花纹组织织物的加工。 废水处理:生产的废水要进行污水净化,所以逐步由喷气、剑杆取代。
|
|
四、片梭引纬 片梭引纬:片状钢梭作为引纬器,将纬纱引过梭口。
1、引纬过程——可分为击梭、飞行阶段、制梭三个过程。 击梭:扭轴投梭。击梭后片梭初速度与织机车速无关,而取决于扭轴的变形能量、扭轴的扭转变形量。 飞行阶段:片梭在导梭片形成的轨道内飞行。 制梭:片梭进入制梭箱后,制梭装置吸收片梭动能,使片梭的速度迅速下降为零,并准确定位。
2、片梭引纬的特点及品种适应性 入纬率:织机速度为470r/min时,入纬率1400m/min,低速高产特点; 织机幅宽:190-540cm,能织制单幅或多幅不同幅宽的织物,最窄上机筘幅33cm,几乎满足所有织物加工幅宽; 多色纬功能:4-6色的选色; 引纬方式:积极引纬,对纬纱具有良好的握持能力,片梭对纬纱的夹持和释放在两侧梭箱中静态条件下进行,所以引纬质量好; 开口装置:凸轮,多臂,提花; 适用纱线:各种天然纤维和化学纤维的纯纺或混纺短纤维纱、各种纤维长丝、金属丝及各种花式纱线,不宜使用低强度纬纱及弱捻纱,纬纱容易断裂; 适用织物:精纺毛织物、工业用织物、装饰织 物、特阔高档棉型织物、细布、府绸、卡其类织物。
|
|
五、无梭引纬的布边 1、纱罗绞边:采用特殊的织物组织,形成纱罗绞边,锁边装置比较简单,质量较好,应用最广,常用于剑杆织机的布边形成。 2、折入边:把布边外剪断的纬纱纱尾钩入下一纬的边组织内,锁边装置较复杂,形成布边为光边,常用于片梭织机,特别运用于高档毛织物的加工。 3、绳状边:两根锁边经纱相互盘旋,同时与纬纱交织,形成绳状边,锁边动作合理,适宜高速织机的运转,广泛应用于喷气、喷水织机。 4、热熔边:采用经纬纱热熔粘合的方法,形成热熔边。 织制热熔性纤维织物时,用电加热的热熔剪将布边处的纬纱熔断,使经纬纱相互熔融粘合,一般用于合纤长丝织物加工(喷水织机上),以及产品要求不高的合纤织物(其他织机上)。
|
|
|
|
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:



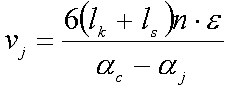 n---织机转速;lk---梭子长度;ls——梭子飞行距离
n---织机转速;lk---梭子长度;ls——梭子飞行距离