引进清梳联设备的使用管理与经济效益
近年来,清梳联技术有了迅速发展。国内已有清梳联生产线340多条,其中国产生产线已发展到80多条。清梳联技术与传统清梳工艺相比,具有明显的技术优势,也具有较大的经济优势,是提高纺纱质量,减少企业用工,提高棉纺企业经济效益的一项关键技术。
1工艺流程与产品质量
1.1工艺流程
我公司1990年引进一套德国Trutzsehler清梳联生产线,工艺流程为:
BDT019型抓棉机→EMA型电子金属分离器→GBRA型预混棉机→AXL-FLO型双轴流开棉机→MPM型10仓混棉机→RN型开棉机—→
![]() RSK型清棉机→DX型高效
RSK型清棉机→DX型高效
RSK型清棉机→DX型高效除尘器→FBK533型棉箱(8台)一DK740型除尘器→FBK533型棉箱(8台)→DK740型梳棉机(8台)梳棉机(8台)
1.2纺纱质量情况
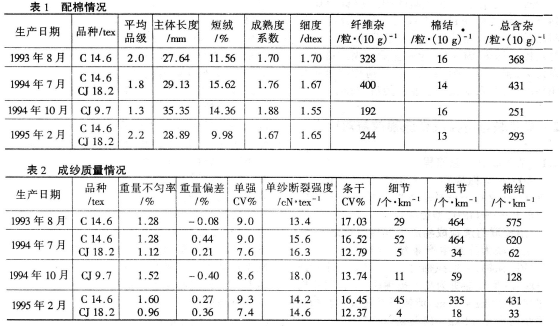
清梳联生产线于1990年在我公司正式投入运行,主要生产中高档C14.6tex,CJ9.7teX,CJ18.2tex等棉钞,其中C14.6tex纱主要出口日本。1993年~1995年配棉及成纱质量情况如表1、表2所示。
表l、表2数据均为月平均值,从表中可以看出,成纱均匀度、单强CV%值有较大改善,成纱乌斯特条干CV%值、千米细节、千米粗节、千米棉结均达到和接近Uster89公报25%水平。由于成纱质量的提高,使我公司棉纱在国际市场上的竞争能力大大增强,为提高企业效益创造了良好的条件。
1.3降低原料品级,提高企业效益
不同质量的原棉,直接影响成纱质量。如何在清梳联流程上不增加设备成本,用较低品级的原棉,纺出较高水平的棉纱,成为使用清梳联的一个重要课题。
1998年以来,我公司深入挖掘工艺质
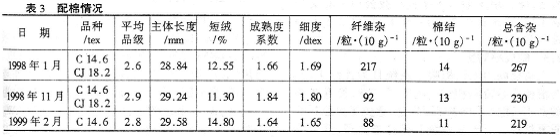
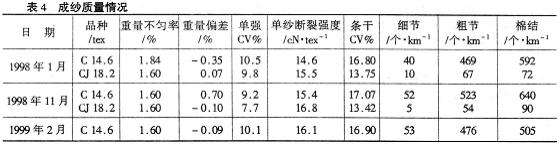
从表1、表2、表3、表4对比可以看出,1998年用棉品级由2.6级下降到2.9级,与1993年~1995年使用2级棉纺制的棉纱质量相比,C14.6tex纱成纱质量基本保持在同一水平。原料品级降低后,每吨原棉成本按降低300元,每月用棉平均按250t计,全年企业可增效益0.03万元×250×12=90万元。使用清梳联可降低用棉品级,有效地提高企业的经济效益。
2清梳联与清梳成卷流程效益对比
2.1清梳成卷工艺流程
A002A型抓棉机→A035型混棉机→A036型开棉机→FAl32型配棉机→1071型成卷机→1181C型梳棉机
2.2清梳联与清梳成卷流程运转率对比
清梳联为连续生产系统。BDT019型抓棉机为两区抓棉,一区抓棉时,二区可做好生产准备,DK740型梳棉机为高产梳棉机,单台每小时产量可达30kg~40kg,清梳成卷流程单台梳棉机每小时产量12kg~15kg。
我公司清梳联系统采取三班24小时连续生产,运转率可达到90%以上,清梳成卷流程运转率一般在75%左右,清梳联系统较清梳成卷系统运转率提高15个百分点,DK740型梳棉单机产量是1181C型梳棉机的2.5倍以上。大大提高了清梳联的供应能力,为企业减少梳棉机台,减少用工创造了条件。我公司一套清梳联系统,三班供生条8t~lOt。可供2.5万纱锭正常生产。
2.3制成率对比
清梳联为无回棉喂入系统且为连续生产,与清梳成卷流程相比。消除了破卷、换卷撕头的回棉,减少了开清棉回棉量,避免了对原料的重复
清梳联流程制成率一般在92%左右,我公司1998年9月~10月使用了2.9级~3级棉纺C14.6tex纱,9月份生条制成率为92.03%,10月份为91.93%。清梳成卷系统制成率,开清棉95%,梳棉94%,总制成率95%×94%=89.3%。清梳联较清梳成卷流程制成率高2.68个百分点,可节约用棉,降低用棉成本,为企业增加经济效益。清梳联按每月加工原棉按250t计,每吨原棉按13000元购人,落棉粗号回用按半价计算,制成率提高了2.68个百分点,每月可节约原棉费用4.36万元,全年可节约费用52.32万元。
2.4用工比较
提高企业效益,一是要提高产品质量和档次,二是要提高劳动生产率。减员增效是企业走出困境的一条出路。而采用清梳联技术是纺织企业减少用工的措施之一。经统计计算,清梳联与清梳成卷流程万锭用工如表5所示。

清梳联与清梳成卷流程相比,平均万锭用工减少62.7%,企业每个员工年工资、保险等支出按8000元计,一套清梳联按供2.5万锭计,全年可节约支出O.8×33.57=27万元。
2.5清梳联与清梳传统流程耗电情况对比
清梳联采用了一些新技术,如DX型高效除尘、FBK533型棉箱等设备,增加了输棉风机、排风风机、清洁吸尘风机、道夫单独传动等装置。整套清梳联设备额定功率配置,主机约为275kW,滤尘系统约为100kW,合计375kW。清梳成卷流程额定功率配置主机171kw,滤尘32kW,合计203kW。一套清梳联折万锭额定功率配置为150kW,传统清梳流程折万锭额定功率配置136kW。根据统计计算,清梳联与传统清梳流程吨条耗电情况如表6所示。
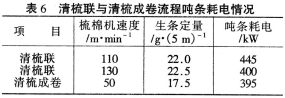
从表中可以看出,清梳联与清梳成卷流程吨条耗电相比,清梳联采用出条速度较低时,吨条耗电大于清梳成卷流程;清梳联出条速度130m/min时,清
2.6材料消耗对比
进口清梳联设备的材料消耗主要为传动带、齿轮油、润滑脂、电器元件、分梳元件。经统计,我公司1990年开车至今全部材料消耗年均约8.2万元,折万锭年材料消耗3.5万元,传统清梳系统万锭年消耗材料约12万元,万锭年节约8.5万元,一套清梳联年节约材料费用约21万元。
从以上比较可以看出,清梳联系统与传统流程相比,清梳联系统运转率可提高15个百分点,制成率提高2.6个百分点,减少用工62%,年节约材料费用约2l万元,一套清梳联每年约可为企业创造100多万元的效益。
3清梳联管理与企业经济效益
先进的生产技术和装备,必须有正确的使用管理来保证,要向使用管理要效益。
3.1生产管理
(1)清梳联的产量和质量要有一套完整的运转操作管理制度来保证。为此,我们根据清梳联的特点,总结制定了《清梳联开关车制度》、《挡车操作法》、《清洁进度及质量要求》、《设备故障及责任制度》、《交接班制度》等规章制度。这些措施的实施,使运转操作有了明显提高,稳定了产品质量,保证了生产供应。
(2)合理制定清梳联停车清洁时间,减少停车次数,提高运转率,降低生条不匀率。DK740型梳棉机每次开车初期,气压值不稳,对生条不匀率影响较大。为此,根据清梳联各机吸落棉及吸尘效果好、各部积尘挂花很少的特点,将运转清洁由每班一次改为每三班24小时清洁一次,每次2小时,解决了生条不匀率波动问题。为降低和稳定生条不匀率,键盘管理和自调匀整管理是一项关键工作。由工艺员和设备管理人员负责键盘的输入和调整,每天查看两次生条不匀情况,定期清洁传感器,保证检测灵敏。采取以上措施后,生条重不匀率控制在2.5%左右,细纱重不匀率在1.1%~1.6%之间。
<3.2设备管理
进口清梳联设备的维修和保养,必须根据其特点制定相应的维护办法,使设备保持良好的运转状态。我公司清梳联和滤尘设备维修人员由7人组成,全面负责设备的维护保养工作。
(1)周期管理。滤尘清花设备:每15天揩车一次,每次2小时。每天巡回检修两次,利用运转清洁时间揩车和重点维修。梳棉:10天揩车一次。6个月小平,5年大平。平车时间每次3天~4天,巡回检修每天2次。
(2)润滑。由于进口清梳联设备轴承质量好,齿轮加工精度高,设备维护工作中润滑是关键。我公司清梳联设备维护,润滑脂选用壳牌润滑脂,齿轮油选用美浮626齿轮油,开清设备每6个月加一次润滑脂,换一次齿轮油。梳棉机每次大小平车加润滑脂并换齿轮油,保证各部轴承和齿轮处于良好的润滑状态。清梳联设备运转8年来,从未因润滑问题出现轴承损坏,齿轮磨损问题。
(3)针布使用。DK740型梳棉机配用瑞士graf针布。我们在保持针布状态、延长使用寿命方面进行了一些探索。清梳联系统一定要使用金属分离装置和安装桥形磁铁。我公司清梳联配用EMA型电子金属分离器。在预混棉机凝棉器前和多仓混棉机后装有桥形磁铁,有效的防止金属进入梳棉机内。8年来,16台梳棉机无一台针布卡伤现象。电子金属分离装置灵敏度要经常进行检测。进口针布针齿齿尖硬度高,耐磨性好,加工精度高,锡林道夫的平整度好,我们认为磨针降低针尖的硬度,影响使用寿命,在调研兄弟厂磨针后,针布使用寿命缩短,磨针后几个月锐度变差,一般使用2.5年便更换了针布
(4)进口设备维修方法与效果。进口设备轴承质量好,齿轮材质好,加工精度高,整机装配质量好,我们认为没有必要采取国产设备平车方式进行拆平车。应根据进口设备的质量状态和设备的运转状态进行针对性的特种平车,进行预防性维护。我公司开清设备进行状态维护,以预防维护为主,以良好的润滑做保证。梳棉机平车主要进行工艺隔距的检查校正,盖板针布反磨,大漏底清洁校正,各部润滑,各吸尘管道检查更换等特种维护。从开车至今的使用情况看,清梳联维护办法是可行的,保证了设备状态。设备维修费用很低,为企业节约了大量维修费用。
(5)压缩空气及滤尘设备。清梳联使用的高压空气必须是无油无水压缩空气。供气主管道最好使用不锈钢管,这对正常运转,延长气动元件使用寿命非常重要。滤尘设备状态对正常生产及成纱质量影响较大,配套要合理,维修要及时。
4结语
(1)清梳联流程具有明显的技术优势和合理的经济优势,是提高纺纱质量水平,提高企业整体效益的一项关键技术。(2)清梳联与清梳成卷流程相比,有成纱质量好、运转率高、制成率高、产量高、用工少、占地少、维修费用低、劳动强度小、环境条件好等优点,使用清梳联是企业技术进步的重要标志。(3)目前,国产清梳联技术已基本成熟。各项技术性能和加工质量基本达到引进设备水平,从各使用厂资料看,各项技术指标已达到和接近同类进口设备水平,特别是在系统稳定性和产量水平方面差别不大。国产清梳联价格仅为进口设备价格的l/2左右。
河北省邯郸第二棉纺织有限公司柳玉山
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


