FA006型往复式抓棉机工作状态研究
郑州纺织机械厂制造的FA006型往复式抓棉机在我中心使用已有一年半时间。该设备运行稳定、工作可靠,保养维护简便。为进一步提高设备运行水平,现试对:FA006型往复式抓棉机工作状况进行一些分析。
1FA006型往复式抓棉机基本数据
最高产量:1000kg/h
抓棉打手:直径300mm
数量2只
刀片18组/只
刀齿6齿/片
转速1250r/min
机宽:1720mm
转塔往复速度:10m/min
一侧堆棉量:>5000kg
实际使用情况:一侧堆棉:长18m×宽1.6m×高(0.9m~1.1m)约6t原棉。
2开棉度(棉块重量)计算
最高产量时,每齿平均抓取棉量(棉块重量)的计算。
每只打手工作齿数:6齿/组×18组=108齿
2只打手每分钟内参与工作的齿数:
108齿×2只×1250r/min=270000齿/min
每毫米高度含棉量:
6000kg÷1000mm=6kg/mm每小时产量1000kg时应抓取的原棉高度:
1000kg÷6kg/mm≈1671/mm
(每小时产量400kg时约为66.7mm)
转塔每小时最多往复次数:
每小时最多运行距离10m/min×60min=600m
每小时最多往返次数:600m÷18m≈33(次)
实际因在两端停车换向和多仓延时平均4min一个往返,因此每小时最多按30次计算。
最高产量时每次必须下降的高度:
167mm÷30次≈5.6mm/次
一次下降抓棉重量为:
6kg/mm×5.6mm=33.6kg
因此有最高产量时每齿平均抓棉重量为:33.6kg÷270000齿W
3工作状况分析
3.1结构分析
抓棉机打手工作时情况如图1所示。A打手刀片顺时针旋转时B打手刀片逆时针旋转,当抓取臂向箭头W方向运行时,压棉罗拉C顺时针旋转,棉流被风机向上吸走。
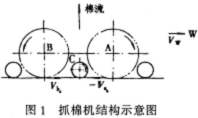
3.1.1速度计算
如上所述,此时A打手齿尖在最低点a0处的相对速度为:-Va0+VW,打手齿尖切线速度为:
300mm×π×1250r/min≈1178m/min
B、A打手齿尖相对原棉工作速度为:
1178±10m/min,速度相差<1%
3.1.2每次抓取水平距离原棉计算
每组刀片的6个刀齿以1250r/min的速度运转,刀齿在径向分左、中、右三个方向工作。故在同一圆周上参与工作的齿数为:2齿/转×1250r/min=2500齿/min,抓取臂以10m/min的速度工作。10m/min÷2500齿/min=4mm/齿,即每齿每转抓取4mm水平距离的原棉。当打手一次下降量(即抓取深度)为2mm时,齿尖从切入到退出其弦长L为:298×2=(1/2L)2,L≈49mm,对应的圆心角约为20.8°,此间抓取臂的水平移动量为:4mm×20.8°/180°≈O.46mm,在每次下降2m高度时,B、A打手每齿抓取弦长为48.9±O.46mm。
3.1.3状态分析
在抓取臂下降量一定的情况下,A打手相对B打手工作在(图l所示)运动方向的前面,顺向抓取。A打手刀片齿尖经过挤压、插入、抓取、挑起,棉束被风机吸取、开松,因而棉层变松、变高。虽经压棉
3.1.4抓棉臂下降量不同的影响
为满足不同产量的需要而改变抓棉臂的下降量时,工作齿尖插入原棉的弦长和弧长都引起变化,因此造成顺向工作打手齿尖对原棉的开松程度的变化,进而改变逆向工作打手抓取深度,实际测量工作面在不同下降量时h可有5mm~40mm,甚至60mm的高度差。

3.2制造因素
(1)压棉肋条的平整度误差,直接影响棉层下压的松紧,以及肋条同打手刀片上下位置,进而影响抓取棉束的大小。(2)打手刀片齿尖外圆的半径误差,直接影响每个刀片的抓取量。
3.3工艺及操作因素
(1)根据对打手刀片的工作状态分析,可以看出,由于顺向打手齿尖的挑起,开松作用,中心压棉罗拉的上下调整直接影响逆向打手齿尖插入棉层的深度,进而引起两打手间抓取棉束大小的不同;(2)压棉肋条同打手刀片齿尖相对上下位置的选用,直接影响棉束的大小(一般应使用齿尖凹入肋条平面2mm压紧抓取);(3)在满足生产量的条件下,尽可能减小抓棉臂的下降量,提高运转率;(4)倒包后,上层棉花的高低差以及转向时对剩余棉花的堆放均匀程度、将显著影响棉束大小;(5)棉堆接近抓取完毕时,回花及较松的棉块容易被直接挑起吸人而造成棉束不匀;(6)抓棉臂下降电机刹车松紧的调整,将影响下降量的一致性。
以上主要分析了FA006型往复式抓棉机运转操作中的一些情况,实际棉束大小还不同程度地取决于原棉的纤维结构,松紧程度。实际生产中要根据产量、半制品、纱线质量要求以及后道开松、除杂能力的大小合理掌握调整和正确操作。
无锡纺织机械试验中心黄敏华
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


