国产清梳联合机的生产实践
为了不断提高国产清梳联的技术水平,山东省纺织工业厅决定在德州棉纺织厂清梳联攻关成功的基础上进行工业性扩大生产试验,经考察调研,确定高唐棉纺织厂为扩大生产试验点。1994年7月攻关领导小组组织工程技术人员在高唐棉纺织厂进行了认真的讨论,确定了工艺流程,1994年10月主辅机陆续到厂,设备安装于同年11月底基本结束。
通过紧张而认真地调试,梳棉机产量分别从21kg/台h、25kg/台h提高到30kg/台h,生条定量为22.6g/5m(干定量21.02g/5m),出条速度平均为110m/min。纺制品种从普梳C14.6tex到精梳CJl4.6tex。为了全面考核国产清梳联生产线的纺纱工艺质量,决定建立从开清棉、梳棉到并、粗、细的一条龙供应,固定品种,固定机台。在边生产边进行的工艺调整过程中,把主要技术目标放在降低纤维损伤,减少短绒,减少棉结及稳定半成品重量不匀率三个方面。
工艺调整主要以开清棉机开松部件的结构选择、配备,工艺速度与隔距的优化以及梳棉机后部分梳除杂工艺的调整为主。此两项工作于1995年10月完成,并已获得明显效果,特别是在降低清梳联纤维损伤、减少短绒方面,可直接从成纱质量水平的提高得到证实。在此期间,在提高清梳联连续喂棉及自动控制方面也进行了有益的探索。高唐棉纺织厂国产清梳联采用了比例跟踪连续喂棉系统;开清棉三个打手、两个给棉罗拉及两台输棉风机均采用交流变频调速。另外在清梳联滤尘系统方面也作了进一步完善。
下面分别就我们的工作逐一汇报。
2国产清梳联的工艺流程及主要工艺参数
2.1国产清梳联的工艺流程
其中一套开清棉、10台梳棉机各选用一套江阴纺机厂生产的SFU013型六槽平板式滤尘系统。
2.2各机主要工艺参数
2.2.1FA002型自动抓棉机
抓棉打手直径:385mm转速:768r/min
刀片齿数:429齿
<打手伸出肋条距离:2.5mm
2.2.2JFA019型多功能排除器
输棉风机叶轮直径:425mm
转速:1980r/min
风量:5600m3/h
2.2.3A035C型自动混棉机
角钉帘速度:80m/min
角钉帘与第一打手隔距:5mm
第一打手形式:U型刀片;
直径400mm;转速470r/min
第二打手形式:豪猪;直径400mm;转速
552r/min第三打手形式:豪猪;直径400mm;转速735r/min
打手与尘棒隔距:进口15mm;出口20mm
尘棒与尘棒隔距:8mm
2.2.4FA102型单轴流开棉机
打手直径:700mm
打手转速:700r/min
打手与尘棒隔距:进口20mm;出口20mm
尘棒与尘棒隔距:8mm
2.2.5FA025A型多仓混棉机
棉仓压力:220~280Pa
角钉帘速度:80m/min
打手直径:400mm
打手转速:796r/min
给棉罗拉与打手隔距:8mm
打手与尘棒隔距:进口3mm;出口12mm
尘棒与尘棒隔距:1#~2#6mm;
2#~3#7mm;
3#~4#7mm:
4#~5#7mm;
5#~6#7mm
2.2.6FA111B型清棉机
打手直径:400mm
打手转速:682r/min
除尘刀与除尘刀隔距:1#~2#6mm;
2#~3#7mm;
3#~4#7mm
打手与除尘刀隔距:进口3mm;出口4mm
2.2.7FT20I.B型配棉风机
风扇直径:375mm
转速:2300r/min
风量:3250m3/h
2.2.8FAl72A型梳棉喂棉箱
上棉箱压力:760~800Pa
下棉箱压力:250~280Pa
输出罗拉与给棉罗拉牵伸倍数:1.41
2.2.9FA201B型梳棉机
产量:30kg/台h
喂入棉层
生条干定量:21.02g/5m
道夫转速:34r/min
锡林转速:360r/min(设计速度)
刺辊转速:868r/min
盖板线速度:184.1mm/min
给棉罗拉与给棉板隔距:
进口0.1~0.18(mm);
出口O.3~O.38(mm)
给棉板与刺辊隔距:o.56mm
刺辊与第一、第二除尘刀隔距:0.3mm
刺辊与第一分梳板隔距:0.6mm
刺辊与第二分梳板隔距:1.5mm
第一落杂区隔距:71.3mm
第二落杂区隔距:32mm
锡林与刺辊隔距:0.18mm
锡林与后罩板隔距:进口0.56mm;
出口0.38mm
锡林与后固定盖板隔距:
0.30、0.28、0.25(mm)锡林与盖板隔距:
0.20、0.18、0.18、0.18、0.2(mm)
锡林与前罩板隔距:进口0.74mm;
出口0.56mm锡林与前固定盖板隔距:
O.25、0.23、0.20、O.20(mm)锡林与道夫隔距:0.1mm锡林与大漏底三角漏底隔距:
4.00~1.58~0.70~0.70~O.56
(mm)道夫与剥棉罗拉隔距:0.3mm
3生条质量与成纱质量
3.1生条重量外不匀及重偏
生条重量外不匀及重偏是清梳联系统的关键指标,也是清梳联能否推广应用的关键。
生条5m重量外不匀(U%)的分布情况见表1。
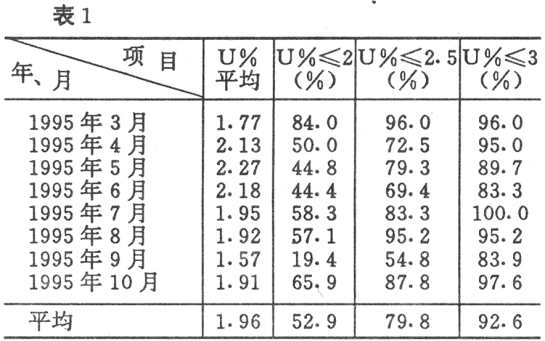
从表1可看出,生条5m重量外不匀明显优于传统工艺,U%<3的比例可达到90%以上。生条5m重偏分布情况见表2。生条干重控制在21.02g/5m±0.5g/5m,当重偏为±0.5g/5m时相当于生条5m干重的土2.5%,从9月18日开始每天测试重偏,每次取子样30个,结果列入表2。
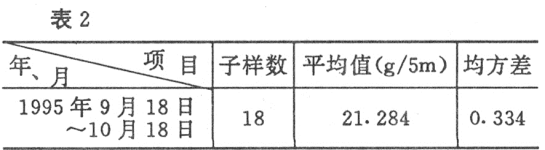
从表1、表2试验结果可以看出生条5m片段重量外不匀率和5m重量偏差都能控制在设计范围内。说明国产
3.2生条不同片段重量外不匀
为了了解生条不同片段重量的外不匀情况,10台车同时取样,每台车各片段取3个子样,分别计算不同片段的外不匀,结果见表3。

从表3看,生条不同片段的重量外不匀情况较好。
3.3生条5m重量的内不匀
生条5m重量内不匀要求控制在2%以内,测试结果如表4所示。

从表4可以看出生条5m重量内不匀U%是可以控制到2%以内的,但与德州棉纺织厂相比偏高,分析其原因,下棉箱压力压差较大,我们把下棉箱透气栅改为网眼板并将下棉箱储棉高度提高50mm,同时缩短给棉电机快—慢转换时间。使之减少棉箱压力波动,能控制在30Pa以内。
3.4生条不同片段重量内不匀
为了了解生条不同片段重量的内不匀,我们分别对U型配棉管道中影响较大的4#、7#梳棉机进行取样测试,结果如表5所示。
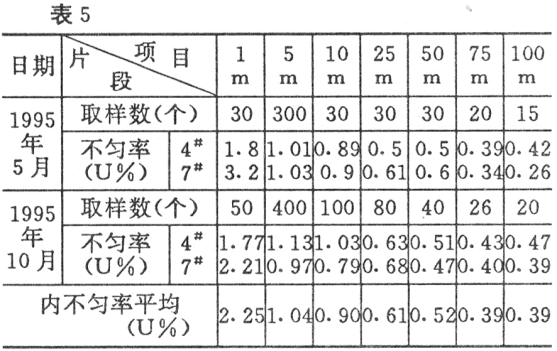
从生条不同片段的内、外重量不匀率实测数据来看,都能获得较好的质量水平。可以说明国产清梳联用10台梳棉机进行U型管道配棉的方案,仍可得到理想效果,为老厂改造提供了可借鉴方案。
3.5生条条干测定
为考核国产清梳联对生条短片段的控制效果,分别用萨氏条干和乌斯特条干进行了测定,结果如表6所示。
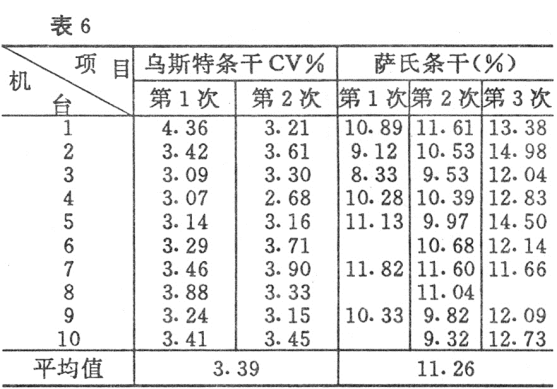
从测试结果看出,生条条干水平可以达到乌斯特89公报25%的水平。
3.6生条棉网结杂
几个月来的日常试验所检测的棉结杂质如表7所示。

3.7生条短绒的测试
清梳联生条短绒的增加较多,引起了我们的重视。我们曾用棉卷到清梳联流程中的FA201B型梳棉机上试纺,生条短绒为16%左右,与大面积FA201B型机成卷工艺的短绒相同,而清梳联(纺C14.6tex纱配棉成分相同)的生条短绒为18%~20%。为此我们又调查了山东省各引进设备生产厂的生条短绒情况,绝大部分也都在18%左右,差的超过20%。而生条短绒的增加严重影

从表8中测试数据可以看出,国产清梳联在开清棉单机采取调换打手形式,调整隔距,梳棉机调整后部工艺,增加棉网清洁器,增大单机吸风量等措施对降低生条短绒率取得了显著成效。
以上棉结、杂质检测,存在各厂目光差异,短绒的手工检测又不够准确科学,为此我们专门取样去北京第三棉纺织厂、遵化棉纺织厂用AFis检测仪器进行检验分析。结果见表9。

注:(1)取样时间:1995年8月25日;(2)设备改进:FA025A型机换鼻形打手;(3)取样部位:FA002型机原棉、FA035型机水平帘子、FA025A型机水平帘子、FA111B型机棉箱、FAl72A型机上棉箱;(4)(W)一按重量法统计值;(N)一按纤维根数法统计值;(5)短绒率(W、N)(%)统计<12.7mm长度短绒所占比例。
从表9对国产清梳联工艺设备、纤维参数及结杂的测定结果可以看出:
(1)经FA.035型混开棉机四打手开松除杂后,小于12.7mm短绒率增加36.5%(重量法)及23.3%(根数法);小于16mm短绒率增加35.8%,同时棉结增加31.9%,造成纤维损伤增加。经研究分析,决定将FA035型机四打手改为A035C型机三打手,取消一只豪猪打手。
(2)经FA201B型梳棉机的分梳除杂后,小于12.7mm的短绒率减少了19.7%(重量法)及18.97%(根数法);小于16mm短绒率减少了15.27%,同时棉结减少80.43%。说明在FA201B型梳棉机上采取的后部工艺调整效果是显著的。
(3)通过乌斯特公司的AFis检验仪的测试
1995年10月1日以后,清梳联的重大工艺措施已完成,工艺流程确定为(以型号表示):FA002(2台并联)→A035C(三打手)→FAl02→FA025A(鼻形)→FA111B(锯齿)→FAl72A→FA201B(1#~10#)加棉网清洁器,其中9#、10#锡林、刺辊速度分别为340r/min、840r/min)。3.8开清棉梳棉落棉率测定。
由于高唐棉纺织厂国产清梳联生产线在1995年4月~7月纺制普梳C14.6tex纱,1995年8月开始纺制精梳CJ4.6tex纱,现将普梳、精梳纱的原棉及清梳落棉情况列入表10、表11及表12。

3.9成纱质量情况
1995年7月份纺C14.6tex纱,其工艺流程如下:清梳联→AZ72F型并条机(头、末道)→FL16型粗纱机→A512型细纱机(牵伸改造为INA牵伸+ME666软胶辊)。成纱质量如表13所示。

8月份以后改纺CJl4.6tex纱,其工艺流程为:清梳联→A272F型并条机(预并)→A191B型条卷机→AZ01D型精梳机(整体锡林)→A272F型并条机(头、末道)→A456D型粗纱机→FA502型细纱机(配ME666软胶辊)。现将一个月的成纱质量情况列入表14。
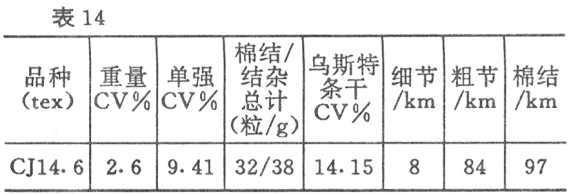
从高唐棉纺织厂清梳联一条龙供应纺制的C14.6tex及CJl4.6tex细纱质量水平看,主要项目指标均能达到乌斯特89公报25%~50%的水平。尤其是纺制CJ14.6tex纱,一些项目指标如细节、粗节及棉结均在5%一25%的水平。而普梳纱指标不如精梳纱的主要原因是在4~6月份开清棉设备及工艺调整尚未
3.10清梳联故障率及断头率测定
为考核国产清梳联的运行稳定性,分别对开清棉、梳棉机械电气故障及梳棉机断头率进
行测定,并计算故障率。统计共33个班。开清棉故障率o.03次/台线(开清棉滤尘故障,造成停车2小时),梳棉机故障率为0.006次/台班(更换齿轮、继电器松动)。梳棉机断头统计;机械影响造成断头121次,平均断头率0.42根/台班,光电影响造成断头335次,平均断头率1.16根/台班,合计台班断头率为1.58根。分析光电断头原因是道夫光电自停灵敏度太高所致,随即进行调整,调整后道夫光电自停造成的
断头率为0.63根/台班。
4工艺流程的主要特点及工艺参数的调整、改进
4.1工艺流程的主要特点
高唐棉纺织厂清梳联是在德州棉纺织厂国产清梳联攻关成功的基础上进行的,有其与德州棉纺织厂不同的特点。
(1)该工艺流程比较简捷,具有较好的实用性,开清棉设备工艺排列可在一个柱网内,梳棉机可与原梳棉机一一对应替换排列,这样有利于老厂的技术改造。
(2)开清棉流程中的JFA019型多功能排除器具有金属探测、火星排除、重物分离三种功能,效果也比较理想,开车半年多梳棉机没损坏一台给棉罗拉与针布。
(3)A035C型机采用三只打手放在FAl02型机前面使用,以弥补圆盘式抓棉机抓棉开松不足。
(4)FA025型机带打手(鼻形或梳针)的工艺设计获得突破,减少了一台FA111A型清棉机,经实际使用是可行的。
(5)开清棉流程中各单元机的给棉电机及主要打手电机都采用变频调速,操作方便,便于实行无级连续给棉,提高了清梳联的均匀给棉。也便于不同原棉不同处理。
(6)开清棉各打手
(7)输棉风机、配棉风机电机采用变频调速,调节方便可行。
(8)U型配棉管道内压力控制获得突破,压差可控制在100Pa以内,使生条重量外不匀得到较好控制。
(9)清梳联的喂棉形式由原快慢停改进为比例跟踪无级连续喂棉,保证了上棉箱的喂棉均匀。
(10)FA172A型喂棉箱下棉箱有3台采用网眼透气栅,以增加下棉箱储棉高度,提高了输出筵棉密度均匀性。
(11)FA172A型喂棉箱循环风改为下排风,直接排入地下沟道,减少了循环风管和挂花堵塞现象。
(12)梳棉机机前加装一棉网清洁器,有较明显的排短绒作用。机上吸尘风机风量由原1500m3/h增大到1800m3/h。
(13)梳棉机道夫摇板自停改为光电自停,提高了灵敏度。
(14)FA201B型梳棉机采用全封闭高圈条器和数显装置。条筒容量增加50%,延长落筒时间及减少接头次数。
4.2工艺参数的调整改进
FA035型机四打手改为三打手,FA025A型机梳针打手改为鼻形打手,FA111B型机锯齿打手计划改为梳针打手。
另外,FA201B型机的后部工艺调整如下:
(1)筵棉的张力牵伸由原1.54倍改小为1.41倍,有利生条条干的改善。
(2)刺辊、给棉板的隔距由0.23mm改为0.56mm,抬高给棉板2mm,减轻刺辊在分梳过程中对纤维的损伤。
(3)刺辊下原1#、2#、3#落杂区改为1#、2#落杂区,第2落杂区隔距由原来的15mm放大为32mm,增加后部落棉,排除短绒、杂质。
(4)9#、10#梳棉机降低锡林、刺辊速度,锡林由原370r/min降为346r/min,刺辊由原来的970r/min降为836r/min。5体会与建议
通过半年多的生产实践,我们对国产清梳联有了进一步的认识。
5.1国产清梳联适合我国国情,从工艺性能上看
5.3开好、用好国产清梳联,我们的体会是要做好以下几项工作:
(1)成立清梳联专业小组、熟悉设备性能,掌握操作要点,才能得到理想效果。做好质量和轮班运转记录,认真执行每天、每周、每月必查必记项目,根据记录及时分析原因,找出解决问题的办法。
(2)开清棉各机台的运转率要做到85%以上。
(3)FAl02、FA025A、FA111B型机气流参数要达到工艺要求,设备才能开好。
(4)FA025A型机多仓的压力表指示要保证在压力范围内(例:高棉220~280Pa),使多仓的棉层密度均匀,波动小。
(5)FA025A型机压力表进气孔上的过滤网、金属探测器、火星排除器等每月要检查清洁一次,避免失灵和误动作。
(6)FAl72A型机上棉箱压力差控制越小越好,调试阶段要测试上棉箱的落棉量,一旦FT201B型机配棉风扇速度调试好,一般不要轻易变动。
(7)梳棉机扫车、平车后,要注意自调匀整装置后部给棉板上加压传感器的电压设定值变动了没有。应定期检测,保证自调匀整装置的准确灵敏。
(8)要考核每班清梳挡车工的生条重不匀指标。
(9)两台抓棉机必须并联,严格执行,认真考核。
(10)要随时注意清梳滤尘设备运行状态,保证清梳联的稳定运行。
(11)压缩空气要保证无油无水,储气罐的油水分离器要有人定时泄放。
(12)清梳联要尽量减少开关车,以免产生启动时生条重量的波动。
根据使用情况我们
(1)A035C型机与FA102型机之间用A045B型凝棉器为好,一是凝棉器排除短绒能力较大,二是FA102型机车肚内气压参数容易调节,而串联风机前后风量不易匹配,影响FA102型机的落杂效果。尽管A045B型凝棉器有返花现象容易造成束丝,但认真调节好皮打手与弧形板的隔距,并做好落下棉箱的补风,返花现象是可以避免的。
(2)A035C型机第一打手为角钉,第二打手为U型刀片,第三打手为豪猪,打击可能更缓和渐进些。
(3)FA111B型机出棉口的磁铁装置要定型设计,美观、大方、实用。
(4)开清棉集中控制柜内线路安装要尽量规范化。
(5)清梳设备的机加工精度仍需提高,以保证隔距调整的准确度,减少挂纤维现象。
(6)为了使清梳联既适应环锭纺又适应转杯纺,FT201B型配棉风机可采用仿:DX型的强力除尘器,这样品种适应更强。
(7)FAl72A型机上、下棉箱能做到无级连续喂棉为最好。
(8)FAl72A型机循环风机的排风地下沟道要单独走向,并在滤尘室设一匹配的接力风机,避免沟道内气流相互干扰和对滤尘状态的影响。
(9)纺织机械厂要做好机上轴承的购置和检验工作,减少设备故障。
(10)需要加强板式滤尘器的轨道强度,提高吸嘴游动动作的准确性和稳定性。
(11)应确保国产电子元件的质量,必要时关键元件可以进口。
高唐棉纺织厂国产清梳联是我们听取了专家们在德州棉纺织厂鉴定时提出的意见。做了一些工艺改进。同时也摸索了一些工艺参数的调整,注意到清梳联生条短绒较多这个突出问题,努力使成纱质量达到或接近乌斯特89公报25%的水平,为国产清梳联在我国棉纺织行业改造中的实用性、可靠性、可操作性做了一些摸索和探讨,但仍做的不够,愿与我们的同行共同研究,开好、用好国产清梳联。
山东省纺织设计院曹永年
高唐棉纺织厂郭玉庆
山东省纺织工业厅左瑅
青岛纺织机械厂
山东省纺织工程学会高宜畏
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


