郑纺机清梳联设备的开发与应用
清梳联作为纺织行业的一项新技术,它省去了成卷工艺,筵棉直接由喂棉箱喂给梳棉机。清梳联在提高设备自动化水平和产品质量、减轻工人劳动强度、提高劳动生产率和节省设备占地面积等方面都有突出的优点。经济发达国家大多数棉纺厂均采用清梳联工艺,清梳联工艺已成为棉纺织技术进步的重要标志。80年代后期开始,我国许多棉纺织厂大量引进清梳联设备。目前,我国清梳联技术逐渐成熟,但仍处于起步阶段。立足国内、消化吸收国外先进技术,开发适合中国国情的清梳联合机,对于缩小我国纺机装备与国际先进水平的差距,顶替进口、扩大出口有着十分重大的政治、经济意义。
1郑纺机成套清梳联设备的特点
在全面总结以往清梳联研究开发经验和教训的基础上,郑州纺织机械厂(以下简称郑纺机)对具有世界先进水平的清梳联设备进行了深入的研究、认真分析、消化吸收,将其中成熟的先进技术移植到国产设备中,使国产清梳联成套设备具有工艺适应性强、运行可靠、生条质量达到国际先进水平,顶替进口,在国内全面推广应用,并出口国外。
1.1典型工艺流程及其特点
典型工艺流程主要有以下三种。
1.1.1第一种流程
适于纯棉加工,产量300kg/h~350kg/h。
FA006型往复抓棉机(TF27型桥式磁铁)一→TF9818型金属探除器→FA016A型自动混棉机(附A045B.5.5型凝棉器)→FAl03型双轴流开棉机→FA022-8型八仓混棉机(附TF27桥式磁铁)→FAl06B型鼻型打手开棉机(附A045B型凝棉器和TF31型磁铁装置)一→FA031A型中间喂棉机(附A045B型凝棉器)→FAl08E型锯齿辊筒清棉机(附TF34型磁铁装置)→TF26型凝棉器高架(附A045B型凝棉器)→FT202B型
在原棉含杂较低时,可用TF30型重物分离器取代FA016A型自动混棉机。在用于转杯纺流程时,可用FAl5l型除微尘机取代TF26型凝棉器高架(附A045B型凝棉器)和FT202B型输棉风机。
若在FAl06B型开棉机后增加TF2212型两路配棉器,并相应增加:FA031A、FAl08E、TF26和:FT202B型机各一台及其附属设备,即可再配置6台~8台高产梳棉机,整个流程的产量达到600kg/g~700kg/h,使开清棉设备的潜力得到尽可能大的发挥。
1.1.2第二种流程
适于纯棉加工,产量300kg/h~350kgh。
FA006型往复抓棉机(附TF27型桥式磁铁)→TF9818型金属探除器→TF30型重物分离器(附A045B.5.5型凝棉器)→FAl03型双轴流开棉机→FA028型六仓混棉机(附TV425型风机)→FA109型三辊清棉机(附TF34型磁铁装置)→FAl51型除微尘机→FAl77A型喂棉箱×(6—8)→FA221A型或FA221B型高产梳棉机×(6台-8台)
若在FAl03型双轴流开棉机后增加TF2212型两路配棉器,并相应增加:FA028、FAl09和FAl51型机各一台及其附属设备,即可配置6台~8台高产梳棉机,使整个流程的产量达到600kg/h~700kg/h。若抓棉机选用FA006A型机或FA006B型机,则可同时纺制两个品种。
1.1.3第三种流程
适用于加工化纤,产量400kg/h。
FA006型往复抓棉机(或A002D型圆盘抓棉机×2)U
以上三种典型流程,具有以下共同工艺特点:
(1)采用往复抓棉机,增大排包数量,一开始就将棉束抓小抓细抓匀;采用大容量多仓混棉机,提高混和均匀度,并起到稳定供棉作用。
(2)贯彻了早落少碎,逐步开松的工艺思想,对棉束的开松做到由自由打击到握持打击,由大到小逐步进行,减少纤维损伤,杂质早落、少碎,达到提高质量的目的。
(3)清梳分工合理,在流程中的开清棉部分配置了逐步开松的打手,尤其是应用了锯齿辊筒以梳代打,采用分梳板加强开松、除杂效果,减轻梳棉机的负担,从而保证了生条质量。
(4)可实现对原料分组抓取,同时纺两个品种,各品种对应梳棉机开台数可以调整。
(5)为防止和减少设备意外事故,在流程中设计了多道除金属、去大杂装置。并可根据用户要求,配置防火装置。
(6)在系统中设计了可供用户选择的连续或间歇吸落棉装置,避免了人工出落棉造成的停机,保证了系统的连续生产。
(7)由于我厂清梳联流程中单元机种类齐全,形成系列化,使之能适应不同含杂的棉、麻、化纤、毛等多种原料的加工。
(8)在开清棉向梳棉喂棉管道中采用了连续喂棉装置。这种以根据管道压力变化来进行变频无级调速喂棉装置的应用,提高了管道系统的工作效率(达100%),减少了管道压力波动和断续喂棉造成的冲击,稳定了上棉箱的压力,对提高喂棉箱内棉层的均匀喂给和整个系统的稳定性起到了较大作用。过去在清梳联流程中,少开几台梳棉机,整个系统就无法正
1.2清梳联主要单元机的工艺特点
1.2.1FA006系列往复抓棉机
该机单侧可放置50个棉包,它采用间歇下降的双打手随转塔作往复运动,对棉包顺序抓取。其间歇下降量可在O.1mm/次-19.9mm/次范围内无级调节,从而做到精细抓取,抓取棉束小而均匀,平均重30mg(产量为500kg/h时),且棉束的离散度小,有利于后续工序的混合、开松和均匀喂给。在FA006本型基础上开发的FA006A型往复抓棉机还具有分组抓取功能,可处理相隔排放的不同原料,供应一至三条开清棉生产线。FA006B型往复抓棉机更具有抓棉自动找平功能和抓棉器倒挂装置,使抓取的棉束更加均匀。
1.2.2FAl03型双轴流开棉机
该机能够使棉束在两只角钉打手问受自由打击,棉流在沿打手轴向做旋转运动的同时,籽棉等大杂沿打手切线方向落下;实现了大杂“早落少碎”的工艺要求。
1.2.3FAl08E型锯齿辊筒清棉机
是专门为清梳联流程设计的清棉机,经过初步开松的棉流在此被密集锯齿进行进一步的精细开松。其除杂机构采用除尘刀加预分梳板结构,以梳代打。
1.2.4FA028-FAl09型混清棉机组和FA028-FAlll型混清棉机组
是在全面消化、吸收国外先进技术的基础上,结合中国国情开发的新型混清棉机组。
FA028型六仓混棉机最大的特点是通过一组输棉帘子直接与清棉机联接,给棉速度与清棉机给棉速度同
FAl09型三辊筒清棉机是纺棉流程中主清棉机,它的三个清棉辊筒依次为粗针、粗锯齿和细锯齿,能够有效地处理开松度较低的原棉。各个辊筒处均设有分梳板、除尘刀和连续吸口,并在除尘刀处设有调节板。可根据所纺原料和工艺除杂要求的不同,调节除杂开口大小,以控制各自的落棉量和落棉含杂量。该机最主要的特点是具有较高的开松除杂性能,经过该机处理后,棉束平均重量减少67%,棉束重量离散减少75%;即使在原棉含杂1.8%左右,单机除杂效率也可达47%。该机尤其适合去除带纤维籽屑一类的杂质,使尘杂和短绒在开清棉阶段就得到有效地清除,减轻梳棉机的负担,为梳棉机实现高产创造条件。使用FAl09型机可将开清棉部分握持打击点大大减少,有效地防止纤维损伤,并使整个流程大为缩短。
FA111型粗针辊筒清棉机是FAl09型机的派生机型,只有一个粗针辊筒,同样设有分梳板、除尘刀、连续吸口和可调节落棉的调节板,主要作为开清棉流程中预清棉机。
FA111A型粗针辊筒清棉机是FAlll型机的滋生机型,与FAlll型机不同之处在于取消了除尘刀、吸口和调节板,作为纺化纤流程中的主清棉机。
1.2.5FAl77A型清梳联喂棉箱
该设备采用上下棉箱结构,主要通道采用进口镜面钢板,整机刚性好,精度、密封性好。在配棉总管中,设有压力传感器,根据压力大小来控制清棉设备给梳棉系统喂入量,来保证清梳联喂棉箱上棉箱的压力稳定,保证了上棉箱内棉花密度的均匀。下棉箱采用风机通过静压扩散箱循环吹气,使整个机幅内下棉箱压力均匀。采用美国进口压力传感器,根据下棉箱的压力来控制上棉箱给棉罗拉变频电机连续喂棉,保证了下棉箱压力更稳定,下棉箱在300Pa压力工作时压力波动小于20Pa,为
1.2.6FA221A、B系列高产梳棉机
(1)采用引进高新技术,全面吸收合作生产
①采用倾斜式三罗拉剥棉机构,剥取转移效果好;
②用高效吸口结构代替传统大小漏底,实现了高效除杂,降低生条短绒率;
③采用给棉罗拉下设两块可上下、左右活动的检测板的短片段自调匀整装置和采用喇叭口检测机构的长片段匀整装置,使检测精确,安装调试方便;
④大量简化传统梳棉机结构,运转噪声极低。
(2)实现了高速高产
①采用整体钢板焊接结构的机架,精度高,刚性好,尤其是锡林、道夫、刺辊等都用钢板结构,重量轻,平衡好,启动惯量小;
②主要关键部件均采用世界先进水平的母机加工制造,精度高,如锡林径向跳动≤0.015mm,确保紧隔距强分梳;
③采用优质针布,加装多种辅助分梳元件,保证了分梳质量;
④采用新型棉网集束器,结构简单,消除了高速下气流对棉网的影响。
(3)保证了生产运行的稳定性、可靠性
①采用变频传动系统,几乎不需要维修;
②采用PLC和工业触摸屏控制和监示及信息处理;
③主要电气控制元器件及轴承等采用世界名牌公司产品;
④采用高强度铸铁活动盖板,强度高,不变形,寿命长。
(4)达到优质生产
①实际单产可达50kg/h以上;
②长短片段自调匀整,能有效地控制生条定量,5m外不匀CV%1.5左右,调整率低,并条换齿轮少;
③有较强分梳及除杂能力,单机除杂效率≥96%,12.7mm以下短绒减少20%左右;
④萨氏条干≤15%,乌斯特条干在3.5左右。
2清梳联成套
国产清梳联随着各学科技术的发展,设计水平、制造技术的提高,以及国内外的交流合作和数十年工程技术人员的不懈努力,经验积累和理论探索的深入,才得以成熟并成功地应用于生产实践。
2.1郑纺机清梳联的应用
(1)前面所述的第一条流程及其派生流程。该流程使用厂家有曹县棉纺厂、东营市棉纺厂、泰安第二棉纺织厂、郑州第四棉纺织厂、新疆奎屯棉纺厂、无锡马山纺试中心、四川涪陵苎麻厂等30条线。这些厂家,根据流程中设置的间道跳机,分别纺精梳纯棉、普梳纯棉、转杯纺、苎麻、涤纶、粘胶、腈纶、毛和锦纶以及着色原料等等。
(2)前面所述的第二流程,有广西南宁棉纺厂、四川遂宁棉纺厂、湖南常德棉纺厂、墨西哥SINOMEX公司三万锭等十多条生产线,主要是纺精梳纯棉。
2.2使用质量和产品质量
通过大面积、长时间的跟踪和数据收集,对清梳联的有关质量问题已上升到量化的阶段,现仅以无锡马山纺试中心、新疆奎屯棉纺厂、山东东营棉纺厂、郑州第四棉纺织厂(以下简称郑州四棉)和墨西哥等厂为主,把有关试验数据和使用情况介绍给大家。
2.2.1试验条件(表1)
国内外各单位均纺制纯棉中、细号精梳或普梳纱,实际在40kg/h~55kg/h,配棉等级在1.7级~3级,其中东营用美棉占30%~40%,墨西哥基本上全用美棉。

2.2.2专项测定(表2)

以上测试表明,故障率和生条断头率较低,设备可靠性做为清梳联推广使用的基本条件已不再是一种障碍,这就为操作维修和保证生条质量创造了有利条件;挡车工工作量小,劳动强度和工作环境有明显改善。
2.2.3主要质量指标
2.2.3.1生条质量指标(表3)

表中所列厂家系用FA221A型梳棉机,5m外不匀能保证<2,内不匀≤l.5,而郑纺机的FA221B型梳棉机,由于短片段采用给棉罗拉下设两块上下、左右活动的检测机构,长片段采用喇
为更科学验证短绒变化情况,我们在新疆用乌斯特公司生产的AFis试验仪对短绒(≤12.7mm以下)情况进行了专门试验,结果见表4.
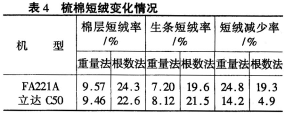
目前,对于短绒长度的定义,国外认为只有12.7mm以下短绒才对纺纱质量有影响。因此,国际上通用乌斯特公司AFis试验仪检验12.7mm以下短绒。试验表明,FA221A型梳棉机对12.7mm以下短绒减少约20%左右,FA221B型梳棉机,由于采用全吸口连续吸落棉系统,除细杂和短绒能力大大增强,短绒负增长率更大,达到了国际先进水平。
2.2.3.2除杂效率测定(表5)
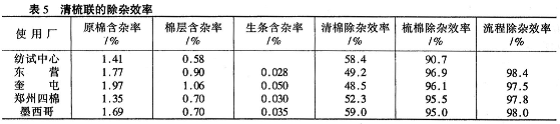
可以看出,在原棉含杂较低情况下,清棉除杂效率接近60%,棉层含杂0.6%-1.06%有较好的除杂能力,梳棉除杂效率达96%以上,德国特吕茨施勒尔公司DK760型梳棉机要求除杂效率≥92%,所以,FA221A型梳棉机的除杂效率已达到了国际先进水平。
2.2.3.3成纱质量
各厂由于纱号、品种、工艺流程及试验方法不同,列表统计复杂,通过分析比较,其主要指标如重不匀、强力、黑板条干等均达到国家优等一级水平;其他指标如成纱乌斯特条干,千米棉结、粗节、细节等指标,也达到了乌斯特89公报5%-25%水平,具体情况请参阅有关厂家的论文或使用介绍。
2.3应用体会
我厂提供的清梳联设备,已遍布全国各地,并出口国外,所纺品种有纯棉、麻、涤纶、粘胶、腈纶、毛、锦纶等不同原料纺制的高、
2.3.1流程和针布的选用
根据用户的需要、原料的实际情况和纺纱具体要求,选用合理的流程和针布是纺出高质量成纱、投资少、效益高的基本条件之一。
(1)原棉含杂>4%-6%,成熟度较好,可选用较长的流程,适当增加除杂点,提高开松和除杂功能。同时,利用间道装置跳过部分机台,也可适纺含杂较低原料。
(2)原棉含杂3%左右且含细小杂质较多的,可采用短流程(如FA006→FAl03→FA028→FAlO9→FAl51→……),这样,可节约占地面积,方便老厂改造。
(3)若希望同时纺两上品种的流程,建议采用FA006A型或FA006B型往复抓棉机,实现分组抓取。既可节约设备投资,又可适应千变万化的市场。
(4)梳棉机有间歇吸和连续吸落棉两种形式,用户可根据自身情况灵活选择。
(5)转杯纺流程中需采用FAl51除微尘机,可去除开松后原棉中的细小杂质和短绒。
2.3.2工艺调试
有了合理的流程,还需要有合理的工艺来保证其发挥出最大功效。
(1)要提高清棉各机台的运转率。首先,往复抓棉机运转率要达到85%,才能实现其精细抓取的特点,FA022型多仓混棉机的换仓压力在确保后机台供应的前提下,选用较小的压力,一般在150Pa~250Pa之间。这样,可提高开松度改善不匀率。
(2)凝棉器风机转速在保证纤维能顺利转移的前提下,尽量调低;打手转速相应调低,以减小束丝。
(3)在满足开松度要求条件下,各打手的转速可适当调低,对减少棉结和短绒有利。
(4)认真调整连续喂棉装置,选用合适的P(比例常数)、I(积分常数)、D(微分常数)的值和模糊强度,保证配棉压力稳定,使波动范围在±20Pa
(5)调整好滤尘设备风量的配比,风量过大,浪费能源且由于负压过大纤维容易在尘笼内积短绒;滤尘运转要稳定可靠,特别注意滤尘设备的维护保养,使系统阻力保持稳定。
2.3.3充分发挥自调匀整的作用
根据理论分析和长期的实践表明,采用混合环自调匀整,可使长、中、短片段不匀率都能改善,特别是对稳定定量、减少调整次数,降低并条换齿轮率,效果显著。
(1)要保证各传感器安装牢固,动作灵活,严格按设计要求调试和设定。
(2)处理好长片段和短片段之间的关系,应以长片段为主,短片段为辅,从直观角度,长、短片段的比例为7:3或6:4较佳。
(3)生产管理上,要建立质量信息反馈或定期检查体系,对发现不匀率有突变或异常的机台,要立即检查,并找出原因。
2.3.4加强管理,重视人才,提高技术水平
清梳联是一项系统工程,涉及计算机、变频器、通讯等新学科知识,需要有机械、电气、工艺等综合知识的人才。
(1)选择人才,详细阅读清梳联的产品说明书和电气元器件的应用说明,由专人进行管理。
(2)建立健全适应新系统的各项管理体系,如维护保养制度,质量信息反馈制度等等。
(3)建立定期巡回检查制度,做到有问题及时解决。
(4)建立定期清洁制度,特别是转杯纺,短绒较多,及时清理可提高生条质量。
2.3.5试验方法和仪器
采用合适的试验方法和先进的试验仪器,尽可能真实可靠地反映生条质量。
(1)因为清梳联越是连续生产越稳定,清梳联开机20min~30min后,方可取样试验。
(2)做乌斯特条干时,用专制的取样小条筒旋置于生条筒内,让其自由圈放,并保持平置,防止意外拉扯或揉搓。试验前,要放置一定时间,试验时,生条与导条架的相对位置要近,走条速度要平稳,杜绝大幅度摆动和扯挂。要有导
(3)对比乌斯特Ⅲ型和YGl31型条干仪,前者比后者的试验值小0.2~0.3,所以,统一试验仪器和测试方法则更能真实地反映用户厂及设备水平。
总之,要根据实际情况,按照“精细抓取、充分混和、早落少碎、以梳代打、自由打击,弹性握持”的原则,选用合理的工艺流程,进行精细调整,抓管理,增效益,发挥各类人才的智慧和力量,在棉纺厂与制造厂共同努力下,把国产清梳联的应用推向新水平。
3结束语
自从第一套清梳联合机于1996年初通过“八五”国家重点科技攻关项目验收以来,短短的几年内,郑纺机研制开发的清梳联成套设备,不断改进提高,已有数十条线在国内外棉纺厂投入生产。清梳联设备业已成熟,形成规模,适应性强,不仅可以适纺不同含杂的纯棉、转杯纺、化学纤维和苎麻纤维,而且可以在一套清梳联设备中同时纺制两个品种,使棉纺厂更能适应激烈竞争的市场经济,从中得到可观的经济效益。
郑纺机清梳联合机,设备先进,运行稳定可靠,产出高质量生条,已跻身于世界清梳联先进生产厂家之列,顶替进口,参与国际竞争。去年出口墨西可的清梳联有纺棉流程、纺转杯纺流程和纺化纤流程,将郑纺机清梳联全面推向国际市场,出口创汇。为我国纺织行业更新改造,增加出口竞争力作出贡献。
郑州纺织机械厂徐励纶汤其伟
王自豪张小平刘延武虞漱霖
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


