特吕茨施勒尔一金坛一西机清梳联合机的配套与使用
1前言
我厂一万锭技改项目设计主要产品为精梳针织和喷气织造用纱,其工艺设备经反复调研和专家论证,于1995年初最后确定采用国产清梳联设备,相应配套设备是引进精梳机、并条机(单道)和全自动络筒机,粗纱机和细纱机选用了国产新机型。这是一套以国产设备为主的清梳联生产线新配套模式,由江苏金坛纺机厂和西北机器厂合作推出,两家各提供了一条线的喂棉箱(每条线6台,均为仿德国特吕茨施勒尔FBK533型棉箱),间歇吸和滤尘系统的设计和安装由我厂负责,流程中的往复抓棉机,原计划采用国产FA006B型配套,后接受了西北机器厂转让的进口BDT01.9型抓棉机。整套清梳联设备总投资仅相当于同规模引进设备价格的四分之一,如选用国产FA006B型(郑机产)或者FA008型(金坛产)往复抓棉机,其使用功能相同,则投资更省。
由于这套清梳联生产线的喂棉箱输配管道采用了U形排列,当同时生产两个品种时,如需要变更品种产量,可方便及时地通过调度梳棉机台数来实现。这就为解决适应多品种、少批量生产创造了条件。
2工艺流程和主要工艺参数
2.1工艺流程
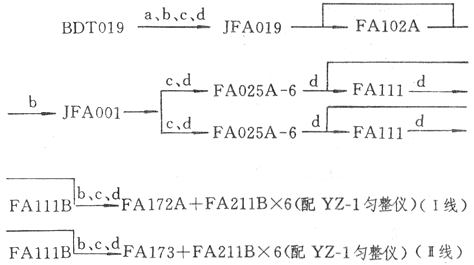
流程中:
BDT019——自动往复式抓棉机
JFA019——多功能探除器
FA102A——单轴流开棉机
JFA001——气动配棉器
FA025A——六仓混棉机(带鼻形打手)
FA111——清棉机(梳针打手)
FA111B——清棉机(锯齿滚筒)
FA172A——喂棉箱(金坛纺机厂提供)
FA173——喂棉箱(西北机器厂提供)
FA211B——梳棉机
<b——火星探头
c——火星排除器
d——风机
滤尘系统:清棉滤尘利用原有仿罗瓦设备,改一级过滤为圆盘预分离器,梳棉间歇吸和滤尘采用复合滤尘器,用纤维分离器、风机配套。滤尘系统结构简单、易维护、故障少、价格低,能够满足工艺和环保要求。清梳联间歇吸程控系统设计由一台PLC可编程序控制器分路控制。
2.2单机的主要工艺参数
BDT019:
抓棉打手速度1500r/min机台往复速度
I线为12m/min(8台梳棉机)
Ⅱ线为10.m/min(4台梳棉机)
打手每次下降量I线2mm
Ⅱ线1mm
JFA019:
输棉风机速度1600r/min
风机进口风速11.5m/s(实测)
风机进口风量2926m3/h(实测)
FAl02A:
打手速度700r/min
尘棒间隔距
(I~Ⅳ区)10mm、9mm、
8mm、7mm
打手~尘棒隔距20mm
FA025A:
棉仓压力限值220Pa~280Pa
角钉帘速度60m/min
鼻形打手速度680r/min
风机速度1400r/min
主要隔距
角钉帘~均棉罗拉:30mm
角钉帘~剥棉罗拉6mm
除尘刀~除尘刀
(进~出)10mm、10mm、8mm、
8mm、8mm
除尘刀~打手
(进~出)3mm、12mm
FAlll:
梳针打手速度I线690r/min
Ⅱ线720r/min
风机速度I线l380r/min
Ⅱ线1340r/rain
除尘刀~除尘刀隔距
(进~出)10mm、10mm、8mm、
8mm、8mm
除尘刀~打手隔距
(进~出)2mm、4mm
FA111B:
锯齿滚筒速度:I线60
Ⅱ线625r/min
风机速度I线1180r/rain
Ⅱ线1150r/min
除尘刀~除尘刀隔距
(进~出)8mm、8mm、6mm、
6mm、6mm
除尘刀~打手隔距
(进~出)2mm、4mm
FA172A、FA173:
给棉罗拉速度无级连续喂棉
变频调速(FAl72A)
直流电机调速(FAl73)
开松辊速度580r/min(FAl72A)
450r/min(FAl73)
配棉风机风速15.5m/s(实测)
配棉风机风量2123m3/h(实测)
FA211B:
单产30kg/台·h
生条定量23g/Sm
机后张力牵伸I线1.387
Ⅱ线1.623
刺辊速度890r/min
锡林速度350r/min
盖板速度134mm/min
输出速度110m/min
主要隔距
给棉板~刺辊0.43mm
刺辊~锡林0.18mm
盖板~锡林0.23mm、0.18mm、0.18。mm、0.18mm、O.23mm
道夫~锡林0.13mm
3主要质量和技术指标测试
3.1生条和成纱质量
这里仅介绍我厂1997年3月份生产的CJ18tex生条和棉纱质量(清梳联I线开8台梳棉机)测试统计情况,其总体质量水平与1996年9月~11月连续三个月测试情况接近。
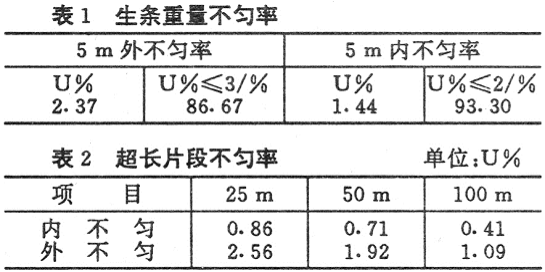
3.1.1生条重量不匀率
由于清梳联流程中前后连续使用了三级匀整装置,生条重量外不匀率(U%)基本上稳定.在3%以内,内不匀率稳定在2%以内。具体测试指标见表1、表2。
3.1.2生条结杂和条干不匀率(见表3)

3.1.3生条短绒率
自清梳联投产以来,测试生条16mm以下短绒含量大体在15.5%~18.5%之间,而梳棉机短绒增长幅度在四个百分点以内,这比预料的情况少。如流程跳过FAlll型清棉机(即不经过梳
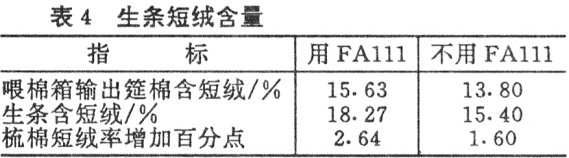
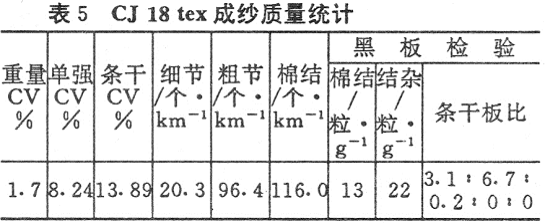
3.1.4成纱质量测试
清梳联精梳纺纱系统流程:清梳联合机→PX2型精梳机系统(预并一条并卷准备工艺)→SH802E型并条机(短片段匀整,在线质量检测)→FA423型粗纱机(进口SKF、摇架)→FA506S型细纱机(INA—V型牵伸,气动加压)→Autoconer-238型络筒机。成纱质量见表5。
3.2主要技术指标测试
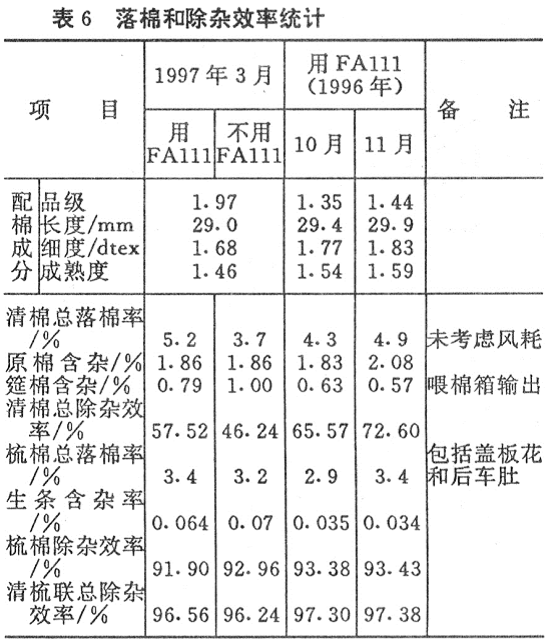
3.2.1落棉率和除杂效率
通过落棉试验分析看出,当全流程运行时,开清棉除杂效率都达到55%以上,但落棉量偏大,当跳过FA1l1型清棉机时,落棉量和除杂效率均降低,而清梳联总除杂效率仍保持在96%以上,这说明流程开松除杂效果良好,清棉与梳棉除杂有互补作用,反映在生条及成纱杂质都较少。如适当降低清棉总落棉量,而增加梳棉机落棉量(主要是盖板花量)则更有利于改善生条质量。试验情况见表6。
3.2.2开清棉机械开松度试验(见表7)
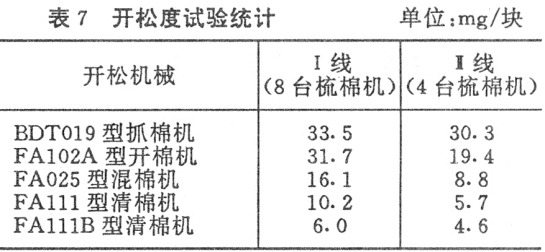
注:采用“黑板格检验法”。
从表7试验可以看出,由于往复抓棉机的精细抓棉,供给梳棉机的筵棉的开松度可达到5mg左右。测试数据还说明,开松度主要随抓棉机产量和抓取精细程度不同有显著变化,可见精细抓棉对开松、混合和除杂的关系确实很重要。
3.2.3喂棉箱输出量差异试验
为了控制同一时间内各喂棉箱输出棉量差异,我们在梳棉机速度相同(即单产一致)情况下,同时停止梳棉机运转,即可测得30s各喂棉箱输出棉量,其差异分析可表明下棉箱储棉量和气压波动情况。试验结果见表8。
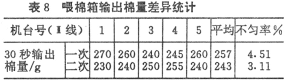
从表8可知,两次试验结果,输出筵棉重量差异分别为4.22%和3.11%(国内经验要求上棉箱落下率差异不超过5%),其极差值分别为35g和2
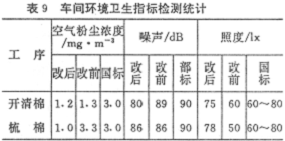
3.2.4车问环境卫生指标检测
我厂老车间技术改造前后的环境卫生指标均请国家有关监管部门作了检测。其中清梳车间检测数据见表9。改后车间粉尘浓度、噪声及照度值均全面达到了国家规定标准。滤尘室操作区域空气含尘浓度都小于3mg/m3,最少的为1mg/m3。
4清梳联生产线的主要技术特点
我厂新配套模式国产清梳联生产线除具备目前国产清梳联设备的共同技术特征外,还具有以下诸特点:
(1)使用往复式抓棉机,配置两条生产线共12台梳棉机,可同时加工两个不同配棉的品种。两条线的喂棉箱输配管道成U形连接,可按加工品种产量要求,灵活调度梳棉机配台数。
(2)实现了全流程无凝棉器,节省投资和维修成本,减少棉纤维中丝束和棉结的形成。
(3)由于采用跟踪连续无级喂棉装置的优良控制性能,配棉风机前的清棉机运转率基本保持100%。
另外,此套清梳联生产18tex棉纱可供应1.5万纱锭,实际总投资不足400万元,投资费用在目前国产清梳联中是较低的,如选用国产往复式抓棉机(FA006B型或FA008型)则投资更省。
5认识和体会
5.1国产清梳联设备巳基本成熟,能够满足棉纺工艺设计不同配套流程的要求,可以替代进口。现在我们已深刻体会到清梳联是生产优质高档产品和实现棉纺技术装备现代化必需的工艺设备,即使目前主要电控元器件暂时引进,使用国产清梳联投资仍是十分经济合算的,我们应对国产清梳联设备的推广应用充满信心。
5.2采用清梳联技术省工省料,环境改善,促进了安全生产,降低了工人劳动强度。我厂还成功地解决了在楼层厂房中,节省出增装一套精梳机的面积来,且克服了棉卷上楼的诸多不便。为此,清梳联生产线的投产特别受到工人和管理人员的欢迎。而且,我厂一套清梳联生产两个品种,在一定程度上适应了多品种、少
5.3清梳联技术虽很重要,但也仅是纺纱系统中的一个环节,对产品质量而言,纺纱过程的各个环节都有其特定任务,都同样重要,不可忽视。清梳联设备的主要任务是承担纤维单纤化梳理和制备结杂少、短绒少、比较均匀的棉条,而在其后,还必须有诸工序设备和工艺的良好配合。例如,采用先进的精梳机和并条机(带匀整仪)才能进~步改善棉条的质量,这从我们的实践中已能充分说明。
5.4企业进行技术改造,应注意从国情、厂情出发,工程设计方案既要技术先进,也必须认真考虑功能价值比和成本效应。市场经济规律迫使工业生产的一切活动要以经济效益为中心,以市场为导向,生产消费者欢迎的质优价廉的产品,技改工作切忌贪大求洋,盲目扩大投入,给企业增加沉重的债务包袱。
5.5清梳联生产线运转操作管理很重要。新设备自动化和机电一体化程度较高,故障少,维修工作量小,但对使用者的素质要求更高,企业除应配备熟练的机械、电气维修人员外,还必须十分重视运转操作和现场管理。建立健全严格定岗定责的以清洁、质量、安全操作和交接班为核心内容的规程和制度。比如,正确的开关车操作,各种显示信号的正确及时处理,滤尘设备专人严格管理等都直接关系到设备正常运转和产品质量。
5.6希望制造厂进一步提高国产纺机的制造质量,国产机总是在通道光滑、管道气密性、电器元件可靠性以及轴承质量等方面存在问题,还希望国产梳棉机混合环匀整仪早日提供用户使用。
5.7清梳联生产线中的梳棉机产量高,为了保证生条质量,在工艺要求上,更应切实做好紧隔距、强分梳、好转移。为此,在保证盖板规格质量的基础上,采用“机上磨盖板”,努力取消“标准盖板”工艺。锡林与道夫的隔距应严格达到0.10mm~0.13mm,以实现棉网的良好转移。
5.8加强车间温湿度管理,有利于稳定生条定量和匀整仪的正常工作。为此我厂在前纺车间
重庆万县市棉纺织厂钟成周黄鹤蒋利贵
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


