立达开清棉机-FA211型梳棉机配套的生产实践
清梳联已成为一项成熟技术,工艺先进,自动化程度高。采用清梳联不仅是棉纺行业向技术密集型转化的需要,也是生产高质量棉纱和推广应用好高产梳棉机的需要。而国产清梳联起步发展较晚,工艺水平有待进一步提高。作为我厂“八五”期间的重大技术改造工程,全套引进还是国产化,决策层经过深思熟虑,提出了“以我为主,量力而行”的技术改造的指导思想,在广泛调研的同时,不断征求专家和工程技术人员的意见,选择了一半引进一半国产的清梳联生产线。
方案确定后,我们认为清梳联能否发挥优势的关键在开清棉工序。而瑞士立达公司的清梳联设备工艺成熟,技术先进,自动化程度高。在与国际上同类机型比较的同时,我们决定引进立达公司开清棉机组及U型棉箱喂给装置,梳棉机采用西北机器厂在消化吸收C1/3型梳棉机基础上开发研制的FA211型梳棉机。该机产量高,质量稳定,适纺范围广,可在清梳联系统中使用,也可单机运行。
在充分吸收国内外设备优点的基础上,中外双方工程技术人员和各协作厂家共同努力,于1994年3月28日全面完成了清梳联设备安装调试工作。全套设备投入运行后将形成16台梳棉机同时生产两个品种的生产能力。因我厂财力所限目前只完成原设计方案的一半规模。投入运行的半套设备经过一年来的生产实践,已明显发挥出优势,设备系统自动化程度高,操作维修方便,运行安全可靠,具有国内90年代的先进水平。
1工艺流程概况
1.1工艺流程配置

1.2流程的主要特点
(1)流程短、效率高。这套流程较国内开清棉工艺流程短,并配有立达公司先进的Bl型除尘清棉机,开松效果好。国产FA211型梳棉机是消化国外先进机型研制开发的高产梳棉机。排短绒及除杂率高,系统除杂率可达96%,有强打击,却不易损伤纤维和产生棉结。
(2)无回花给棉。压差控制的
(3)产量高、质量稳定。A1/2型自动抓棉机、B1型除尘清棉机产量可达1000kg/台·h,FA211B型梳棉机产量可高达55kg/台·h。生条条干比A系列梳棉机提高了37.68%,熟条条干稳定在13%~14%,成纱水平大幅度提高。
(4)自动化程度高,操作维修方便。外机的关键设备A1/2型自动抓棉机、B1型除尘清棉机都装有微机控制装置。梳棉机也配有国内高水平的长片段自调匀整控制器。系统各种保护开关,光电控制检测,压差控制,紧急制动和报警装置齐备,全套设备控制灵敏,操作维修方便。各种故障显示给故障查找和维修带来了很大方便。
(5)设备选型配套合理,与全套引进相比可大幅度节约外汇。在高档次、高质量、高水平的思路下,瞄准国际领先水平和国内先进水平,实现系统的最优组合。以国产梳棉机替代引进梳棉机(以C4型梳棉机为例),仅此一项,可节约外汇71.88万美元。除尘设备采用了哈尔滨飞机制造公司生产的wLC型联合除尘机组,与国内许多同类机型比,也有一定的独到之处。
(6)排尘除短绒效果好。全系统排尘点和排短绒点主要指A1/2型自动抓棉机与Bl型清棉机之间的尘土分离器、B1型除尘清棉机打手室外网眼板、B5/5型清棉机中的T型栅状棉箱、小尘笼和FA211型梳棉机上的7个吸点。流程中虽然没有凝棉器,但先进的技术和优越的设备性能,使排尘排短绒效果完全达到了工艺要求。
2各单机的主要技术特点
2.1A1/2型自动抓棉机
开松效果好。由于抓棉罗拉齿形刀片中的安排产生斜向翻滚,结合压棉罗拉,抓取的重量很小,一般在50mg以下,从而获得了极好的开松效果。
操作方便简单。通过程序控制,可按产量模型、抓取模型将产
工艺调整灵活。抓棉机上的可调点较多,主要有:①抓取装置的横动速度;②打手和压棉罗拉的速度;③抓取臂的升降速度;④刀片伸出肋条的长度;⑤打手下降距地面的距离;⑥抓取深度和产量;⑦抽吸风扇速度。
维修方便,保护措施多。设有各种限位开关、脉冲开关、光电检测器等30个控制保护点,可大大减少机器在操作、运行中的故障。打手下方的两块防护板,只要停止抓棉便自动合上,安全性能可靠。
2.2B1型除尘清棉机
无握持自由打击,除尘效率高。棉流通过入口进入打手室,特殊的角钉和打手装置,使原料在尘棒处得到充分的分解,在理想的开清棉原理指导下,纤维损伤小,尘埃破籽和细小杂质得到了较为充分的清除。
程序化控制、工艺调节方便。打手下方的尘棒可根据原料含杂情况在微机上将相对落物量和打手电机转速输入并自动调节。电机的变频控制范围为400~800r/min。
2.3B7/3型多仓混棉机
设计紧凑,混和作用好。强烈的三点混和,作用细致,六只垂直棉箱,保证了原棉的瞬间混和,原料在气压及机械作用下得到了充分混和,满足了均匀混棉的质量要求。
工艺调节方便。主要调节点有:①水平帘和角钉帘速度;②均棉罗拉和剥棉打手速度;③均棉罗拉和剥棉打手与角钉帘间隔距;④进出口风量、风压和仓内压力。
安全可靠。机上有紧急停车装置和火花探测装置,一旦有火警出现,灵敏可靠的红外火花探测装置便可控制机上三通自动关闭多仓进口,挡住已燃原棉使其排到机外收集箱内。
2.4B5/5型清棉机
独特的T型栅状棉箱。T形栅状棉箱由排风管与滤尘系统相连,可以进一步去除原料中的尘土和短绒
开松缓和除杂作用好。棉流受到控制进行理想的开松或最大程度的除杂。独特的锯齿形打手可获得温和的开松效果,又使硬杂物不致于进入梳棉机而造成针布损伤。
调节方便安全可靠。产量可根据梳棉机的开台数由无级调速改变,打手和刀形尘棒隔距可进行调节,各个盖罩只有停车时才能打开并设有紧急停车按钮。
2.5U型棉箱喂给装置
组合灵活气流稳定。同一组梳棉机可同时生产一个或两个品种,可从任意两台之间分开,一套喂给装置只有一台风机给棉即可,原料完全依靠气流均匀的分配到各个棉箱中,给棉稳定便于控制。
结构简单,上下棉箱分离。棉束从上棉箱通过问歇开松机构送到下棉箱。在下棉箱中形成均匀的筵棉,以理想的状态喂入梳棉机。
2.6FA211型梳棉机
适纺性强,可满足清梳联棉层喂入和单机棉卷喂入。按使用类别不同设有牵伸变换齿轮传动系统和长片段自调匀整系统,还配有集棉器、喇叭口等,并能根据用户要求扩大适纺品种范围。
刺辊部分设有扇形分梳板。为了增强梳理作用。在刺辊部分增加了两组各带有一把除尘刀的分梳板,使得纤维在进入锡林前,先受到一次开松,以避免纤维进入易受损伤的区域。
后罩板处增装后固定盖板。锡林后有三根固定盖板,自上而下针密度分别为粗、中、细排列,有利于消除点隙充塞,增强转移过程中的开松除杂,提高了纤维的平行伸直度。
FA211型梳棉机配置了西北机器厂自行研制开发的YZ-I型长片段自调匀整仪,主要是对输出部分进行检测,在大压辊处有一个检测口,将收到的气信号转换成电信号并输入到电子设备中,与设定值进行比较后,通过直流电机改变给棉罗拉转速,有效地控制了生条重量不匀率。
吸尘效果好。机上共有七个吸点,抽吸的纤维都集中在滤尘箱内,可与自动间歇吸系统相连,通道光洁,密封效果好。
运行安全可靠,机上各种保护措施齐全。如盖板过载、道夫返花、断头自停等,可大大减少故障,确保梳棉机
3清梳连接过程中主要技术问题处理
用引进设备和国产设备配套组成清梳联生产线,对于我们来说一无经验,二无资料,在合作洽谈会上,中外双方工程技术人员对可能出现的技术问题进行了事前磋商和技术准备,对U型棉箱与FA211型梳棉机连接等技术难题提出了改造方案。在安装实施过程中,我们主要解决了以下几个问题:
(1)FA211型梳棉机与立达U型棉箱传动部分的连接。由于双方厂家在连接问题技术准备过程中的差错,出现了u型棉箱与梳棉机连接位置差异较大,棉箱必须前移50ram;给棉直流电机需改变安装位置;U型棉箱给棉传动架无安装位置等问题。针对以上问题,我们加工了两块280×240×14(mm)钢板,作为给棉传动架和给棉直流电机的安装位置,比较顺利的解决了棉箱前移50mm、棉箱给棉传动架和给棉直流电机的安装问题。
(2)FA211型梳棉机吸落棉摇板阀(立达公司提供)与底座(西北机器厂提供)连接不上。引进设备间歇吸落棉摇板阀为方形接口。按协议国内配套也应为方形接口,而实际到厂的为圆形接口,经过双方技术人员的共同协商,对此部位进行改造,重新制作了直径为160mm的16只天方地圆接头,保证了底座与阀体之间的连接。
(3)开清棉设备、U型棉箱和除尘系统出现故障,梳棉机道夫无控制线路。根据引进设备与清梳联系统性能要求,清梳联系统必须实现系统控制。FA211型梳棉机也没有前方机台的故障显示装置。增加线路,梳棉机电气柜没有位置安装电器元件,按外方技术人员的要求必须增加线路,在实施过程中我们本着快捷可行的原则在梳棉机控制面板上增装了故障指示灯,实现了除尘机组、开清棉机组、梳棉机三者之间的故障系统控制,保证了系统的正常运行。
(4)B7/3型多仓混棉机为下排风,而地基制作时未留风道。经外方技术人员同意,在棉箱一侧防护罩板上开了φ400mm的孔,并自制加装可调节
4使用效果
4.1生产概况
(1)品种:C18tex。
(2)原料:等级1.16级,长度28.37mm原棉。
4.2主要质量指标
(1)生条重量不匀率是考核清梳联的重要指标之一,它可以衡量清梳联的整体水平。从测试结果看,5m生条重量外不匀U%值平均为2左右,可控制在3以内,明显优于传统棉卷工艺水平。生条5m片段内不匀率U%值能控制在2左右。
(2)条干不匀率。生条乌斯特条干CV%也是质量考核重要指标之一,我们在做测试时,与乌斯特89公报25%水平作比较,合格率不算高,萨氏条干可控制在13%左右。
(3)生条结杂。由于配棉成分变动较大,时高时低。而测试结果表明完成水平却较好,以C18tex为例,每克棉结杂质总粒数为35。
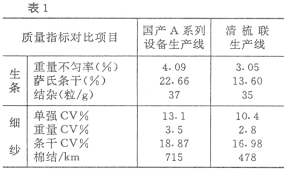
(4)改造前后的主要指标对比如表1所示,纺纱品种为C18tex。
4.3故障及处理
清梳联设备故障大体可分系统故障、操作故障、运行故障、机械故障和电气故障。机械故障和操作故障率极低,平均为0.03次/班,因清梳联工艺所要求的电压波动为±10%,电气故障率仅为0.05次/班,其它故障均低于传统纺纱设备。
总之,经过一年多来的生产实践证明,设备性能与全套引进相比,基本达到同类产品质量水平。设备运行正常、经济、实用。
5存在问题
该套中外结合的清梳联生产线,在吸收国外先进成熟技术的同时,大胆采用国内领先技术的高产梳棉机和除尘设备。1994年4月投产以来,设备运行可靠,故障率低,生条质量优于传统工艺,是纺织企业技术改造的理想机型。但也存在一些问题。
(1)在B5/5型清棉机出棉口,需要安装一台压差控制仪,以确保原料供应正常,使其密度均匀、气流畅通。
(2)FA211型梳棉机落物输送部分通道粗糙,有挂纤维现
(3)除尘设备电控元件可靠性能差,故障率高,建议制造厂在设备组装过程中对电控元件进行筛选。
甘肃省白银棉纺厂
陆企凡刘安民王怀远
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


